
Fターム[4F204FF23]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給方法、装置 (285)
Fターム[4F204FF23]の下位に属するFターム
移送、ガイド (105)
Fターム[4F204FF23]に分類される特許
21 - 40 / 180
トーチボディ製造方法およびトーチボディおよび切断用トーチ
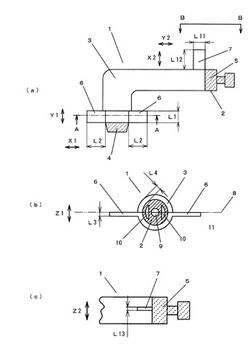
【課題】樹脂成型条件の裕度を広げ、樹脂の成型不良を抑制するトーチボディの製造方法、トーチボディ、このトーチボディを備えた切断用トーチを提供する。
【解決手段】金属部材の形状に応じて加工されトーチボディ1を絶縁被覆する樹脂部3を形成するための第1の樹脂注型部と第1の樹脂注型部と繋がっており第1の樹脂注型部から樹脂が流れ込むように加工され樹脂逃げ部を形成するための樹脂逃げ部6形成部とを設けた第1の金型に前記金属部材2を配置し、金属部材の形状に応じて加工され樹脂部3を形成するための第2の樹脂注型部を設けた第2の金型を第1の金型と組み合わせ、組み合わせた第1の金型と第2の金型に樹脂を注入して硬化し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから第1の金型と第2の金型を取り外し、金属部材と樹脂部と樹脂逃げ部とが一体となったトーチボディから樹脂逃げ部を取り除く。
(もっと読む)
封止装置及び封止方法

【課題】使用する金型の台数に応じた生産性の向上が可能となる。
【解決手段】金型132、及び機構部として、基板供給部110A、基板検査部120、予備加熱部124、樹脂供給部140、反り矯正部122、そして基板収納部110Bを有する封止装置100において、基板102の1枚当たりにおける、金型132への基板102の搬入から次の基板102の搬入が可能となるまでの金型サイクルタイムTmに対して、供給サイクルタイムTp、検査サイクルタイムTi、予備加熱サイクルタイムTh、樹脂供給サイクルタイムTr、反り矯正サイクルタイムTf、そして収納サイクルタイムTsの全ての機構部のサイクルタイムが短くされている。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
樹脂モールド装置及びワーク板厚測定装置
【課題】樹脂モールドに先立って被成形品の厚さを精度良く測定することで、キャビティ容積を変更することにより成形品質を向上できる樹脂モールド装置を提供する。
【解決手段】厚さ計測部Bは、ローダー25から半導体チップが基板実装された被成形品1を移載されて保持したまま搬送する搬送プレート9と、当該搬送プレートをX−Y方向に走査可能なX−Y走査機構10と、搬送プレート9の搬送路下に被成形品1に対応して配置され、半導体チップを含む基板の総厚を測定する第1レーザー変位計44と基板のみの厚さを測定する第2レーザー変位計44を備えている。
(もっと読む)
湿式抄造材及び繊維強化複合材
【課題】湿式抄造時の材料歩留りや抄造シート取り扱い性が良好な湿式抄造材、ならびに、これを加熱加圧成形してなる引張強度の優れた繊維強化複合材を提供する。
【解決手段】マトリックス樹脂、基材繊維、及び、フィブリル化処理有機繊維を含有する材料組成物を湿式抄造してなる湿式抄造材であって、前記フィブリル化処理有機繊維は、JIS P8121「パルプのろ水度試験方法」により測定された濾水度がフィブリル化処理前の初期濾水度の70〜95%であることを特徴とする湿式抄造材。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
樹脂製回転体成形用素材の製造方法、樹脂製回転体の製造方法及びこの製造方法により製造される樹脂製回転体
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用しながらも、ブッシュを中心とし軸線方向上下から圧縮され金属製ブッシュと一体化した、樹脂製回転体成形用素材を製造する。
【解決手段】次の工法により製造される。(a)金型9内に金属製ブッシュ2を配置する工程。(b)金属製ブッシュの周囲に、短繊維含有スラリを注液する工程。(c)短繊維含有スラリから、分散液を分離し、繊維集合体となす工程。(d)繊維集合体を、厚み方向の一方からの駆動力を用いた押圧力と、この押圧力に抗する他方からの抗力により、圧縮する工程。
(もっと読む)
圧縮成形用エポキシ樹脂組成物及び、電子部品装置
【課題】半導体素子のエポキシ樹脂封止成形品に生じる黒点不良を抑えることが可能な圧縮成形用エポキシ樹脂組成物及びこれを用いた電子部品装置を提供する。
【解決手段】(A)エポキシ樹脂、(B)硬化剤、(C)無機充填材を含有するエポキシ樹脂組成物において、(C)無機充填材が(C1)平均粒径3μm以下の無機充填材を含有し、前記(C1)平均粒径3μm以下の無機充填材を200℃で1時間加熱したときの加熱減量が0.07質量%以上、0.2質量%以下である圧縮成形用エポキシ樹脂組成物。
(もっと読む)
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
テスト用カレンダ装置
【課題】新たな樹脂材料を用いて新しいフィルム製品を開発するための複数のテストを、小量の試験材料で、個別に実施することができるテスト用カレンダ装置を提供する。
【解決手段】2ロールモジュール12、本体モジュール14、及びテイクオフモジュール16を備える。2ロールモジュール12は、本体モジュール14の上面に直接かつ着脱可能に固定され、テイクオフモジュール16は、本体モジュール14の後方側面に直接かつ着脱可能に固定されている。さらに、ベースモジュール18、冷却モジュール20、及びワインダモジュール22を備える。冷却モジュール20とワインダモジュール22は、ベースモジュール18の上面に共通レール18aに沿って移動可能かつ着脱可能に固定されている。
(もっと読む)
複合材料蓋の形成方法
外側蓋キャップと内側シール用ライナーとを有する複合材料蓋を製造する方法は、該キャップの頂部壁部分に隣接する環状凹部を規定する環状リップを有する環状スカート部分を備える蓋キャップを提供する過程を具備する。溶融プラスチックは、該頂部壁部分に隣接する内側シール用ライナーを形成するために、該蓋キャップ内で圧縮成形され、該シール用ライナーの周辺は該蓋キャップの該環状凹部内に位置付けられる。該ライナー形成時に、該溶融プラスチックの流れを制御するために、該環状凹部内に複数の円周方向に隔てられたガセットが提供され、該ガセットにより、該シール用ライナー内のボイドの形成を弱めるよう空気の通気を容易にする。 (もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
繊維強化樹脂製チーズの製造方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる製造方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの製造方法を、(A)先端を正面視略V字状にカットした円筒管を1個または2個用い、(B)それと接合しうる端面を有する円筒管とを突き合わせて接合し、接合部に繊維補強材を積層状に巻き付け、インフュージョン成形に付して接合部を繊維強化樹脂で囲包し強化するものとする。円筒管(B)には、一部を正面視略V字状に切り欠いたものや、円筒管(A)の正面視略V字状にカットした先端面の片側半分と接合しうる、一部斜めにカットされた端面を有するものや、円筒管(A)のカット面と接合しうる、斜めにカットされた端面を有するものなどがある。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】搬送の際に仮成形された樹脂の割れや欠損を低減すると共に、ランニングコストの低減が可能となる樹脂封止装置及びその方法を提供する。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形樹脂を用いて金型160で被成形品を圧縮成形して樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102を載置する第1フィルム122を連続して金型160内に搬送する第1フィルム搬送装置114と、粉粒体状樹脂102を第1フィルム122上で加熱して所定の形状に仮成形する仮成形機112とを備える。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 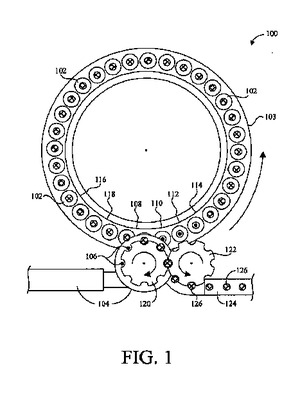 (もっと読む)
(もっと読む)
帯状ゴム部材の製造方法とその装置
【課題】未加硫のゴム部材を圧延して成形される帯状ゴム部材を連続的にかつ安定して製造する方法とその装置を提供する。
【解決手段】押出機11から供給される未加硫のゴム部材を第1のロール12Aと第2のロール12Bとの間に供給して圧延し、帯状ゴム部材Tを連続的に製造する際に、第2のロール12Bに隣接して、第2のロール12Bとは逆方向に回転する第3のロール12Cを配置し、第2のロール12Bと第3のロール12Cとの隙間を通過して第3のロール12Cに巻取られた帯状ゴム部材T0の両端部をそれぞれ切断手段13でカットして、所定の幅WTの帯状ゴム部材Tを製造するようにした。
(もっと読む)
SMCの製造方法
【課題】樹脂コンパウンドとガラス繊維の比率の幅方向のバラツキを抑えることができるSMCの製造方法を提供する。
【解決手段】連続的に供給される2枚のフィルム2,2’上に樹脂コンパウンド1,1’を供給して塗布し、一方のフィルム2の樹脂コンパウンド1上にガラス繊維3を散布し、その上に他方のフィルム2’上の樹脂コンパウンド1’の塗布面を合わせて上下2枚のフィルム2,2’間に樹脂コンパウンド1,1’とガラス繊維3を挟み込んだ状態で上下から加圧してガラス繊維3間に樹脂コンパウンド1,1’を含浸させるSMCの製造方法において、フィルム2,2’上に樹脂コンパウンド1,1’を供給するに際して、樹脂コンパウンド1,1’の粘度に応じて樹脂コンパウンド1,1’の供給幅を調整してフィルム2,2’上の樹脂コンパウンド1,1’のフィルム幅方向の樹脂幅を調整する。
(もっと読む)
21 - 40 / 180
[ Back to top ]