
Fターム[4F204FF47]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給量の (108)
Fターム[4F204FF47]の下位に属するFターム
計量 (58)
Fターム[4F204FF47]に分類される特許
1 - 20 / 50
均一な厚みを有する薄肉成形体およびその製造方法
【課題】強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成され、表面が平滑であり、均一な厚さを有する薄肉成形体およびその製造方法を提供する。
【解決手段】平均繊維長が5mm以上100mm以下の強化繊維と熱可塑性樹脂とを含む繊維強化複合材料から構成される薄肉成形体であって、
強化繊維体積含有率(Vf=100×強化繊維の体積/(強化繊維の体積+熱可塑性樹脂の体積))が5〜80%であり、
1.5mm以下の均一な厚みを有し、
下記式(1)
臨界単糸数=600/D (1)
(ここでDは強化繊維の平均繊維径(μm)である)
で定義される臨界単糸数以上で構成される強化繊維束(A)について、強化繊維全量に対する割合が20Vol%以上99Vol%以下であることを特徴とする薄肉成形体。
(もっと読む)
精密成形装置及びその成形方法
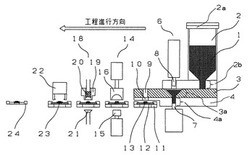
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
電子部品の圧縮成形方法及び成形装置

【課題】下型キャビティ111、112内への液状樹脂102の供給時において、下型キャビティ111、112内に供給される樹脂量の信頼性を効率良く向上させる。
【解決手段】まず、長尺状の離型フィルム52を切断して短尺状の離型フィルム11を形成し、離型フィルム11の上に樹脂収容用プレート21を載置して樹脂供給前プレート21aを構成すると共に、樹脂供給前プレート21aの樹脂収容部22に所要量の液状樹脂102を供給して平坦化(液状樹脂の上面を水平面に形成)することにより樹脂配布済プレート118を形成する。次に、樹脂配布済プレート118を下型キャビティ111、112の位置に載置して離型フィルム11を下型キャビティ111、112内に引き込むことにより、離型フィルム11と一緒に所要量の平坦化した液状樹脂102を落下させて離型フィルム11を被覆したキャビティ111、112内に液状樹脂102を供給する。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】真空バッグを使用して繊維プリフォームから繊維強化複合材料を成形する方法において、高い繊維体積分率を達成する樹脂注入方法を提供する。
【解決手段】真空ポンプ30を用いていくつかのサイクルで繊維プリフォーム14を圧縮するとともに、バッグ12内を適切な真空レベルに制御し樹脂をポット10からバッグ12内に供給する。この際樹脂供給タンク10内の圧力を大気圧よりも低い圧力まで排気することによって、樹脂を注入する圧力を制御する。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
樹脂の収容及び注入のためのシステムと方法
【課題】注入プロセスを単純化する為に、樹脂と、樹脂を含浸させる繊維プリフォームとを共に同じツールに配置することができるような、樹脂の収容及び注入の為のシステムと方法を提供する。
【解決手段】樹脂収容及び注入システムは、ツールと、ツール内に設けられた樹脂貯蔵ウェルと、ツール上に設けられた複合材料積層区域と、樹脂貯蔵ウェルを覆うように設置された真空引きフィルムとを含んでいる。真空引きフィルムは、真空引きフィルム全体の圧力均衡が確立されると樹脂保存ウェル内の容積を規定し、且つ真空引きフィルムに陽圧が印加されると容積をほぼゼロにするように構成されている。
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
フッ素樹脂成形品及びその製造方法
【課題】ソリやタワミを生じさせにくい残留応力の少ないフッ素樹脂成形品及びその製造方法を提供する。
【解決手段】フッ素樹脂成形品の製造方法は、フッ素樹脂粉末2と、前記フッ素樹脂粉末2中に埋め込まれ、互いに隙間を隔てた状態で接合パイプ4により連結された複数の補強材3とを含む予備成形品に、焼成を施す工程を具備することを特徴とする。得られた成形品のうち、角槽などの一体層が半導体や液晶の薬液戦場工程で使用される。
(もっと読む)
微細凹凸構造体、およびその製造方法、ならびに光学素子
【課題】耐熱性を有する微細凹凸構造体、およびその製造方法であって、生産性が高く、樹脂の一部が原版に付着する原版汚れが発生し難く良品率が高い、微細凹凸構造体、およびその製造方法、ならびに微細凹凸構造体からなる光学素子、を提供すること。
【解決手段】微細凹凸構造形成層とシールド層との複層構成を有する微細凹凸構造体であって、前記微細凹凸構造形成層は樹脂の硬化物を含み、シールド層は珪酸化合物によって構成され、シールド層の厚さが、微細凹凸構造形成層の厚さの半分以下である。
(もっと読む)
シート成形装置
【課題】シート成形における歩留まりを向上し得るシート成形装置を提供する。
【解決手段】制御部Cが、位置検出手段S1にて検出される押圧部材41の位置に基づいて、押圧部材41の位置が予め設定された位置になるように、払い出し出力対供給出力比率を設定範囲内で調整すべく材料供給部1及び材料圧延部2の作動を制御する通常処理を実行するように構成されたシート成形装置において、制御部Cは、位置検出手段S1にて検出される押圧部材41の位置に基づいて、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ない状態を推定する推定手段C1と、推定手段C1により、材料供給部1による材料貯留部3への材料供給量が定常状態よりも少ないと推定された場合に、払い出し出力対供給出力比率を設定範囲よりも大きくする設定条件で材料供給部1及び材料圧延部2の作動を制御する終期処理を実行する終期処理手段C2を備えている。
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズの製造方法およびその方法で得られたプラスチックレンズを提供する。
【解決手段】
プラスチックレンズ成形用として用いられる一対の型1を所定間隔離間させて対向配置させ、一対の型1の間にプレポリマーPを載置し、前記プレポリマーPを重合させるプラスチックレンズの製造方法であって、プレポリマーPは、25℃において50Pa・s以上10000Pa・s以下の粘度を有し、一対の型1の間に載置されるプレポリマーPの体積を、一対の型1により作られる空間の体積よりも小さくする。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】スティフナなどの突起部を有するFRPパネル構造体のVaRTM(真空減圧補助の樹脂トランスファー成形)を、該パネル上への突起部の高い位置決め精度で実現する。
【解決手段】プリフォーム23の突起部とパネル23表面それぞれの少なくとも1面に接触するように、互いに嵌合する構造を有する治具22,23を配置し、プリフォーム22,23への樹脂含浸が完了した後、余分な樹脂を吸引除去する工程を含み、かつ、該工程の開始時点から樹脂の硬化が行われるまでの間に上記治具22,23が嵌合することで、該突起部の位置決めが行われることを特徴とする繊維強化プラスチック構造体の製造方法。
(もっと読む)
合成樹脂製品の製造装置及び製造方法
【課題】成樹脂廃材からなる合成樹脂製品を効率よく製造することができる合成樹脂製品の製造装置を提供する。
【解決手段】本装置1は、チャンバ内に回転可能に設けられる羽根部材を有し、該チャンバ内に投入される合成樹脂廃材を該羽根部材により攪拌溶融してゲル状物を生成するミキシング装置3と、複数の成形部35,36を有し、該複数の成形部のそれぞれに投入されたゲル状物を同時に加圧して複数のプレス成形品40,40を成形するプレス装置4と、前記ミキシング装置3で生成され前記チャンバ内から排出されるゲル状物を前記プレス装置4まで搬送して前記複数の成形部のそれぞれに投入する搬送投入装置5と、を備える。
(もっと読む)
電子部品の圧縮成形方法及び金型装置
【課題】下型キャビティ5内への顆粒樹脂6の供給時において、下型キャビティ5内に供給される樹脂量の信頼性を効率良く向上させる。
【解決手段】まず、下型キャビティ5に対応した貫通孔37を備えた樹脂収容用プレート21の下面に離型フィルム11を被覆してプレート貫通孔37をプレート樹脂収容部22に形成して樹脂供給前プレート21aを構成すると共に、樹脂収容部22に所要量の顆粒樹脂6を供給して平坦化する(均一な厚さに形成する)ことにより樹脂配布済プレート25を形成し、次に、樹脂配布済プレート25を下型キャビティ5の位置に載置して離型フィルム11を下型キャビティ5内に引き込むことにより、離型フィルム11と一緒に所要量の平坦化した顆粒樹脂6を落下させて離型フィルム11を被覆したキャビティ5内に供給する。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
トリム材の製造方法及び製造装置
【課題】補強用の芯材が埋設されたウェザーストリップの切断端面に芯材が露出することを確実に防止できるようにする。
【解決手段】把持型32に把持されたウェザーストリップ本体20の被覆予定端面21と成形型35の被覆部成形部52との間に未加硫のシート状のゴム材料29を配置した後、成形型35を接近移動させて両型32,35を当接させることで、ウェザーストリップ本体20の被覆予定端面21と被覆部成形部52との間に形成されたキャビティ52a内にゴム材料29を充填して被覆部を成形し、この被覆部とウェザーストリップ本体20の被覆予定端面21とを加硫接合する。これにより、ウェザーストリップ本体20の被覆予定端面21(芯材が埋設された取付部の切断端面)を被覆部で被覆して、ウェザーストリップの切断端面に芯材が露出することを防止する。
(もっと読む)
成形材料、繊維強化プラスチックおよびそれらの製造方法
【課題】本発明は、良好な流動性を有し、FRPとした場合に優れた力学物性を発現する経済性に優れた成形材料およびその製造方法ならびに該成形材料を用いたFRPを提供せんとするものである。
【解決手段】本発明の成形材料は、繊維長が5〜100mmの範囲内である強化繊維が実質的に一方向に引き揃えられた、フィラメント本数が10,000〜700,000本の範囲内であるチョップド繊維束がマトリックス樹脂で一体化された成形材料であって、成形材料中におけるチョップド繊維束の繊維束の平均幅Wmと平均厚みtmとの比率(Wm/tm)が70〜1,000の範囲内であり、かつ、チョップド繊維束の平均幅Wmが2〜50mmの範囲内、平均厚みtmが0.02〜0.1mmの範囲内である。
(もっと読む)
シート成形装置
【課題】材料圧延部への弾性材料の送出量の変動をなくして形状が整い、寸法精度の高い、高品質のシートの成形を行うことができ、さらに、材料貯留部の内圧の急激な変動を吸収することができるシート成形装置を提供すること。
【解決手段】弾性材料Wを供給するための材料供給部1と、材料供給部1から供給された弾性材料Wを一時的に貯留する材料貯留部3と、材料貯留部3に貯留されている弾性材料Wを圧延するための材料圧延部2とを備えたシート成形装置において、材料貯留部3に貯留されている弾性材料Wを上方から予め設定した一定圧力をかけて押圧するための材料押圧機構4を設け、この材料押圧機構4を構成する材料押圧部材41の材料押圧面41aの面積を材料貯留部3の上部開口部31の面積の30〜95%に設定する。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】圧縮時に樹脂流れの少ない樹脂封止装置およびその方法を提供する。
【解決手段】平面的に異なる位置に複数配列された半導体チップ115を1のキャビティ105内に配置して、該キャビティ105内に樹脂を供給した上で圧縮成形する樹脂封止装置であって、キャビティ105が、該キャビティ105の平面視における所定の区画に仮想的に分割され、樹脂が、前記キャビティ105の平面視における所定の区画120〜123に対応するように区分管理され、該区分管理された樹脂110〜113の樹脂量を、区画120〜123に対応する半導体チップ115の搭載数に基づいて決定する。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型1・2において、キャビティ底面部材10と(分割)キャビティ側面部材11との隙間(摺動部14)に発生する異物を効率良く防止し得て、キャビティ底面部材10の摺動不良を効率良く防止する。
【解決手段】まず、キャビティ側面部材をキャビティ底面部材10の四本の辺に各別に対応して分割することにより、四個の分割キャビティ側面部材11を形成すると共に、金型1・2を型締めして下型キャビティ6内の樹脂材料(7)に基板4に装着に装着した電子部品3を浸漬し、次に、分割キャビティ側面部材11の内部に設けた第一内部押圧機構21にてキャビティ底面部材10に対して分割キャビティ側面部材11を所要の押圧力にて押圧した状態で、下型キャビティ6内で電子部品3を下型キャビティ6の形状に対応した樹脂成形体15内に圧縮成形する。
(もっと読む)
1 - 20 / 50
[ Back to top ]