
Fターム[4F204FG09]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 製造 (435) | 含浸 (279)
Fターム[4F204FG09]に分類される特許
1 - 20 / 279
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
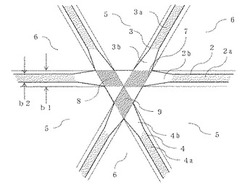
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
自動車部材を製造する方法及び当該方法により製造された自動車部材

【課題】簡単に実施することができる繊維強化材料の製造方法を提供する。
【解決手段】繊維強化材料を、自動車のハイブリッド部材1を製造するために自動車部材中に挿入し、その際、自動車部材の予熱が、補強パッチ8の硬化に使用されるか、または自動車部材と補強パッチ8が熱せられるので、繊維強化材料が硬化し、形状形成の前及び/又は最中及び/又は後に、少なくとも部分的に金属の層10を繊維層上にもたらし、その際、金属の層10が、補強パッチ8の、自動車部材と反対に位置する側に設ける。
(もっと読む)
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
大流量エッジ・ブリーザー及びその方法
【課題】複合部品の製造時にはエッジ・ブリーザーが配置されるが、熱及び圧力によって圧縮されて吸気が妨げられることがある。そのため、複合部品を効率よく製造するためには、復元力を有する大流量エッジ・ブリーザーが必要となる。
【解決手段】部品を処理する真空バッグ用のブリーザーは、部品の周囲に配置された復元力のある材料によるスリーブを含む。その結果、大流量通気特性を保持し、熱及び圧縮圧が除かれると、実質的に圧縮されていない元の形状に戻る。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
航空機用ガスタービンエンジンのブレードの製造方法
【課題】厚みがあって中心線回りの捩れの大きい翼形状であっても成形が容易に行うことができる航空機用ガスタービンエンジンのブレード及び大量生産に適した製造方法を提供する。
【解決手段】強化繊維を含み、かつ複数の熱可塑性樹脂をマトリックスとする複数の複合材プリプレグを、平面上に厚さ方向に積層して積層体を形成する積層工程と、前記積層体を加熱及び加圧して平板形状に成形する第一成形工程と、平板形状に成形された前記積層体を再度加熱および加圧して3次元曲面形状の翼片に成形する第二成形工程と、複数の前記翼片を重ね合わせたうえで、加熱及び加圧して一体化し、3次元翼面形状を得る第三成形工程と、を備える。
(もっと読む)
複合積層板および複合積層板を用いた一体成形品ならびにそれらの製造方法
【課題】複合積層板の製造方法に関するものであり、特に電磁波遮蔽性を維持したまま無線通信性能を劣化せず、意匠性に優れた部分的に電波透過領域を有した複合積層板の製造方法とこれを用いた一体成形品を提供する。
【解決手段】導電性の不連続強化繊維を有するシート状抄紙である第1の強化基材(2a)と、第1の基材と異なる第2の基材(2b)とを隣接するように積層し、さらに熱可塑性樹脂を主成分としたマトリックス樹脂シート(2c)を少なくとも厚み方向の表層に(2a)、(2b)を挟み込むように積層し、加熱溶融プレス含浸させた後、型内で冷却して賦形することにより一体化成形した複合積層板(1C)の外周の少なくとも一部を囲うように、熱可塑性樹脂(1D)を用い射出成形して得られることを特徴とする複合積層板(1C)を有する一体成形品。
(もっと読む)
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品
【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
樹脂シート製造装置、樹脂シート製造方法、樹脂シートおよび表示素子用樹脂基板
【課題】本発明の課題は、表面の凹凸が従来より低減された樹脂シートを提供することである。
【解決手段】本発明に係る樹脂シート製造装置200は、送り部210と、張り合わせ部230と、硬化部240とを備える。送り部210は、樹脂前駆体シート130を一方向に送る。樹脂前駆体シート130は、樹脂前駆体を含むシートである。張り合わせ部230は、樹脂前駆体シート130に支持体140を張り合わせる。硬化部240は、張り合わせ部230と同じ位置、または、張り合わせ部230の樹脂前駆体シート130の送り方向下流側であって張り合わせ部230の近傍の位置に配置される。また、硬化部240は、樹脂前駆体シート130の少なくとも幅方向の両端部分または両端付近部分の樹脂前駆体を硬化させる。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供すること。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、電気炉を用いた焼結による一体成形を行うことによって前記熱防御複合材を得ることを特徴とする。
(もっと読む)
樹脂成形体の製造方法
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
立上部を有する軽量な成形体とその製造方法
【課題】熱可塑性樹脂を含む繊維強化複合材料からなり、水平部に対して縦方向に伸びた立上部を有する軽量な成形体を提供する。
【解決手段】平均繊維長10〜100mmで特定の開繊条件を満たす繊維束を含む強化繊維と熱可塑性樹脂とから構成されるランダムマットについて、金型形状に対しチャージ率が5%以上100%以下のランダムマットまたは成形前駆体を用いてプレス成形を行ってリブおよび/またはボスといった水平部に対して縦方向に伸びた立上部を有する成形体を製造する。立上部においても繊維の等方性の維持が可能であり、さらに各部位で一定の繊維長および繊維含有率を維持できる成形体を提供する。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材
【課題】熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材、及びその製造方法、並びに当該熱可塑性樹脂補強シート材を用いて成型される高品質、ドレープ性が維持された熱可塑性樹脂多層補強シート材を提供する。
【解決手段】熱可塑性樹脂補強シート材1は、複数の補強繊維2fがサイジング剤等により集束した補強繊維束2tを幅方向に複数本引き揃えシート状とした補強繊維シート材2と、補強繊維シート材に付着されたマトリックス樹脂となる熱可塑性樹脂シート材3と、熱可塑性樹脂シート材3の溶融温度より低い温度で溶融又は軟化する接着用熱可塑性樹脂材4とを備え、熱可塑性樹脂シート材3の両面に補強繊維シート材2を付着させて構成される。
(もっと読む)
混成部材を製造するための方法ならびに製造する際に使用するためのカバー
【課題】 従来技術から出発して本発明の根底をなす課題は、プレス型の汚れが少なくともできる限り防止することができ、混成部材の基本成形体が特定の領域で樹脂がない状態で保持できる、原動機付き車両のための品質的に価値の高い混成部材を製造するための使用に関する技術的に改善された方法を提示することである。
【解決手段】強化要素(3)とプレス型(4)の間にカバー(8)が組入れられ、さらにカバー(8)が連続した状態で貯蔵所から引出され、かつ基本成形体(2)の上で基本成形体上に位置決めされた強化要素(3)と一緒に置かれ、その後にプレス工程が行われ、その際にカバー(8)が樹脂を吸収する吸収層(9)を備えており、それによりプレス工程において強化要素(3)から流出する樹脂が吸収層(9)により収容され、カバー(8)がプレス工程の後に混成部材(1)から取除かれ、好ましくは貯蔵ユニットに巻かれることにより解決される。
(もっと読む)
繊維強化樹脂成形品の製造方法、および繊維強化樹脂成形品
【課題】好適な外観を有する繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維強化樹脂成形品の製造方法は、配置工程と、加熱成形工程と、剥離工程とからなり、離型フィルム100は離型層110を有する。離型層110は、主にポリメチルペンテン系樹脂、シンジオタクチックポリスチレン系樹脂、またはポリブチレンテレフタレート系樹脂からなる。配置工程では、離型フィルム100を金型200上に配置する。このとき、離型フィルム100は、金型200と接する側と反対側に離型層110が位置するようにして配置する。加熱成形工程で、樹脂前駆体が含浸される布帛300を金型200によって加熱成形して繊維強化樹脂成形品を作製した後、繊維強化樹脂成形品から離型フィルム100を剥離する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】本発明は、金型とバッグ材を用いた繊維強化プラスチックの製造方法において、金型が湾曲または屈曲形状を有する複雑形状であっても、予め製品形状に形成した上型もしくは押圧板を準備することなく、表面平滑性に優れた複雑形状の繊維強化プラスチックを製造する方法を提供する。
【解決手段】以下の(a)〜(d)の工程を含むことを特徴とする繊維強化プラスチックの製造方法。
(a)湾曲または屈曲形状を有する金型の上に、少なくとも強化繊維基材と最終製品に要求される表面粗さと同等以上の平滑性を有する樹脂製シート材を含む成形材を配置する配置工程
(b)前記成形材を金型に押圧して沿わせて賦形および加熱する賦形・加熱工程
(c)強化繊維基材に含浸されたマトリックス樹脂を硬化する硬化工程
(d)樹脂製シート材を繊維強化プラスチック材から除去する除去工程
(もっと読む)
1 - 20 / 279
[ Back to top ]