
Fターム[4F204FQ12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型の開放分離装置 (19)
Fターム[4F204FQ12]に分類される特許
1 - 19 / 19
レンズの製造方法
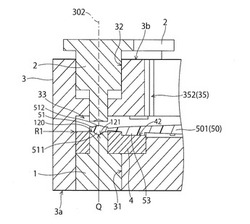
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
圧縮成形装置及び圧縮成形方法

【課題】圧縮成形装置の占有面積の増大を最小限にすると共に複雑にすることなく、生産性の向上が可能となる。
【解決手段】相対的に接近・離反可能な第1上型130A、第2上型130Bと第1下型144A、第2下型144Bとを有し、対をなした第1上型130Aと第1下型144A、第2上型130Bと第2下型144B、それぞれの間に形成される2つのキャビティに配置される第1被成形品102A、第2被成形品102Bを第1樹脂104A、第2樹脂104B、それぞれにて圧縮封止する圧縮成形装置100において、第1上型130Aと第1下型144A、第2上型130Bと第2下型144Bが、接近・離反可能な方向に配置されることで、キャビティが接近・離反可能な方向において直列に2つ設けられ、第1上方130A、第2下型144Bに、サーボモータ112A、112Bがそれぞれ連結されている。
(もっと読む)
人工大理石プレス成形の方法と装置
【課題】樹脂材料の漏れを防止すると同時に、金型内の空気を排出し、硬化後の人工大理石の表面を平坦平滑にし、空洞が発生せず、さらに材料及び再加工費を節約する人工大理石プレス成形の方法及び装置を提供。
【解決手段】(a)金型と、(b)所定の温度まで加熱した金型により樹脂材料を加熱して樹脂材料を硬化させるための加熱装置18と、(c)金型を所定の圧力で持続的に加圧することで、樹脂材料をプレス成形し、かつ金型を所定の圧力で持続的に加圧する装置16と、(d)伸縮して金型を封止することで、樹脂材料の漏れを防止し、金型との間の間隙から金型中の空気を排出する封止部材と、を備える装置であって、金型が樹脂材料の硬化収縮に追随して所定の圧力で樹脂材料を持続的に加圧すると同時に、封止部材が伸縮して金型を封止することで、金型が樹脂材料を持続的に加圧する際の漏れを防止する、人工大理石プレス成形の方法および装置。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
加圧装置、加圧方法およびデバイス
【課題】被加圧物の相互間の離間距離をより正確に制御することが可能な加圧技術を提供する。
【解決手段】加圧装置1は、ステージ12、ヘッド22、測距センサ33、およびピエゾアクチュエータ31等を備える。ステージ12およびヘッド22は、Z方向に離間して対向するとともにZ方向に相対移動可能である。ステージ12の加圧面とヘッド22の加圧面との間には両被加圧物91,92が介装される。両被加圧物91,92はその相互間に流動可能物質層(熱硬化性樹脂等)を挟んで配置される。測距センサ33等によって、両被加圧物91,92のZ方向における相互間距離が、XY平面に平行な平面内での複数の位置(例えば3つの位置)において測定される。そして、それらの測定結果に基づいて、当該複数の位置における相互間距離がそれぞれ目標値に近づくように、ステージ12の加圧面とヘッド22の加圧面とが相対的に移動される。
(もっと読む)
圧縮成形封止装置
【課題】低コスト且つ簡潔な構成により、枠状金型のクランプ力の向上を図り樹脂漏れを防止することができる。
【解決手段】圧縮型の樹脂封止装置J1において、第1金型100、第2金型102側の一方または双方に設けられる枠状金型100B、102Bと、第1または第2金型100、102のいずれかを設置し、第1または第2金型100、102を対向する側へ移動させる可動プラテン112と、第1、第2金型100、102側のいずれかに設けられ、可動プラテン112の推力F0に対する反力F2を発生させる反力発生機構P1と、可動プラテン112の推力F0及び反力発生機構P1にて発生した反力F2を利用して枠状金型100B、102Bを対向する第1または第2金型100、102側へ移動させる移動力F2´を付与する移動力付与機構M1と、を備えている。
(もっと読む)
圧縮型の樹脂封止装置
【課題】パッシブ制御により安価にプレス成形の精度の向上を図るとともに、樹脂封止のサイクルタイムの短縮化を図ることができる。
【解決手段】第1金型100と、第2金型102と、により、被封止品158を樹脂にて封止する圧縮型の樹脂封止装置J1において、枠状金型100B、102Bと、リンク機構122によって移動させる移動機構121と、枠状金型100B、102Bの外側において、突き当て部材150A1〜150D1、150A2〜150D2を有し、第1金型100、第2金型102の平行度を調整可能とする調整機構151と、を備え、リンク機構122による第2金型102側の移動により、突き当て部材150A1〜150D1、150A2〜150D2を介して、第1金型100側と第2金型102側に力学的負荷をかけ、第1金型100と第2金型102の平行度を調整可能とする。
(もっと読む)
繊維強化プラスチックの部品を製造するための方法および装置
本方法は、a)素材(3)を提供し、b)セグメント(1;22)を備えたセットを備えた第1のツールを提供し、c)閉ポジションで互いに隣接配置されたとき製造される部品表面の形状を描く第2のツール面を形成するセグメント(2a;2b)の第1・第2のセットを備えた第2のツールを提供し、d)閉ポジションへと第2のツールの第1のセットのセグメント(2a)を移動させ、e)閉ポジションへと第2のツールの第2のセットのセグメント(2b)を移動させ、f)第1・第2のツールに圧力を加えてその間で素材(3)を圧縮するステップを具備する。セグメント(2a;2b)は、閉ポジションに向かうセグメント(2b;21)の移動の間絶えず、このセグメント(2b;21)に関する閉ポジションまでの瞬間移動距離は、セグメント(2a;20)に関する閉ポジションまでのそれを超えるよう移動させられる。これは、繊維強化プラスチック、特にホイール、リムなどのリング状部品の製造を可能とする。 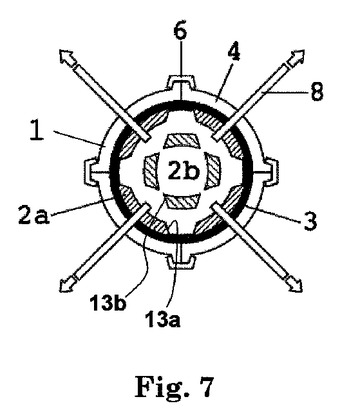 (もっと読む)
(もっと読む)
微細形状転写シートの製造方法
【課題】
微細な凹凸形状が表面に形成された金型にシート状樹脂基材を押圧する微細形状転写シートの製造方法において、微細形状転写シートの表面に金型の剥離跡が残らないようにする。
【解決手段】
本発明の微細形状転写シートの製造方法は、
微細な凹凸形状が表面に形成された金型の該表面にシート状樹脂基材を供給する工程と、
該シート状樹脂基材を該金型に押圧してシート状樹脂基材の表面に金型の微細な凹凸形状を転写する工程と、
該シート状樹脂基材を該金型に押圧する力を開放する際に、シート状樹脂基材の微細な凹凸形状が転写された範囲の端部を金型へ密着させながら開放する工程と、を少なくともこの順番に行うものである。
(もっと読む)
熱可塑性樹脂シートの成形設備
【課題】材料歩留まりの向上と成形性の向上を図るとともに、設備の小型化を図ることができる熱可塑性樹脂シートの成形設備を提供する。
【解決手段】熱可塑性樹脂シートの成形設備のシート搬送装置が、加熱装置の内部から成形装置の内部に配設される搬送機構と、熱可塑性樹脂シートの各辺を把持して、前記搬送機構に沿って移動可能な1台のシートクランプ枠機構と、該シートクランプ枠機構を前記加熱装置から成形装置へ移動させ該シートクランプ枠機構を前記搬送機構から持ち上げ、前記搬送機構と前記シートクランプ枠機構との保持を解除したのち、下成形型の成形面に向けて下降するとともに上成形型を下降して前記熱可塑性樹脂シートの成形を終えたのち、該樹脂シートの把持を解除した前記シートクランプ枠機構を上昇して前記搬送機構に移載する昇降機構と、搬送機構、シートクランプ枠機構、昇降機構および上成形型の動作を制御する制御装置とを備えている。
(もっと読む)
両面加飾熱硬化性樹脂成形品の製造方法及び装置
【課題】色の異なる熱硬化性樹脂材料の2色成形品の内側及び外側の両面に絵付け及び/又はコーティングを施した美麗な熱硬化性樹脂成形品を一連の工程で連続的に製造する方法及び装置の提供。
【解決手段】(i)一つの凸金型及び二つの凹金型又は(ii)二つの凸金型及び一つの凹金型からなる1組の金型を用いて異なる色の成形材料を用いて内側と外側の色が異なる成形品であって、その両面に絵付又は/及びコーティングを施した熱硬化性樹脂成形品を、先ず成形品の内側もしくは外側を成形し、次に第二の凸又は凹金型をスライド又は回転移動させて成形品の外側もしくは内側を成形して、一連の成形工程で連続的に製造する方法並びに装置を開示する。
(もっと読む)
光学部品の製造方法、型の製造方法、光学部品製造装置、及び型製造装置
【課題】被接合部材との位置決めを良好に行うことができ、被接合部材との接合を良好に行うことができる光学部品製造することができる光学部品の製造方法、及び光学部品製造装置と、上述のような光学部品の成形に用いられる型を製造することができる型の製造方法、及び型製造装置を提供する。
【解決手段】造形装置10は、光硬化性樹脂と、この光硬化性樹脂に光学部品部404、及び凸部406を形成するための形状を有する第1の転写体102とを互いに接触させ、光硬化性樹脂を第1の転写体102にならって変形させる変形工程と、変形した光硬化性樹脂を硬化させる硬化工程と、光硬化性樹脂と第1の転写体102とを互いに離間させる離間工程とを有し、光硬化性樹脂に第1の転写体102の形状を転写する転写工程を複数回繰り返してレンズアレイ402を製造する。
(もっと読む)
金型成形方法
【解決手段】固定型に対し可動型を型開きした後、固定型のパーティング面に対し可動型のパーティング面を型開閉方向に対し直交する横方向へ退避させるように可動型を型開き状態から横移動させて退避状態にする第一工程Aと、その可動型の退避状態で、固定型の注湯室に溶湯を注入すると同時に、固定型に離型剤を塗布するとともに、可動型から成形品を取り出した後に可動型に離型剤を塗布する第二工程Bと、この可動型を退避状態から横移動させた型開き状態を経て固定型に対し型締めした状態で、固定型の注湯室に注入された前記溶湯を固定型と可動型との間のキャビティで加圧して成形する第三工程Cとを経て前記成形品を製造する。
【効果】可動型の退避状態で、固定型に対する溶湯の注入と同時に、可動型からの成形品の取出しや固定型及び可動型に対する離型剤の塗布も行うことができるので、成形時間TSを短縮することができる。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 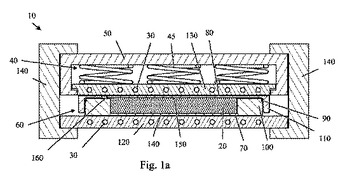 (もっと読む)
(もっと読む)
圧縮成形のための成形材料の重力射出および関連する方法
成形装置は、底部プラテン、底部プラテンにより保持された底部型部分、および底部プラテン及び底部型部分の上に存在する頂部プラテンを含む。頂部プラテンは、それを通じて延在する、成形材料を受け入れるスロットを含む。成形材料は、底部型部分に重力により堆積される。頂部型部分は頂部プラテンにより保持され、成形材料ロードポジションと成形品形成ポジションの間で可動である。アクチュエーターは、成形材料ロードポジションと成形品形成ポジションの間で頂部型部分を動かすために頂部型部分に結合される。 成形材料ロードポジションは、成形材料が、底部型部分の中に重力により堆積されるように頂部型部分が底部型部分上に存在しない時に対応している。成形品形成ポジションは、頂部型部分が、成形品を成形するための底部型部分上に存在する時に対応している。 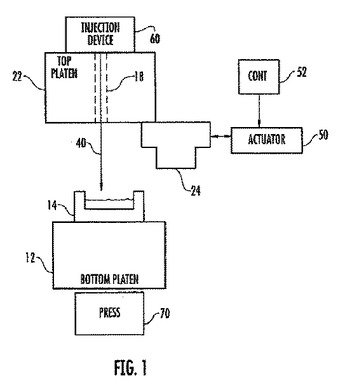 (もっと読む)
(もっと読む)
樹脂封止装置
【課題】枠状金型駆動機構の調整作業等を容易とし、装置全体をコンパクトに構成する。
【解決手段】タイバー120によって支持される天板110と、天板110に対して進退動可能な可動プラテン140を備え、天板110に垂設された上型と、可動プラテン140上に載置された下型150によって半導体チップを搭載した基板を樹脂にて圧縮封止する樹脂封止装置100であって、下型150が、貫通孔を有する枠状金型154と貫通孔に嵌合して配置される圧縮金型152を備え、枠状金型154に下型150の外部から駆動力を受けることが可能な鍔部154Bを形成し、鍔部154Bを介して枠状金型154を反上型方向に駆動可能な枠状金型駆動機構180を備え、枠状金型駆動機構180を、可動プラテン140上に載置する。
(もっと読む)
離型方法と離型装置
【課題】成形品に余分な形状を付さずに割れのない高精度な成形品を安定的に得る。
【解決手段】転写面11aと非転写面11bを備えた上側成形型11と、該上側成形型11を移動させるエアシリンダ12と、該エアシリンダ12の移動を制御する制御装置14とを備え、エアシリンダ12は、非転写面11b側に設けられ、エアシリンダ12から所定の力を与える領域を第1の領域30、それと異なる領域を第2の領域31とした場合、エアシリンダ12は、第2の領域31の支点19を使って転写面11aを移動させることが可能な位置に設けられ、制御装置14は、転写面11aの移動速度が略一定となるように、エアシリンダ12の駆動を制御する。
(もっと読む)
合成樹脂物品の圧縮成形装置
【課題】雌型組立体の交換時などの脱着を著しく容易にすること。
【解決手段】合成樹脂物品の圧縮成形装置は、上側型組立体12及び下側型組立体14を含んでいる。下側型組立体14は、雌型組立体80と、雌型組立体80を支持する支持部材75と、雌型組立体80を支持部材75に離脱自在に固着する摩擦係止体90とを含んでいる。
(もっと読む)
光学素子成形方法及び装置
【課題】 光学歪みが少なく、成形コストが低く、成形品の小型化に伴う成形品の搬送物流、保管がし易く、多品種変量生産に対応できる樹脂製の光学素子の成形方法及び装置を提供する。
【解決手段】 上型11aと下型11bにそれぞれ所定の工程数に対応する複数の鏡面入れ子14a、14bが組み込まれた成形金型に帯状樹脂材料2を供給し、帯状樹脂材料2を上型11aと下型11bの各鏡面入れ子14a、14bで成形し、成形後に成形金型内の鏡面入れ子14a、14b間で移動させる動作を初期工程から最終工程まで順次繰り返し、樹脂材料を所定形状の光学素子に成形するようにした。
(もっと読む)
1 - 19 / 19
[ Back to top ]