
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
161 - 180 / 256
圧縮成形金型への樹脂投入装置、当該樹脂投入装置を備えた樹脂封止装置及び樹脂投入方法

【課題】樹脂が金型内に投入される際に当該樹脂と金型との間に生じ得る「空気の抱え込み」を防止または低減することのできる樹脂投入装置及び樹脂投入方法を提供する。
【解決手段】半導体チップが搭載された基板を樹脂102にて圧縮封止する樹脂封止金型内に、樹脂102を投入可能な樹脂投入装置101であって、樹脂封止金型上に樹脂102を載置するまでの間該樹脂102を保持可能な保持部104と、保持部104及び保持部104に保持される樹脂102を包囲し、且つ、金型に当接することによって樹脂102の周囲に密閉空間Mを形成可能な隔壁部107と、樹脂102が保持部104により保持された状態で密閉空間M内の空気を吸引可能な吸引ポンプPと、を備えて構成する。
(もっと読む)
永久パターン形成方法及びプリント基板

【課題】気泡が発生しにくく、感光層表面の平坦性が良好で、高精細なパターンを、短時間で形成可能であり、ランニングコストの低減を図ることができる永久パターン形成方法及び前記永久パターン形成方法により永久パターンが形成されるプリント基板の提供。
【解決手段】支持体2上に感光層3を有してなる感光性フィルム1の感光層3を、表面に凸部10aを有してなる基体10上に積層する積層工程と、感光層3に対して露光を行なう露光工程とを少なくとも含み、前記積層工程が、ラミネータ5により、感光層3の底面を、凸部10aの高さに対して5〜90%の位置まで仮積層する仮積層工程と、平坦プレス機20により、感光層3の表面を平坦化すると共に、感光層3を基体10に圧着する平坦圧着工程とからなる永久パターン形成方法等である。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
加圧成型装置
【課題】サイクルタイムを短くするため高速移動が必要な場合や、ワークの大型化に合わせて大出力が必要である場合でも、製造コストの高騰を抑えることができる加圧成型装置を提供する。
【解決手段】駆動機構が、可動部材に垂下されるボールねじ軸と、該ボールねじ軸の上端部位に螺合する第1ナットと、該第1ナットに回転を伝達する第1回転伝達機構と、該第1回転伝達機構を介して前記第1ナットを回転駆動させる第1駆動モータと、前記第1ナットより下方部位のボールねじ軸に螺合する第2ナットと、該第2ナットに回転を伝達する第2回転伝達機構と、該第2回転伝達機構を介して前記第2ナットを回転駆動させる第2駆動モータとからなる。
(もっと読む)
熱硬化性材料を硬化するための方法及び装置
熱硬化性材料(8)を硬化するための方法及び装置である。この方法は、液体加熱媒体を有する材料を加熱する手順と、硬化センサ(12)により、材料の電気的又は光学的な特性を計測する手順と、液体加熱媒体の温度を、計測された材料の特性に従って調整する手順と、を具備する。 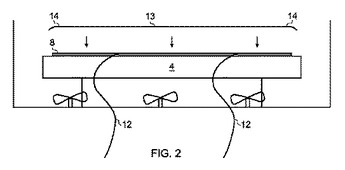 (もっと読む)
(もっと読む)
積層体の圧縮賦形装置およびプリフォームの製造方法およびプリプレグ成形体の製造方法
【課題】長尺の梁部材を賦形するにあたり、その長手方向で積層体の厚みが変わっても同一の金型にて賦形できる積層体の圧縮賦形装置およびプリフォームの製造方法およびプリプレグ成形体の製造方法を提供する。
【解決手段】相対する金型間における金型賦形面の間隔を調整するスキマ調整手段を有し、前記スキマ調整手段がシート状のスキマ調整部材と前記スキマ調整部材を積層体と金型賦形面の間に配置する挿入手段とを有するとともに、前記積層体が強化繊維および結着性物質を含むことを特徴とする積層体の圧縮賦形装置。
(もっと読む)
真空工具装置
【課題】複合材料を製作する過程で、複合材料のガス抜き及び固化を行う間、複合材料を所定位置に保持する。
【解決手段】本発明の複合材料用の真空工具装置は、複合材料の周縁部を取り囲む大きさのフレームと、複合材料の上面及び下面と接触する大きさの一対のプランジャと、フレームに取付けられた閉込めシートであって、フレームと協働してプランジャ及び複合材料を収容する空洞を形成する閉込めシートと、空洞を真空排気すべく該空洞に連通されている少なくとも一つの真空排気ポートと、を有し、閉込めシートに加えられる大気圧及びプランジャの塊(mass)が前記真空排気の間前記複合材料を保持するように構成されている。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
樹脂封止方法
【課題】リリースフィルムの使用、不使用に関わらず、良好な品質の封止製品を、短いサイクルタイムで生産することのできる樹脂封止装置を提供する。
【解決手段】上型12のキャビティ16の周囲において、該上型12の本体20に対して上下動可能で且つ前記下型14側に付勢可能な状態で組み込まれた枠型18と、該枠型18の前記付勢を伴った上下動を利用して、上型12及び下型14で最終的なキャビティ空間を形成する以前に、該最終的なキャビティ空間を含む密閉空間(SP)を形成すると共に該密閉空間内の空気の流出入を遮断可能とするOリング24、26、52と、密閉空間内に接続可能とされた第1〜第3空気流路30、70、72と、を備え、該空気流路30、70、72を介して密閉空間内の圧力を減圧・調整する。
(もっと読む)
複合構造体の形成及び硬化のためのシステム及び方法
本発明の実施形態は、複合プリフォームに樹脂を通過させて該複合プリフォームを形成するためのシステムを提供する。システムには樹脂フローチャンバ及び第一チャンバが設けられ、第一チャンバは真空又は圧力チャンバであり得る。樹脂フローチャンバは第一側面及び第二側面と一体に形成された第一及び第二端部を有する。第一端部は第一排出管を有する。複合プリフォームは樹脂が繊維プリフォームを通過可能なように樹脂フローチャンバ内に配置される。第一チャンバは、樹脂フローチャンバの第一側面上に配置されるとともに第二排出管を有する。樹脂フローチャンバ及び第一真空チャンバは気体を通すが樹脂を通さない第一ガス透過性フィルムによって分離されている。  (もっと読む)
(もっと読む)
繊維質熱可塑性材料の成形方法及び成形装置
【課題】意匠面にシワ及びスケを生じさせることなく成形できる成形体の製造方法及びこの成形を行うための成形装置を提供する。
【解決手段】本方法は、意匠面を賦形する第1型と裏面を賦形する第2型との間に、加熱繊維質熱可塑性材料を供給するに際し、材料の少なくとも外縁部の一部を第1型から離間配置する工程と、型締めする工程と、型締めした状態で材料を冷却する工程と、を備える。本装置100は、加熱繊維質熱可塑性材料200を挟んで冷却しつつ、意匠面201を賦形する第1型110及び裏面202を賦形する第2型120と、型締めまでの間、材料の少なくとも外縁部203の一部を、第1型から離間させる離間手段130と、を備える。
(もっと読む)
圧縮成形型の樹脂封止装置及びその圧縮方法
【課題】可動プラテンの圧力精度及び位置精度を維持しつつ、加圧能力を向上させる。
【解決手段】可動プラテン104と連結された下型112を上型110側へと移動させることにより、被成形品を樹脂にて圧縮封止する圧縮成形型の樹脂封止装置を、可動プラテン104の移動をガイドするリニアガイド114と、可動プラテン104をリニアガイド114に沿って移動させるための動力源となるボールねじ120を有する第1のプレス機構と、該第1のプレス機構と別系統として、流体シリンダ140を有する第2のプレス機構とを備えて構成する。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
リボン状ゴム成型装置及び成型方法
【課題】 一対のローラ間のギャップによりリボン状ゴムを成型するときに、ローラ又はローラ対を交換せずにギャップの寸法の変更を可能にする。
【解決手段】 リボン状ゴム成型装置2は、ギャップGpを隔てて対向配置された一対のローラ7,8を備えており、口金6から押し出されたリボン状ゴムをギャップGpを通過させることで圧延及び成型し、回転支持体10の外周面に貼付ける。ローラ7の中心を通る軸12とその両端の軸13,14とは偏心している。ギャップGpを変化させるときは、ピストンシリンダ機構26のピストン28の位置を変化させることにより、ラック29を上下動させてピニオン25を180度回転させる。これにより、軸12の軸線L1 をローラ8の軸11の軸線L3 に対して偏心量の2倍の距離接近又は離隔させる。
(もっと読む)
フィルム状樹脂積層装置およびそれを用いたフィルム状樹脂積層方法
【課題】クリーンルームの環境を汚染することがなく、基材へのフィルム状樹脂材の密着追従性がよく、積層後のフィルム状樹脂層の膜厚均一性と表面平滑性に優れたフィルム状樹脂積層装置を提供する。
【解決手段】相対向する一対のプレス手段10が設置され、これら両プレス手段10の少なくとも一方に油圧シリンダ22が連結され、この油圧シリンダ22の作動により上記両プレス手段10の少なくとも一方が他方に対し進退可能である真空積層装置2を備え、この真空積層装置2により、表裏両面の少なくとも一方に凹凸を有する基材の上記凹凸面にフィルム状樹脂材を積層して積層体9を形成するフィルム状樹脂積層装置であって、高圧ガス供給源から供給される高圧ガスのガス圧力を増大させて油圧シリンダ22の作動油の油圧力に変換する空気圧油圧変換手段を備えている。
(もっと読む)
光学素子の製造装置及び製造方法
【課題】光学素子の製造装置及び製造方法において、簡素な構成で不活性ガスの供給量を抑える。
【解決手段】成形型20に収納された光学素材24をチャンバ2内で成形する光学素子の製造装置1において、チャンバ2内に不活性ガスを供給する不活性ガス供給手段(6,7)と、チャンバ2内に配置されこのチャンバ2内の酸素を吸着する酸素吸着部(8)とを備える構成とする。
(もっと読む)
ボール、ボールねじ、及びそのボールねじを有する電動射出成形装置、電動プレス装置
【課題】ボールねじのボールに適度な硬度と靭性を付与する。
【解決手段】電動射出成形装置などにおける、高負荷駆動部で使用されるボールねじ1に使用される上記ボール9である。そのボール9は、浸炭窒化処理を施した後に焼き戻しすることで形成される表面硬化層を有し、その表面硬化層の残留オーステナイト量が35体積%以上45体積%以下である。
(もっと読む)
積層装置及び積層装置における積層材の搬送方法
【課題】積層成形装置に搬入すべき積層材を配置し搬送するフィルムが、積層材を積層成形装置へ搬入する方向に積層材とともに移動するとき、積層材を所定位置に正確に位置決め可能とする積層装置を提供する。
【解決手段】積層材14を積層成形して積層品15となす積層成形装置11を含む積層装置10において、前記積層成形装置11に搬入すべき前記積層材14を配置し搬送するフィルム16が、前記積層材14を前記積層成形装置11へ搬入する方向に前記積層材14とともに移動するとき、下降して前記積層材14の搬入方向前方の端面に係合し前記積層材14のみの移動を停止させる衝止部38を有する位置決め装置13を備える。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
161 - 180 / 256
[ Back to top ]