
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
201 - 220 / 256
物品を形成するための装置
投与量(3)を受けるためのキャビティ(53)、および物品(2)の切り下げ部を成形するために相互に可動である少なくとも2つの部分(35)を備えるダイ手段(54)と、少なくとも2つの部分(35)の接触を維持するために締付け力を加えるための流体手段とを備え、この流体手段が、投与量(3)がキャビティ(53)内に実質的に包含されているとき適用可能な初期の力から、少なくとも2つの部分(35)が切り下げ部を成形するとき適用可能な最終的な力まで締付け力を非連続的に増大させるためのものである、プラスチックの投与量(3)から物品(2)を形成するための装置。 (もっと読む)
トレッドプレスへの材料供給装置および方法
【課題】トレッドプレスへ材料を供給する装置および方法
【解決手段】トレッドバンドがトレッドプレス内の正確な縦方向位置まで移動した時に、トレッドバンドがモールド要素の上方に吊り下げられた状態でトレッドバンドをトレッドプレスに供給する。横方向位置決めもできる。  (もっと読む)
(もっと読む)
プレス装置

【課題】 型のメンテナンス性を向上させることのできるプレス装置を提供することを目的とする。
【解決手段】 加圧プレス装置2の支持台21上には、チルト支持体22が移動不能に固定されるとともに、チルト支持体23がチルト支持体22に対して、水平方向に相対移動可能に取り付けられている。型ホルダー26、27には、それぞれコア型MMおよびキャビ型FMが保持され、これらは、上端部が互いに離れる方向に倒れるように、チルト支持体22、23に対して、それぞれ回動可能に取り付けられている。これにより、チルト支持体23を移動させて、双方の型MM、FMを開閉できるとともに、型ホルダー26、27を回動させることにより、それらの型合わせ面を上方に向けることができる。
(もっと読む)
樹脂モールド装置および樹脂モールド方法
【課題】 円滑な樹脂モールドを可能とし、樹脂成形部の外面に突起等が形成されず、被成形品の表面に樹脂ばりが生じない高品質の樹脂モールドを可能にする。
【解決手段】 樹脂モールド金型は、前記被成形品30を樹脂モールドするキャビティの配置にしたがって形成されたキャビティブロック14と、該キャビティブロックを囲む配置に設けられ、キャビティブロックの側面に内側面が摺接して型開閉方向に可動に支持されるとともに、キャビティブロックの端面を内底面とするキャビティ凹部を構成するクランパ16とを備え、該クランパ16の前記キャビティブロックの側面に摺接する内側面に、前記キャビティ凹部内に連通し、前記リリースフィルム10を前記キャビティ凹部内に吸引するためのエア吸引孔16cが設けられ、該エア吸引孔16cは、前記キャビティブロック14が型締め位置まで移動した際に閉止される配置に設けられていることを特徴とする。
(もっと読む)
圧縮成形装置
プラスチック品を圧縮成形する装置は、第一の軸を中心として移動するように取り付けられた複数の金型を含む。各金型は、金型上部および金型下部を含み、金型上部および金型下部の少なくとも一方は、非円形の第一の循環回路を移動可能であり、型穴を形成するために他方の金型部分を基準として移動可能である。金型装填材送り出しシステムは、個々の金型装填材を型穴へ送り出し、第一の軸から間隔を置いた第二の軸を中心とした第二の循環経路を移動する少なくとも1つの送り出し機構を含み、第二の循環経路は第一の循環経路の一部に重なる。  (もっと読む)
(もっと読む)
金型注入物の送出
【課題】プラスチック物品を成形するための機械に金型注入物を入れるための装置及び方法を提供する。
【解決手段】金型注入物を空洞(12)に入れるための装置は、平行な軸線の周りの回転のために装着された1対のハブ(16、18)、平行な軸線に対して偏心した位置でハブの間に連結されたリンク(24)、及びリンクに連結したブレード(26)を含む。ハブの回転により、ブレードは、押出しオリフィス(28)に対して楕円形の径路で進行し、オリフィスから金型注入物を切断し、金型注入物をブレードのすぐ下を通過する空洞に入れる。装置は、好ましくは、押出しオリフィス及び空洞に対してブレードを駆動するためにハブの両方を同時に回転させる駆動部(14)を含む。ブレードは、好ましくは、1つの空洞から次のものへの金型注入物の一貫した正確な配置のために、空洞の底部に金型注入物を入れる空洞内に延びるアーム(96)を含む。
(もっと読む)
プリフォームの製造方法およびプリフォームの製造装置
【課題】RTM成型法の成否を左右するのに重大な要素となる所定の3次元形状を有するプリフォームを賦形するにおいて、基礎的な形状となるコの字形断面形状のプリフォームを正確に効率よく成形することのできるプリフォームの製造方法、製造装置を提供する。
【解決手段】強化繊維基材の複数枚が接着樹脂材料を介して積層された積層体を、コの字形の内側形状をなす内型上に配置し、該積層体を内型表面に押し付けるよう加圧すると同時に加熱して積層体の形状を固定するプリフォームの製造方法であって、上記積層体を内型表面に押し付けるに際し、コの字形を取り囲む少なくとも2つの外型により押圧することを特徴とするプリフォームの製造方法。
(もっと読む)
封止装置
【課題】装置の歩留り性を向上させると同時に、封止前の部品(被成形品)に樹脂バリ等の異物が付着することを防止して、封止精度を向上させる。
【解決手段】対向して開閉する第1、第2の金型21、22を用いて、被成形品90を樹脂2で封止する樹脂封止装置1において、前記被成形品90を第1の金型21へと供給し、樹脂封止された成形品を第2の金型22から取り出す構成とすることによって上記課題を解決する。
(もっと読む)
積層板の製造方法
【課題】 板厚が0.07mm以下の薄い積層板において、ボイドやカスレが発生しにくく、安価にかつ効率的に製造することができる積層板の製造方法を提供する。
【解決手段】 目付け重量50g/cm2以下の基材に熱硬化性樹脂組成物を含浸して半硬化させてなる1枚ないし複数枚のプリプレグとその片面または両面側に配置されてなる金属箔あるいは離型シートとで構成される積層物の外側面に少なくとも1枚以上のクッションシートを配置し、これらを金属プレートで挟み加熱加圧成形して板厚が0.07mm以下の積層板を製造する。
(もっと読む)
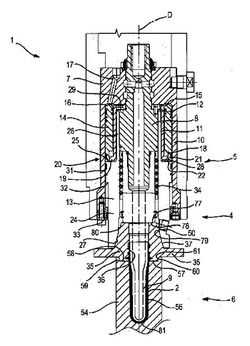
圧縮成形機械
【課題】密閉シェル又は密閉シェル内の密封ライナのようなプラスチック物品を成形するための機械を提供する。
【解決手段】金型コア(220)は、中空内部と端壁(224)とを有する形成ピン(222)を含む。通路は、好ましくは、中空チューブ(66)の形態であり、形成ピンの中空内部の中に延び、形成ピンの端壁から離間した位置に密封固定された端部を有する。ポペット弁(254)が、形成ピンの端壁上に配置されている。ポペット弁は、通路内の空気圧に応答して開き、形成ピンの端壁を通る空気の流れを可能にして金型コアからの成形物品の型抜きを助ける。ポペット弁は、形成ピンの端面における外端と通路の端部に隣接する内端とを有する弁要素(256)を含む。バネ(260)が、好ましくは、弁要素を閉鎖位置に付勢する。バネは、好ましくは、弁要素と形成ピンの間に圧縮して捕捉されたコイルバネを含む。
(もっと読む)
熱硬化型樹脂の成形装置及び方法
【課題】成形物が大型化又は長尺化した場合においても生産効率の低下を伴うことなく良好な樹脂硬化を達成することができる熱硬化型樹脂の成形装置及び方法を提供する。
【解決手段】炉内温度を制御する炉内温度制御部11を備える常圧の炉12と、前記炉12内に設けられ、熱硬化型樹脂を成形物13に成形する上型14−1と下型14−2からなる金型14と、前記金型14の形状に応じて温度制御する3つの金型温度制御部15−1〜15−3と、前記炉12内、金型14、成形物13の各温度を計測する炉内温度計T1、上型温度計T2、下型温度計T3、成形物温度計T4と、前記各温度計T−1〜T−4の情報により各温度制御部15−1〜15−3を制御する制御部16とを具備する。
(もっと読む)
熱可塑性樹脂の真空成形方法及びその装置
【課題】 酸化防止剤を用いなくても樹脂成形体の酸化劣化を防ぐことができ、かつ熱可塑性樹脂の成形及び固化に際して、予備的に樹脂成形及び固化に適する温度を正確に決めることができる。
【解決手段】 熱可塑性樹脂固形材料を成形型51に供給して一対の熱プレス体12a,12bの間に配置し、真空状態で熱プレス体12a,12bにより成形型51を保持して成形型内の材料を加熱することにより溶融させた後仮成形する。次いで真空状態のまま熱プレス体12a,12bから仮成形体の入った成形型51を取り出して別の一対の熱プレス体13a,13bの間に移動し、真空状態のまま一対の熱プレス体13a,13bにより仮成形体を熱圧成形して樹脂成形体にする。
(もっと読む)
マイクロ・ナノ転写用の均圧装置
【課題】 均一な転写圧力が伝送される場合、構造の簡単化の効果を図ることができる、マイクロ・ナノ転写用の均圧装置を提供すること。
【解決手段】 本発明は、均一な転写圧力が基板と金型との間の成形材料層に印加されるようにするためのマイクロ・ナノ転写用の均圧装置であり、少なくとも基板または金型のいずれか一方に、直接、接触される均圧部材を備え、転写時の各点の圧力が等しくなるようにしているため、均一な転写圧力が伝送される際に構造の簡単化の効果を図ることができる。
(もっと読む)
樹脂封止装置
【課題】 被成形品あるいは樹脂等に起因する種々の樹脂成形条件がばらついた場合でも、これらの変動を補って、品質のばらつきのない樹脂成形品を得ることを可能にする樹脂封止装置を提供する。
【解決手段】 被成形品の供給部(A)と、被成形品に搭載されている半導体チップの厚さを計測する被成形品の計測部(B)と、樹脂封止に用いる液状樹脂を被成形品に供給する樹脂供給部(C)と、液状樹脂が供給された被成形品を封止金型を用いて樹脂成形する樹脂成形部(D)と、樹脂成形された成形品の樹脂封止部の厚さを計測する成形品の計測部(E)と、成形品の収納部(F)と、これら各部の動作を制御する制御部とを備える樹脂封止装置において、前記制御部が、前記計測部(B)(E)により計測した結果に基づいて前記樹脂供給部(C)で被成形品に供給する樹脂量を調節する調節手段を備えていることを特徴とする。
(もっと読む)
被覆成形体の製造装置
【課題】被覆成形体の製造装置において、上型と下型の相対位置の変動の修正と、所定膜厚の被覆層の実現を可能とする。
【解決手段】被覆成形体の製造装置1の上型11は、上ダイプレートDP1に保持されて、油圧ラムHRの駆動力によって、ガイドポストGPに沿って上下に移動する可動型であり、下型12は、下ダイプレートDP2に固定された金型である支持ベース13の内部に収納されており、支持ベース13は、下型12を収納支持する凹所を有し、この凹所の底面には、上下方向に進退自在に突出して先端が下型12を支持する支持部41と、支持部41の進退動作を駆動する駆動部40と、を備えた型位置制御機構4が設けられている。下型12は、支持部41の進退によって所定の可動範囲内で位置調整のために上下動する半固定型となっている。上型11の肩部には、上型11と下型12との上下方向の相対距離を検出する縦位置検出部3が備えられている。
(もっと読む)
ロール間隙調整装置
【課題】 押し引き機構にバックラッシュ等の隙間が存在しても、その隙間の影響なしに押し引き機構の作動でコッターを正確に移動して運転中でも正確な間隙調整ができ、圧縮荷重が大きい場合でも押し引きする力が小さく、常に小出力の押し引き機構で足り、フレームや軸箱の変形量を小さくかつ一定に保持でき、これにより精密な間隙調整が可能となるロール間隙調整装置を提供する。
【解決手段】 第1ロール3を支持する第1軸箱5と、第1軸箱を対向する第2ロール4の第2軸箱6に向けて押付ける押付手段30と、第1軸箱と第2軸箱の間に挟持されその間隙を調整する間隙調整器10とを備える。押付手段は、第1軸箱を第2軸箱に向けて押付ける押付シリンダ32と、間隙調整器に作用する圧縮荷重を検出するロードセル34と、押付シリンダの押付力を制御し検出された圧縮荷重を一定に保持する押付力制御装置36とからなる。
(もっと読む)
プレス装置
【課題】
製品をプレスするプレス装置であって、製品をその中に導入する際に支持機構で製品を支持可能であると共にこの支持機構に対する製品の位置ずれが起きにくいような、プレス装置を提供することである。
【解決手段】
プレス装置システムが、熱板間で製品を支持する支持機構を備え、製品はプレス装置の外部から水平方向に送られて前記支持機構上に配置されるようになっており、支持機構は、製品がその上に載置される一対の無端ベルトと、一対の無端ベルトのそれぞれが該製品の送り方向に進退可能となるように無端ベルトが渡されるプーリとを有する構成として、上記問題を解決した。
(もっと読む)
シーティング装置
【課題】 形成するシートの形状を安定させ、材料残りやコンタミをなくすことによりシートの品質を高め、かつ形成されたシートの温度を低くすることができるシーティング装置の提供をすること。
【解決手段】 材料を供給するための材料供給部16と、前記材料供給部16から供給された材料を蓄積する材料蓄積部17と、前記材料蓄積部17に蓄積された材料を圧延するための材料圧延部18とを備え、前記材料蓄積部17に上方から材料を押し付けるための材料押し付け部材1を設けた。
(もっと読む)
ゴムシーティング装置およびゴムシートの形成方法
【課題】エッジ切れ等がない所定幅のゴムシートを容易に形成できるゴムシーティング装置およびゴムシートの形成方法を提供する。
【解決手段】高粘度、高剛性のバンバリー混練ゴムRを回転する一対のロール2間にプッシャー4で押し込んで通過させる際に、ロール2上方に設けた一対のサイドガイド3a、3bでバンバリー混練ゴムRのロール幅方向の移動を規制するとともに、サイドガイド3a、3bをロール幅方向に揺動させる。
(もっと読む)
一面が開口したFRP製の中空の直方体の成形方法及び成形用金型
【課題】一面が開口したFRP製の中空の直方体であって、厳密な直角度が要求される部材を、効率良く成形する方法、及び、それに用いる成形用金型を提供すること。
【解決手段】一面が開口したFRP製の中空の直方体を成形するに際し、この直方体の外面を形成する金属製の主型と、直方体の内面を形成する、主型より熱膨張係数が大きい金属製の入子とからなる成形用金型を用いることを特徴とする成形方法。例えば、主型が炭素鋼からなり、入子がアルミニュウム又はアルミニュウム合金からなる金型を用いる。また、主型の上型と入子との間に、ゴム基板からなる補助型を挿入配置しても良い。
(もっと読む)
201 - 220 / 256
[ Back to top ]