
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
141 - 160 / 256
圧縮成形装置
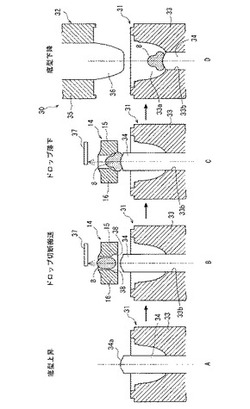
【課題】成形型に供給する合成樹脂の偏りを抑制し、さらには圧縮成形する合成樹脂の形状をこれから成形しようとする前成形体の形状に成形しやすくすること。
【解決手段】雌型31は、可動ロッド34と可動ロッド34を囲繞する雌型本体33とを含み、雌型本体33には上方に開放されたキャビティー孔33aが形成されており、可動ロッド34は通常位置と通常位置よりも上方に移動された上昇位置との間を昇降動され、合成樹脂の切断・保持ユニット14から合成樹脂8が落下される際には可動ロッド34が上昇位置に移動され合成樹脂8は該中央部材の上面上に落下される。
(もっと読む)
樹脂封止装置および樹脂投入方法

【課題】樹脂を金型に投入するための樹脂投入機構が、誤って投入すべき樹脂を持ち帰っていないかを検知する。
【解決手段】対向して配置された上金型102、下金型104と、該金型間に進入可能とされ保持する樹脂シート150を下金型104に対して投入する樹脂投入機構120を備えた樹脂封止装置100であって、樹脂投入機構120が金型間から退避する途中または退避後に、樹脂投入機構120による樹脂シート150の保持/非保持を検知する検知機構144を備える。
(もっと読む)
銅張積層板及びその製造方法
【課題】 従来公知の基板用の銅張積層板では不可能であった接着強度が小さいこと及び銅箔をエッチング除去後の残部のポリイミドフィルムの透明性不良の問題点を解消した、オ−ルポリイミドの基板材料として好適な銅張積層板を提供する。
【解決手段】 ポリイミドフィルムと低粗度銅箔とが積層されてなり、銅箔エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上である銅張積層板、及びポリイミドフィルムと銅層とが積層されてなり、銅層エッチング後のフィルムの波長600nmでの光透過率が40%以上、曇価(HAZE)が30%以下であって、接着強度が500N/m以上であり、150℃で1000時間の熱処理後の接着強度が285N/m以上である銅張積層板。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
プラスチック成形品の製造装置、該製造方法及びプラスチック成形品
【課題】 本発明は、高圧を維持しながら可動部を可動させるための装置等を用いず、かつ高圧ガスを溶解することでプラスチックの軟化温度を低下させ、加熱/冷却の工程を要することなくプラスチック母材の表面に転写面を高精度転写することのできる低コストのプラスチック成形品の製造装置、該製造方法及びプラスチック成形品を提供する。
【解決手段】 本発明のプラスチック成形品は、熱可塑性樹脂からなるプラスチック母材に高圧ガスを溶解させる高圧ガス溶解手段と、該高圧ガス溶解手段によって高圧ガスが溶解されたプラスチック母材の表面に、少なくとも1つ以上の転写面が形成された金型の転写面を押圧する転写手段とを有する。
(もっと読む)
型、型の製造方法、および、型の製造装置
【課題】優れたコントラストを有する模様を転写し得る型であって、優れた生産効率で安価に製造され得る型を提供する。
【解決手段】型10は、シート状部材50に凹凸模様12を形成するための型である。型は、シート状の基材22と、前記基材の一方の表面上に積層された金属層24と、を備える。前記シート状部材に転写されるべき凹凸模様が、前記金属層の側の表面から前記金属層および前記基材を変形させて形成されている。
(もっと読む)
積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置
【課題】プラグ体内に含まれる空隙を大幅に減少させることのできる積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置を提供する。
【解決手段】塑性変形材料を金型に収容したあとこれを加圧成形してプラグ体4を形成する工程と、中空部5にこのプラグ体4を挿入する工程とを経て積層免震ベアリング10を製造する。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 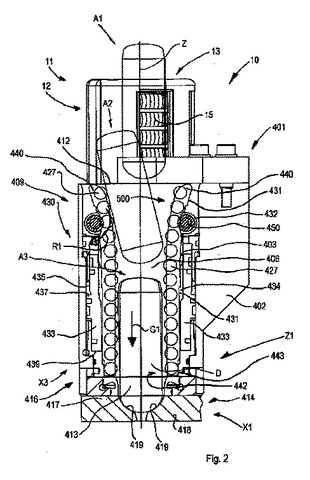 (もっと読む)
(もっと読む)
FRPの製造方法
【課題】材料収率の向上に寄与するFRPの製造方法を提供する。
【解決手段】樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記樹脂拡散媒体2は、少なくとも一端部が密閉されており、かつ、該密閉されている部分の全部または一部を、前記強化繊維基材の一部と重ねて配置するFRPの製造方法に関するものである。また、樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記強化繊維基材1の少なくとも一端部には、前記樹脂拡散媒体2を配置せず、かつ、該一端部に板材を配置するFRPの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】簡易な設備を用いて、難含浸部だけ樹脂の含浸性を向上させるようにし、最終的に樹脂をプリフォーム全体に完全に含浸させることができるようにして、安定して優れた品質の繊維強化プラスチックを得ることが可能な繊維強化プラスチックの製造方法を提供すること。
【解決手段】金型2上に、部分的に目付が高い、あるいは、密度が高い難含浸部が存在する強化繊維プリフォーム1を配置し、前記強化繊維プリフォーム1全体をバッグ材4で密閉し、該バッグ材4の内部を減圧した後に、樹脂9aを前記強化繊維プリフォーム1に注入する繊維強化プラスチックの製造方法であって、前記強化繊維プリフォーム1の難含浸部を含む部分に配置された膨張抑制部または加圧部で、前記バッグ材4の膨張を抑制し、該バッグ材4の一部を外部から加圧した状態で、前記加圧部のバッグ材4の内部に樹脂9aを加圧して注入することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
微細形状転写シートの製造装置および微細形状転写シートの製造方法
【課題】プレスを繰り返しても緩衝材の厚み減少分が元の状態近くまでその都度復元し、シート状基材に転写ムラを発生することなく転写成形することのできる微細形状転写シートの製造装置と製造方法を提供する。
【解決手段】微細形状が表面に形成された金型3と、金型の表面にシート状の樹脂基材2を押圧するプレート板と、樹脂基材が挿入される位置とプレート板との間に設けられた緩衝材17とを含む微細形状転写シートの製造装置1において、緩衝材のクッション率が25%以上かつ変形回復率が40%以上である。微細形状が表面に形成された金型の表面にシート状の樹脂基材を供給した後、緩衝材を介してプレート板により樹脂基材を金型に押圧して樹脂基材の表面に微細形状を転写する微細形状転写シートの成形方法において、緩衝材として、クッション率が25%以上かつ変形回復率が40%以上である緩衝材を用いる。
(もっと読む)
シート成形装置
【課題】材料圧延部への弾性材料の送出量の変動をなくして形状が整い、寸法精度の高い、高品質のシートの成形を行うことができ、さらに、材料貯留部の内圧の急激な変動を吸収することができるシート成形装置を提供すること。
【解決手段】弾性材料Wを供給するための材料供給部1と、材料供給部1から供給された弾性材料Wを一時的に貯留する材料貯留部3と、材料貯留部3に貯留されている弾性材料Wを圧延するための材料圧延部2とを備えたシート成形装置において、材料貯留部3に貯留されている弾性材料Wを上方から予め設定した一定圧力をかけて押圧するための材料押圧機構4を設け、この材料押圧機構4を構成する材料押圧部材41の材料押圧面41aの面積を材料貯留部3の上部開口部31の面積の30〜95%に設定する。
(もっと読む)
熱プレス用耐熱クッションシート材および熱プレス成形方法
【課題】 本発明は、熱プレス装置の熱盤と被成形物との間に配置して使用される熱プレス用耐熱クッションシート材において、特に減圧雰囲気で300〜350℃程度の高温で数分〜数時間の熱プレス(例えば、10−4torr、350℃、5kgf/cm2、5時間)を行っても、プレス装置への設置性が良好で、発塵やガス発生がなく、耐熱耐久性が良好で、熱盤への焼付きがなく、しかも容易かつ安価に製造可能な熱プレス用耐熱クッションシート材およびそれを用いた熱プレス成形方法を提供する。
【解決手段】 本発明の熱プレス用耐熱クッションシート材は、熱盤と被成形物との間に介装される熱プレス用耐熱クッションシート材において、平均繊維径4μm以下の無機繊維層である無機繊維不織布シートからなるクッション基材の表裏面の少なくとも熱盤側当接面および被成形物側当接面の表面部の前記無機繊維同士が膨潤性層状粘土鉱物からなる無機バインダーで結着された実質的に無機物のみから構成されることを特徴とする。
(もっと読む)
シート部材の製造装置
【課題】シートゲージのばらつきを抑えることの出来るシート部材の製造装置を提供する。
【解決手段】スリーブ付きカレンダーロール16は、コアロール20とスリーブ22で構成されている。コアロール20のロール本体部24とスリーブ22との間には隙間が設けられているが、挿入時にロール本体部24とスリーブ22の回転軸が一致していなくとも、スリーブ押え40でスリーブ22を固定側継手部材36側に押圧することで、爪32の傾斜面32Bがガイド穴38のテーパー穴部38Bに押し付けられて行くことで、スリーブ22の回転軸がロール本体部24の回転軸と一致し、最終的にロール本体部24とスリーブ22とが相対移動不能に固定される。圧延時にスリーブ22に対して径方向の力が作用しても、コアロール20の軸とスリーブ22の軸がずれることは無く、連続して一定厚さのシート状ゴム部材44を得ることが出来る。
(もっと読む)
繊維複合構造部材の処理装置及び繊維複合構造部材の処理方法
繊維複合構造部材102の表面部112の上に配置された未硬化繊維層104を繊維複合構造部材に連結する連結装置100を提供する。連結装置は圧力クッション390を備え、圧力クッション390は、表面部より上に配置される圧力キャップ120,308と、圧力キャップの外周縁部107に圧密に連結された圧密キャップマット106とを備え、圧力キャップ及びキャップマットにより限定された圧力領域を形成する。連結装置は、圧力領域にキャップマットを繊維層に押付ける過圧を導入する圧力導入手段302をさらに備える。 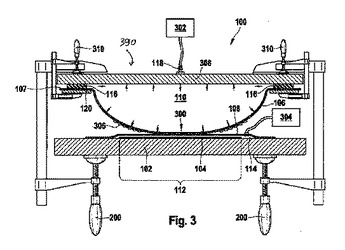 (もっと読む)
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
圧縮成形のための成形材料の重力射出および関連する方法
成形装置は、底部プラテン、底部プラテンにより保持された底部型部分、および底部プラテン及び底部型部分の上に存在する頂部プラテンを含む。頂部プラテンは、それを通じて延在する、成形材料を受け入れるスロットを含む。成形材料は、底部型部分に重力により堆積される。頂部型部分は頂部プラテンにより保持され、成形材料ロードポジションと成形品形成ポジションの間で可動である。アクチュエーターは、成形材料ロードポジションと成形品形成ポジションの間で頂部型部分を動かすために頂部型部分に結合される。 成形材料ロードポジションは、成形材料が、底部型部分の中に重力により堆積されるように頂部型部分が底部型部分上に存在しない時に対応している。成形品形成ポジションは、頂部型部分が、成形品を成形するための底部型部分上に存在する時に対応している。 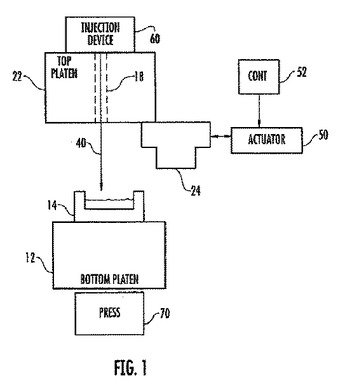 (もっと読む)
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】金型自体を大型化することなく高いクランプ圧力を確保した圧縮成形金型を提供する。
【解決手段】上型と、該上型に対向して配置され該上型に対して当接離反可能な下型110からなる圧縮成形金型100を備えた樹脂封止装置であって、下型110が、貫通孔106Aを有する枠状金型106と該貫通孔106A内を上型側に進退動可能な圧縮金型108を備え、枠状金型106を圧縮金型108から上型側へと付勢支持するばね112が配置され、枠状金型106には当該圧縮成形金型100の外部からの駆動力を受けることが可能な鍔部106Bが形成され、鍔部106Bを介して枠状金型106を上型側に付勢可能に構成する。
(もっと読む)
プレス成形体の製造方法及びバリ除去装置
【課題】成形材料をプレス成形してプレス成形体を得るにあたり、発生したバリを容易に除去することができるプレス成形体の製造方法を提供する。
【解決手段】成形材料2をプレス成形することによりプレス成形体Aを製造するプレス成形体Aの製造方法に関する。成形材料2をプレス成形して成形体1を形成すると同時にこのプレス成形によって前記成形体1に溝4を、この成形体1に生じるバリ3の基端部の近傍に形成する工程と、得られた成形体1に生じたバリ3に応力をかけることにより前記溝4の形成位置で成形体1からバリ3を分離して除去する工程とを含む。バリ3に応力をかけて押し割るだけで、バリ3の跡が突出することなくバリ3をきれいに除去することができる。
(もっと読む)
141 - 160 / 256
[ Back to top ]