
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
101 - 120 / 256
プレス装置
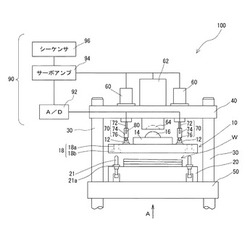
【課題】プレス加工後においてもワークの形状が設計形状を維持することが可能なプレス装置を提供する。
【解決手段】固定プラテン40から吊り下げられ、荷重計測手段80が装着された複数の吊具70に保持された上金型10と、固定プラテン40に接離動可能な可動プラテン50に載置され、上金型10と共にワークWをプレスする下金型20を具備し、少なくとも一本の吊具70が第2の駆動手段60により長さ調整可能であり、可動プラテン50を固定プラテン40に近接させ、荷重計測手段80が計測した荷重値と、予め設定した荷重値とに基づいて、第2の駆動手段60に吊具70を長さ調整させ、上金型10のプレス面をワークWの上面に倣わせ、この状態を保持させて、可動プラテン50を固定プラテン40に近接させ、ワークWにプレス加工を施す制御手段90を具備する。
(もっと読む)
充填物振動装置

【課題】充填物として樹脂を使用した場合であっても、その充填物を迅速かつ高精度に収容部に充填することができる充填物振動装置を提供すること。
【解決手段】樹脂製の鋳物の製造に際して樹脂からなる充填物400を振動させる充填物振動装置1であって、前記充填物400が充填される収容部200を支持する基台10と、前記基台10に設けられて、前記収容部200に充填された充填物400を、前記基台10を介して振動させるモータ20,30,40と、前記モータ20,30,40の駆動を制御する制御部60と、前記充填物400の重量を検出する検出部60,80とを備え、前記制御部60は、前記充填物400の重量と振動との関係を示す予め入力された振動情報と、前記検出部60,80の検出結果とに基づいて、前記モータ20,30,40の駆動を制御して前記基台10を介して前記充填物400を振動させることを特徴とする。
(もっと読む)
積層成形システムの移載装置とその移載制御方法
【課題】積層成形システムにおける成形材料や成形品の移載を高効率で行うことのできる移載装置とその移載制御方法を提供することを目的とする。
【解決手段】積層成形システム1のプレス装置2へ成形材料Mを搬入するか又はプレス装置2から成形品Pを搬出する移載装置7は、成形材料M又は成形品Pを載置するキャリアプレート26をプレス装置2に対して前後移動させるプッシュプラ16と、プッシュプラ16が成形材料Mを載置するキャリアプレート26をプレス装置2へ搬入するに際してプレス装置2へ向けて横移動するときにはプッシュプラ16を後退限度位置まで後退させ、プッシュプラ16が成形品Pを載置するキャリアプレート26をプレス装置2から搬出するに際してプレス装置2へ向けて横移動するときにはプッシュプラ16を後退限度位置よりも前進側に設定した中途位置で停止させるように制御する制御機構とを備える。
(もっと読む)
繊維基材の成形方法及び成形装置
【課題】繊維基材の圧縮成形と切断とを行う際のバリの発生を抑制できる繊維基材の成形方法及び成形装置を提供する。
【解決手段】加熱された繊維基材11を当該繊維基材11の外縁部の少なくとも一部が成形型12,13からはみ出している状態で圧縮成形する圧縮成形工程と、前記圧縮成形工程の後、前記成形型12,13を型締めしたままの状態で、前記繊維基材11の前記成形型12,13からはみ出している部分11cを切断刃25により切断する切断工程と、を含む。圧縮成形の際ではなく圧縮成形後に切断するので、バリの発生を抑制できる。
(もっと読む)
回転ロールの誘導加熱装置および加熱加工装置
【課題】磁気回路の発熱を最小とする回転ロールの誘導加熱装置を提供する。
【解決手段】固定鉄芯2に直流電源と接続した超電導コイル5を巻き付けた固定体を備え、前記固定体の磁路を分断して形成した空間2eに、該固定体と隙間をあけて金属製の回転ロール3を配置し、回転ロール3をモータ4で回転駆動させ、磁路と直交方向に回転主軸を設けた回転ロール3の回転で、該回転ロールに渦電流を発生させて加熱している。
(もっと読む)
成形装置及び成形方法
【課題】光学素子を成形する際にプレス工程の終了を確実に判定すること。
【解決手段】成形用金型200で成形素材を加圧成形する際の成形方法であって、成形用金型200で成形素材を加圧する際に、成形用金型200の移動速度が所定値以下になったか否かを判定するステップと、移動速度が所定値以下になった場合に、所定のプレス工程終了確認処理を行うステップと、を備える。
(もっと読む)
熱プレス装置および電子装置の製造方法
【課題】半硬化のシート状の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことを目的とする。
【解決手段】熱プレスの際に、プレス板10aの移動速度や加速度、あるいは対象物の温度等を測定することにより、熱硬化型樹脂の粘度状態を検知し、その粘度状態からプレス圧の昇圧タイミングを検出することにより、熱プレス中の熱硬化型樹脂中に埋設する回路部品の破損、および回路部品間の電気的な接続不良などの不具合発生をなくすことができる。
(もっと読む)
繊維強化プラスチックの製造方法及びその加熱処理装置
【課題】長大の繊維強化プラスチック成形品に対して加熱硬化処理を可能とする繊維強化プラスチックの製造方法及びその装置を提供する。
【解決手段】繊維強化プラスチック成形品16が帯状品であり、該繊維強化プラスチック成形品全幅に亘る加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する熱硬化型の繊維強化プラスチックの製造方法に係り、又該繊維強化プラスチックに常温硬化樹脂が使用され、常温硬化後、加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する。
(もっと読む)
ゴム材料の圧延ローラ装置
【課題】所要の厚みはもちろん、所期した通りの横断面プロファイルを有する未加硫圧延部材を、作業工程数の増加もなしに、しかも、切断屑の発生もなしに、簡単にかつ容易に製造することができるゴム材料の圧延ローラ装置を提供する。
【解決手段】周面の対向姿勢で回転駆動される一対のローラ1,2のそれぞれの端部分に、大径部分3,4および小径部分5,6を設け、一対のローラ間で、大径部分と小径部分5,6とを相互に対向させて配設するとともに、それぞれのローラ1,2の、大径部分3,4と小径部分5,6との間の、ゴム材料に圧延を施す中央部分7,8を、ローラの相互間で逆向きに傾斜する截頭円錐面状9,10に形成し、対をなすローラ1,2の少なくとも一方を、中心軸線cl方向に変位可能としてなる。
(もっと読む)
加圧成形パッド
【課題】オス型に積層した繊維強化樹脂複合材の積層体の外側に被せて用いられる加圧成形パッドの加圧成形時に必要な弾性特性を損なわず、着脱や成形使用の繰返しにおいて変形の激しい部分の損傷を防止する。
【解決手段】本発明の加圧成形パッドは、オス型治具4の頂部bに跨って被せられるゴム製の加圧成形パッド15であって、表面のうち、頂部の曲率の大きい一端部に合わせられる部分の外表面のみに、目の空いた織物14が接着され、織物が接着される表面以外の表面にゴム材が露出するとともに内部がゴム材のみで構成されてなる。織物は、構成糸14a1本の太さ以上の間隔に目の空いたものとする。本パッドは、頂部の曲率の大きい一端から他端側に移るに従って当該頂部の曲率が小さくなるオス型の形状に倣って曲率が変化する形状を有し、前期一端相当位置から他端側に移るに従って織物の構成糸が太く、織物の目が粗くなっている。
(もっと読む)
積層体の製造方法
【課題】 本発明の課題は、金属層/ポリイミド系樹脂層/金属層の構成物を効率良く製造する方法を提供することにある。
【解決手段】ポリイミド系樹脂層の片面に金属層を有する積層体を用い、ポリイミド系樹脂層同士を重ね合わせて熱圧着することにより、ポリイミド系樹脂層の両面に金属層が直接積層された積層体を製造する方法において、熱圧着する以前に、過熱水蒸気を用いてポリイミド系樹脂層を加熱熱処理する工程を含むことを特徴とする。
(もっと読む)
圧力伝達装置及びこれを備える薄型部品の製造装置
【課題】圧力伝達装置及びこれを備える薄型部品の製造装置を提供する。
【解決手段】圧力伝達装置20は、下部スタンプ90に置かれた被加圧対象物を加圧する上部スタンプ70が駆動されるようにする加圧シート54と、圧力発生装置から発生した圧力を上記加圧シート54に伝達する加圧プレート33と、上記圧力発生装置と上記加圧プレート33の間に備えられ、上記被加圧対象物80と上記上部スタンプの間の偏差により上記加圧プレート33と上記加圧シート54の間の偏差を補償し均一な圧力伝達が行われるようするボールジョイント300を含む。
(もっと読む)
光学成形品の成形方法
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
樹脂量決定装置、および、当該樹脂量決定装置を備えた樹脂封止装置
【課題】個々の半導体チップのデータを予め記憶することなく、より簡易に且つ必要レベルの精度をもって樹脂の必要量を判断する。
【解決手段】半導体チップ積層体102を有する基板100を樹脂にて封止する樹脂封止装置1であって、積層体102が正常に積層された場合の当該積層体全体の体積Vaを予め記憶する記憶部10と、積層体102の積層高さHrを検知するレーザセンサ40と、を備え、積層体102が正常に積層された場合の当該積層体の積層高さをHaとしたとき、{1−(Hr/Ha)}×Vaの計算式によりVaに対する所定割合を算出し、予め設定された基準となる樹脂量に対して前記所定割合に相当する樹脂量を調整した上で調整後の樹脂を基板100に対して供給する。
(もっと読む)
圧縮成形方法
【課題】圧縮成形金型において、圧縮時の離型フィルムの皺を防止、低減する。
【解決手段】圧縮金型108の表面が枠状金型106の表面に対して凹部140となるように当該圧縮金型108と枠状金型106とが位置決めされる工程と、上下の金型102、104を接近させる工程と、枠状金型106と基板150との間に隙間Gを保った状態で枠状金型106を位置決めする工程と、当該隙間Gを保ったままで、圧縮金型108を基板150へと移動させる工程と、圧縮金型108が所定の位置に達した段階で、枠状金型106を基板150に当接させることにより隙間Gを消滅させる工程と、更に、圧縮金型108を基板150側へと移動させる工程をへて圧縮成形する。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
成形体の製造方法および製造装置
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスでありながら、薄肉かつ大面積の形状で成形する方法等を提供する。
【解決手段】 微細なパターンを有する被塗布面に、熱可塑性樹脂の吐出口であるTダイのリップと被塗布面との距離で、塗布された溶融した熱可塑性樹脂の厚みが規定されるように、被塗布面と吐出口とが相対的に移動しながら樹脂を塗布した後、樹脂と金型との付着力よりも樹脂と加圧ローラとの付着力を低い状態に維持しながら、直ちに加圧ローラで押圧することで被塗布面に塗布された樹脂の微細パターンへの充填を促進すると共に、塗布した樹脂の厚みの平滑化と、天面への鏡面の転写を行う。
(もっと読む)
薄膜シート成形用ロール
【課題】 薄膜シートを効率よく容易に成形することができる簡単な構造の薄膜シート成形用ロールを提供する。
【解決手段】 弾性変形が可能な金属薄膜からなる金属製弾性外筒102と、該金属製弾性外筒102の内部に、上記金属製弾性外筒102の両端部を閉塞する弾性変形自在で且つ内部に空洞を有する環状シール部材103を備えると共に、該環状シール部材103の該空洞部110に、圧縮空気を充填してなるものである。
又、前記金属製弾性外筒102の内面側で且つ環状シール部材の外側に位置する所に弾性体ロール112又は、環状弾性体部材a122を配したものである。
(もっと読む)
樹脂投入装置
【課題】繰り返しの樹脂投入でも樹脂の噛み込み等による動作不良を起こすことがなく、簡易且つ正確に樹脂を投入することが可能な樹脂投入機構を提供する。
【解決手段】皿部102に収容されている樹脂110を下型130へと投入する樹脂投入装置100であって、皿部102を反転させることが可能な容器反転機構104を備え、反転させる際の少なくとも一定の時間、皿部102に収容されている全ての樹脂110に対して皿部102の底面側に向かう押圧力が発生するように反転させる。
(もっと読む)
樹脂供給機構
【課題】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂の厚みを均一の厚さで供給する。
【解決手段】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂110を供給する樹脂供給機構であって、鉛直方向に伸びるシュータ112と、該シュータ112内に位置し樹脂110を拡散するための拡散体と、を備え、該拡散体を、鉛直方向上方に頂部114Pが位置するように配置された円錐コイル状体114で構成する。
(もっと読む)
101 - 120 / 256
[ Back to top ]