
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
41 - 60 / 256
複合材プライ安定化機構及び方法
コア(20)を有する複合材構造の上部及び下部ラミネート(30)の相対的な動きを抑える安定化機構(72)は、下側把持用帯片(78)と、そして少なくとも1つの上側把持用帯片(76)と、を備える。下側把持用帯片(78)は、治具(50)に取り付けることができ、治具(50)の上で、複合材構造を処理することができる。下側把持用帯片は、外側表面を含むことができ、外側表面は、複合材構造を構成する上部及び下部ラミネートのうちの少なくとも一方のラミネートに係合する少なくとも1つの係合形状部を有する。上側把持用帯片は、両側の外側表面を有することができ、これらの外側表面は、下側帯片、及び上部及び下部ラミネート(30)のうちの少なくとも一方のラミネートに係合する、突起(76e)のような少なくとも1つの係合形状部を含むことができる。  (もっと読む)
(もっと読む)
ゴムシートの成形装置及び成形方法
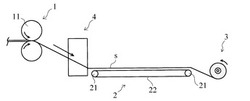
【課題】収縮が大きい材料であっても、圧延後のゴムシートの収縮を改善することのできるゴムシートの成形方法及び成形方法を提供する。
【解決手段】ゴムシートの成形装置は、未加硫ゴムを圧延してゴムシートsを形成するカレンダー装置1よりもゴムシートsの移動方向下流側に設けられた伸張装置4を備える。この伸張装置4は、ゴムシートsの移動方向と直交するゴムシートsの幅方向に、当該ゴムシートsの幅寸法を、元の寸法の110%以上に拡大させる装置である。
(もっと読む)
繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法

【課題】生産性の向上を図ることができるとともに、製品精度の向上も図ることができる繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法を得る。
【解決手段】成形型2は、型本体11と、型本体11に設けられ、成形面1を持つ弾性被覆体12とを有している。弾性被覆体12内には、流路16が設けられている。弾性被覆体12は、流路16内の圧力の変化によって弾性変形される。成形面1は、バッグフィルム3で覆われる。成形面1とバッグフィルム3との間の空間は、減圧可能になっている。繊維強化プラスチック成形体は、成形面1とバッグフィルム3との間で製造される。
(もっと読む)
光学フィルム製造用ロール金型の保護皮膜の製造方法
【課題】本発明は、簡易な方法かつ低コストで、光学フィルム製造用ロール金型の表面を傷つけず錆の発生や異物の付着などを防止する保護皮膜の製造方法を提案することを目的とする。
【解決手段】本発明の保護皮膜の製造方法は、光学フィルム製造用ロール金型の表面に前記ロール金型を回転させながら保護皮膜剤を塗布する塗布工程と、前記ロール金型を回転させながら前記保護皮膜剤を乾燥硬化させる乾燥硬化工程とを少なくとも有することを特徴とする。本発明の保護皮膜の製造方法は、塗布工程と乾燥硬化工程において、未硬化の保護皮膜剤が流動しない回転速度で光学フィルム製造用ロール金型の回転が行われることが好ましい。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】繊維強化樹脂を三次元形状に成形する場合に、繊維強化樹脂の成形時間を短縮することができるプレス成形装置を提供する。
【解決手段】上型100と下型200とを備え、上型100と下型200とで繊維強化樹脂20をプレス成形するプレス成形装置10であって、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の上方に配置される第1弾性シート300と、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の下方に配置され、プレス成形中に、第1弾性シート300とで繊維強化樹脂20を挟み込む第2弾性シート400とを備える。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
タイヤ部材用トップ反の製造方法
【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
シート成形装置
【課題】押圧部材の外周部の隙間に材料が残留するのを回避し得るシート成形装置を提供する。
【解決手段】材料供給部1、材料押圧部4及び材料圧延部2の作動を制御して、材料貯留部3に貯留されている材料Wをシート状に成形する制御部を備えたシート成形装置であって、制御部が、押圧部材41を、材料貯留部3に貯留されている材料Wに対して押圧力が開放されるように押圧方向とは反対側に移動させる押圧開放処理を実行可能に構成されている。
(もっと読む)
電子機器の樹脂注入方法及び装置
【課題】 電子機器を損傷させることなく、且つ電子機器の筐体内部に空洞や空気の泡などの残留物が存在しないように当該筐体内部に封止用の樹脂を注入する電子機器の樹脂注入方法及び装置を提供すること。
【解決手段】
内部に電子機器を密閉状態に収容する充填タンクと、前記充填タンク及び電子機器に接続されて減圧する真空ポンプと、前記充填タンクに取り付けられ当該充填タンク内の圧力を検出する圧力センサーと、前記充填タンク内に収容された電子機器に接続され、内部に充填用の樹脂を貯留する加圧タンクと、前記加圧タンクを加圧する空気圧縮機と、前記加圧タンクに設けられた排気バルブと、前記電子機器と加圧タンクとの間に設けられた注入バルブとを備えた電子機器の樹脂注入装置である。真空ポンプにより前記充填タンク及び電子機器を真空状態に減圧し、真空状態にある電子機器の内部に、加圧タンクにより高圧の樹脂を充填供給する。
(もっと読む)
溶融加工不能なポリマーから物品を形成する方法およびそれにより形成された物品
物体の製造方法には、ポリマー材料を圧縮して物体を形成するステップと、封入剤無しで少なくとも3ksiの圧力で不活性雰囲気中において物体を熱間等方圧加圧成形(HIP)するステップとが含まれている。この物体は任意選択により、熱間等方圧加圧成形(HIP)ステップに先立ち焼結されてもよい。物体は、熱間等方圧加圧成形(HIP)ステップに先立ち8%以下の多孔率を有していてもよい。ポリマー材料は溶融加工不能なポリマーであってもよい。 (もっと読む)
加圧装置、加圧方法およびデバイス
【課題】被加圧物の相互間の離間距離をより正確に制御することが可能な加圧技術を提供する。
【解決手段】加圧装置1は、ステージ12、ヘッド22、測距センサ33、およびピエゾアクチュエータ31等を備える。ステージ12およびヘッド22は、Z方向に離間して対向するとともにZ方向に相対移動可能である。ステージ12の加圧面とヘッド22の加圧面との間には両被加圧物91,92が介装される。両被加圧物91,92はその相互間に流動可能物質層(熱硬化性樹脂等)を挟んで配置される。測距センサ33等によって、両被加圧物91,92のZ方向における相互間距離が、XY平面に平行な平面内での複数の位置(例えば3つの位置)において測定される。そして、それらの測定結果に基づいて、当該複数の位置における相互間距離がそれぞれ目標値に近づくように、ステージ12の加圧面とヘッド22の加圧面とが相対的に移動される。
(もっと読む)
FRPの製造方法
【課題】本発明は、未含浸部分やボイド等が形成されにくく、品質の優れたFRPを低コストに歩留まりを高くして得ることが可能なFRPの製造方法を提供せんとするものである。
【解決手段】本発明のFRPの製造方法は、少なくとも次の(A)〜(F)の工程からなる。
(A)少なくとも強化繊維基材からなるプリフォームを成形型面上に配置するセット工程、(B)成形型の少なくとも成形部をバッグ材で覆い、少なくとも減圧吸引口および樹脂注入口を設けて密閉する密閉工程、(C)成形部を減圧吸引口から吸引により減圧する減圧工程、(D)熱風を加熱媒体として、成形型を含め成形部を加熱する加熱工程、(E)成形型の温度Tmとバッグ材の温度Tvとが共に室温以上であり、かつその温度差ΔTが10℃以内である時に、樹脂注入口から樹脂を注入し、少なくとも強化繊維基材に樹脂を含浸させる注入工程、(F)成形型を含め成形部を室温以上の所定の温度Tpcに保持し、樹脂を固化させる固化工程。
(もっと読む)
圧縮成形封止装置
【課題】低コスト且つ簡潔な構成により、枠状金型のクランプ力の向上を図り樹脂漏れを防止することができる。
【解決手段】圧縮型の樹脂封止装置J1において、第1金型100、第2金型102側の一方または双方に設けられる枠状金型100B、102Bと、第1または第2金型100、102のいずれかを設置し、第1または第2金型100、102を対向する側へ移動させる可動プラテン112と、第1、第2金型100、102側のいずれかに設けられ、可動プラテン112の推力F0に対する反力F2を発生させる反力発生機構P1と、可動プラテン112の推力F0及び反力発生機構P1にて発生した反力F2を利用して枠状金型100B、102Bを対向する第1または第2金型100、102側へ移動させる移動力F2´を付与する移動力付与機構M1と、を備えている。
(もっと読む)
樹脂注入による航空機部品の製造方法
【課題】樹脂注入を実行する様々な方法により、注入する樹脂の量をよりよく制御する。
【解決手段】航空機部品の製造方法は、プリフォーム(14)に少なくとも1つの層(22,29)を積み重ねて配置すると共に、上記プリフォームにおける上記層に最も近い一部の透過性よりも小さい透過性を所定の樹脂に与える材料によって上記層を構成する工程と、上記プリフォームから離れて上記層(22,29)の表面に樹脂の存在を検知するセンサ(24)を配置する工程とを含む。
(もっと読む)
積層構造体、積層構造体の製造方法、および積層構造体の製造装置
【課題】剛性を低下させることなく、軽量化を図ることができる積層構造体を提供すること。
【解決手段】外装パネル10は、金属製の板材11と、この板材の表面に一体化して設けられた樹脂製のリブ12と、からなる。よって、板材11を薄肉化しても、リブ12により外装パネル10の剛性を向上できるので、剛性を低下させることなく、軽量化を図ることができる。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 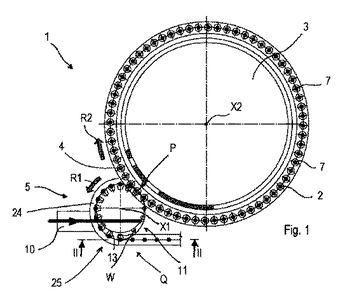 (もっと読む)
(もっと読む)
成形体の製造方法
【課題】上型と成形体との界面に少量の液体を導入することで上型に付着した成形体を容易に分離することができる成形体の製造方法を提供する。
【解決手段】プリフォーム材を下型に載置するステップと、上型101でプリフォーム材を加圧して上型101に対して凹面を有する光学素子202を形成するステップと、光学素子202が付着した上型101を取り出すステップと、上型101と光学素子202との界面の少なくとも一部に液体302を導入するステップと、上型101と光学素子202とを分離するステップとを備える。
(もっと読む)
圧縮型の樹脂封止装置
【課題】パッシブ制御により安価にプレス成形の精度の向上を図るとともに、樹脂封止のサイクルタイムの短縮化を図ることができる。
【解決手段】第1金型100と、第2金型102と、により、被封止品158を樹脂にて封止する圧縮型の樹脂封止装置J1において、枠状金型100B、102Bと、リンク機構122によって移動させる移動機構121と、枠状金型100B、102Bの外側において、突き当て部材150A1〜150D1、150A2〜150D2を有し、第1金型100、第2金型102の平行度を調整可能とする調整機構151と、を備え、リンク機構122による第2金型102側の移動により、突き当て部材150A1〜150D1、150A2〜150D2を介して、第1金型100側と第2金型102側に力学的負荷をかけ、第1金型100と第2金型102の平行度を調整可能とする。
(もっと読む)
転写装置および転写方法
【課題】型に形成されている微細な転写パターンを被成型品に転写する転写装置において、簡素な構成で、転写不良の発生を防止する。
【解決手段】被成型品Wに、型Mに形成されている微細な転写パターンを転写する転写装置3であって、水平方向を向いていて仮組立体TAが面接触する平面である設置面33を備えた設置体13と、設置面33から水平方向に突出し、仮組立体TAの中央貫通孔に嵌まることで、仮組立体が重力で落下することを防止する支持体27と、両端面が軸方向に垂直な平面に形成され、支持体が仮組立体の中央貫通孔に嵌まることで仮組立体の落下を防止しているときに、仮組立体が嵌まっている位置よりも支持体の先端側に仮組立体と並んで嵌まることで、支持体からの仮組立体の外れを防止するリング状の外れ防止体18と、設置面と平行に対向し、仮組立体の他方の面を外れ防止体を介して押圧するための押圧体15とを有する。
(もっと読む)
41 - 60 / 256
[ Back to top ]