
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
81 - 100 / 256
基材成形装置
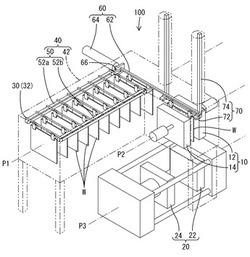
【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
シートホルダー及びシートホルダーのシートセット方法並びに熱プレス装置

【課題】所定大にカットされた熱可塑性樹脂シート材に対して精度よく転写成形を実施することができるシートホルダー及びシートホルダーのシートセット方法並びに熱プレス装置を提供する。
【解決手段】内側に熱可塑性樹脂シート材Sの保持空間25,35を有する上枠部材20と下枠部材30とからなり、上枠部材20と下枠部材30は合着及び各合接面21,31が離間自在とされ、上枠部材20と下枠部材30の保持空間25,35の外側の各合接面21,31には熱可塑性樹脂シート材Sの成形面以外の部分を挟持する挟持部22,32を有するとともに、挟持部22,32以外の保持空間25,35の外側には合着した上枠部材20と下枠部材30を熱プレス装置に配設する位置決め部26,36が形成されている。
(もっと読む)
成形プレス用耐熱クッション材
【課題】成形プレス用耐熱クッション材として優れた機能、特に昇温速度の調整とクッション性の良いクッション材を提供する。
【解決手段】基体10Bとフェルト材1A、1Bを積層させてなる成形プレス用耐熱クッション材であって、セラミック繊維を含むフェルト材を1層以上有することを特徴とする、成形プレス用耐熱クッション材である。
(もっと読む)
光学素子の製造方法及びその製造装置
【課題】加熱効率の向上を図りつつ高品質の光学素子を得る。
【解決手段】粉体素材35を貯蔵する粉体素材貯蔵槽34と、この粉体素材貯蔵槽34内の粉体素材35を所定量計量して供給するスクリュー43と、このスクリュー43により供給された粉体素材35を加熱して攪拌する加熱攪拌槽30と、この加熱攪拌槽30で加熱された粉体素材35を加圧して成形する上型27及び下型28と、を備える。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】搬送治具自体にプリフォーム基材に有する樹脂材料を介して接着させ、搬送することで、取扱性・搬送容易性に優れ、プリフォームの賦形形状を維持したまま、かつプリフォームの品位を損ねることなく、成形型まで搬送し、かつ成形型の所定の位置に精度良く、毎回同じ位置に配置することができるプリフォームの搬送方法を提供する。
【解決手段】強化繊維基材の表面に樹脂材料を有するプリフォーム3を、該樹脂材料を介してプリフォーム搬送治具2に仮接着した状態で成形型に搬送し、設置した後、プリフォーム搬送治具2をプリフォーム3から取り外して、プリフォーム3を成形型に配置する。
(もっと読む)
繊維強化プラスチックパネル製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造装置を提供する。
【解決手段】繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間にセンサ10a、10bとなる2本の導体箔を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、センサ10a、10bとなる2本の導体箔間の損失係数または電気容量の少なくとも一方を測定し、この測定結果に基づいて含浸状況を判断する。
(もっと読む)
カレンダ設備
【課題】カレンダ設備において、冷却装置に供給する際のシートの引き上げ距離を短くするあるいは無くすことによって、シート変形やシート位置ズレの発生を抑制する。
【解決手段】冷却装置8が、廻し掛けられたシート100を冷却する冷却ローラ8cと該冷却ローラ8cを支持する支持部材8dとを備える冷却ローラユニット8a,8bがシート100の搬送方向に複数配置された構成を有する。
(もっと読む)
航空機の平面部材およびその製造方法
本発明は、航空機(2)の平面部材(1)であって、前記平面部材が材料厚(4)を有する面(3)を形成し、前記面が座屈剛性を高めるために、ウエブ高さ(6)を有するウエブ(5)によって規定された少なくとも前記面の一部または部分面(7)に、ビード高さ(9)を有する少なくとも1つの補強ビード(8)を備えて実施されており、前記補強ビードが前記ウエブ(5)の間で前記部分面(7)にわたって延びているものに関する。さらに、特にオートクレーブ内でこのような平面部材の製造を可能とする製造方法がなお提案される。
(もっと読む)
粉末材料充填具、粉末材料充填方法および燃料電池用セパレータの製造方法
【課題】燃料電池のセパレータのように肉薄に形成される製品であっても、厚み精度と密度の均一性を向上させることのできる粉末材料充填具、粉末材料充填方法および燃料電池用セパレータの製造方法を提供する。
【解決手段】粉末材料30、特に樹脂タイプの燃料電池用セパレータのように熱硬化性合成樹脂を含有する粉末材料30を用いて金型成型を行う際に、金型10のキャビティー11に充填する粉末材料30を、一旦、金網などの粉末材料支持部材40で保持し、これを振動によって落下させるとともに、擦り切ることのできる粉末材料充填具20を用いる粉末材料充填方法、および燃料電池用セパレータの製造方法。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】静電気に起因する成形不具合を防止し、安定して高精度な光学素子を得る。
【解決手段】加熱軟化した熱可塑性素材を成形用型2に実装し押圧する光学素子の製造方法において、不活性ガスg1の雰囲気内に上記成形用型2を設置して成形を行う。また、成形チャンバ3内に複数配置された上加熱ブロック6及び下加熱ブロック7の間に成形用型2を狭持して成形を行う製造装置1において、上記成形チャンバ3内にイオン化した不活性ガスg1を供給するイオン発生装置10とガス供給管9とを設け、成形チャンバ3に成形用型2の中央に実装された熱可塑性素材25の帯電を防止し、キャビティ26内での位置ずれによる成形不良を防止する。
(もっと読む)
間欠式フィルム成形方法および間欠式フィルム成形装置
【課題】
本発明は、プレス部からの熱負荷等の影響により成形部と成形部の間の間欠部および隣接する成形面に発生するシワを抑制できる間欠式フィルム成形装置を提供することを目的とする。
【解決手段】
本発明の間欠式フィルム成形装置は、金型と、該金型の表面にフィルムを押圧するプレス装置と、該金型の表面からフィルムを離型し、次に成形するフィルムを金型表面に供給するための搬送装置と、を少なくとも含む間欠式フィルム成形装置であって、成形面より搬送方向下流側において、前記金型端辺近傍でフィルム幅方向にわたって前記フィルムを把持する把持手段を備えたものである。
(もっと読む)
コルク栓及びコルク栓の製造方法並びにコルク栓製造用成型装置
【課題】径方向の柔軟性に富み、且つ、長手方向の強度も保有し、密封性及び抜栓性に優れたコルク栓及びその製造方法並びにその製造用成型装置を提供する。
【解決手段】多数のコルク粒1a…をバインダー樹脂1bと共に圧縮成型し、コルク粒1a…をバインダー樹脂1bで固定化して柱状体とされたコルク栓1であって、上記成型時の圧縮が、上記柱状体の長手方向に直交する方向に沿ってなされたコルク栓である。また、このコルク栓1は、コルク粒1a…とバインダー樹脂1bとを混練し、水平な成型基台21上の複数の分割型31〜34によって囲まれた成型空間30に上記混練物10を装填し、上記複数の分割型31〜34を上記成型基台21上で上記成型空間30を狭める方向にスライドさせて混練物10を柱状に圧縮成型し、得られた柱状の成型体10Aを加熱して上記バインダー樹脂1bを硬化させ、上記コルク粒をバインダー樹脂で固定化することによって得られる。
(もっと読む)
繊維強化プラスチックパネルの製造方法および製造装置
【課題】繊維補強基材の積層体に樹脂材料を含浸させる際、含浸状況を確実に把握できるようにした繊維強化プラスチックパネルの製造方法および製造装置を提供する。
【解決手段】繊維補強基材の積層体4を覆ったバキュームバッグ7の内側に樹脂材料Wを供給パイプ6を通じて供給する前に、積層体4の層間にセンサ10a、10bとなる2本の導線を、互いが通電しない状態で間隔をあけて配置しておき、モールド1上でバキュームバッグ7の内側の空気を吸引しつつ、バキュームバッグ7の内側に樹脂材料Wを供給して積層体4に樹脂材料Wを含浸させる際に、センサ10a、10bとなる2本の導線間の損失係数又は抵抗を測定し、この測定した損失係数又は抵抗値に基づいて含浸状況を判断する。
(もっと読む)
合成樹脂製品の製造装置及び製造方法
【課題】成樹脂廃材からなる合成樹脂製品を効率よく製造することができる合成樹脂製品の製造装置を提供する。
【解決手段】本装置1は、チャンバ内に回転可能に設けられる羽根部材を有し、該チャンバ内に投入される合成樹脂廃材を該羽根部材により攪拌溶融してゲル状物を生成するミキシング装置3と、複数の成形部35,36を有し、該複数の成形部のそれぞれに投入されたゲル状物を同時に加圧して複数のプレス成形品40,40を成形するプレス装置4と、前記ミキシング装置3で生成され前記チャンバ内から排出されるゲル状物を前記プレス装置4まで搬送して前記複数の成形部のそれぞれに投入する搬送投入装置5と、を備える。
(もっと読む)
ロール停止装置
【課題】各ロール間を通過したゴムがロールに巻き付いた場合、ロールの回転を速やかに停止させることのできるロール停止装置を提供する。
【解決手段】各ロール1の対向位置よりもロール1の回転方向下流側にロール1の外周面に近接して配置された可動板12と、可動板12がロール1の回転方向に動作したことを検知するスイッチとを備え、スイッチによって可動板12の動作を検知すると、各ロール1の回転を停止するようにしたので、各ロール1で圧延されたゴムAが一方のロール1に付着したまま一方のロール1に巻き付いた場合、ゴムAの当接により可動板12が回動してスイッチが作動し、各ロール1の回転を速やかに停止させることができる。これにより、ゴムAがロール1に一周以上巻き付くことがなく、ゴムAをロール1から剥がす作業を容易に行うことができる。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】樹脂シート製造装置1は、押出ダイ10と、加熱ロール11aと、冷却ロール13と、加熱ロール11a及び冷却ロール13に巻き掛けられているベルト14と、樹脂シート16を加熱ロール11a側に押圧する圧着ロール11bと、凹凸18bが表面18aに形成されている賦形シート18と、ベルト14の冷却ロール13と接する部分において樹脂シート17をベルト14から剥離する剥離ロール15とを備えている。樹脂シート製造装置1では、圧着ロール11bによって樹脂シート16が加熱ロール11a側に押圧されることにより、樹脂シート16と賦形シート18とが圧着し、賦形シート18の表面18aに形成されている凹凸18bが樹脂シート16に転写される。
(もっと読む)
SMC成形装置
【課題】季節によるSMCシートの硬さ変動を考慮した成形条件の調整を必要とせず、生産性を向上させることができるSMC成形装置を提供する。
【解決手段】長尺のSMC(シートモールディングコンパウンド)シート4を搬送する搬送手段1と、搬送されたSMCシート4をプレス成形用に切断する切断手段2と、切断されたSMCシート4を金型で成形するプレス手段3とを有するSMC成形装置において、搬送手段1は、SMCシート4を支持搬送し、SMCシート4を加熱または冷却する温調ロール11を備えており、SMCシート4を前記温調ロール11で所定の温度にして切断手段2に搬送して切断し、SMCシート4の温度をほぼ維持した状態で金型に供給してプレス手段3で成形する。
(もっと読む)
SMCの製造方法
【課題】両離型フィルムに挟持されたSMC材料が離型フィルムの幅方向に広がるのを防止することができるSMCの製造方法を提供する。
【解決手段】一の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給すると共に繊維22を散布し、他の長尺の離型フィルムを連続して繰り出して送って、該離型フィルム上に熱硬化性樹脂の成形材料21を供給し、上記一の離型フィルム11上の成形材料21と繊維22の上に他の離型フィルム12上の成形材料21と該離型フィルムとを重ね、これらを連続して送りつつ上下一対の含浸装置43としてのネットコンベア間に通すことによってSMC材料2を両離型フィルム間に挟持するSMCの製造方法である。両離型フィルムの幅方向の両端部近傍をそれぞれ該離型フィルムの長手方向に亘って断続的に溶着する。
(もっと読む)
繊維強化樹脂成形体の製造装置及び製造方法
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置及び製造方法を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
プレス装置
【課題】プレス加工後においてもワークの形状が設計形状を維持することが可能なプレス装置を提供する。
【解決手段】固定プラテン40から吊り下げられ、荷重計測手段80が装着された複数の吊具70に保持された上金型10と、固定プラテン40に接離動可能な可動プラテン50に載置され、上金型10と共にワークWをプレスする下金型20を具備し、少なくとも一本の吊具70が第2の駆動手段60により長さ調整可能であり、可動プラテン50を固定プラテン40に近接させ、荷重計測手段80が計測した荷重値と、予め設定した荷重値とに基づいて、第2の駆動手段60に吊具70を長さ調整させ、上金型10のプレス面をワークWの上面に倣わせ、この状態を保持させて、可動プラテン50を固定プラテン40に近接させ、ワークWにプレス加工を施す制御手段90を具備する。
(もっと読む)
81 - 100 / 256
[ Back to top ]