
Fターム[4F205HA46]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 含浸繊維からの成形 (305)
Fターム[4F205HA46]に分類される特許
21 - 40 / 305
熱硬化装置、および、熱硬化方法
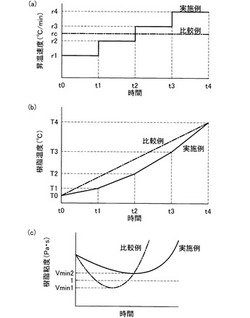
【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
透明複合基板の製造方法、透明複合基板および表示素子基板

【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
繊維強化プラスチックの製造方法及び製造装置
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
フィラメントワインディング装置及びフィラメントワインディング方法
【課題】多給糸方法を用いてガスタンクに繊維を巻回する場合に口金付近の繊維層が厚くなるのを抑制する。
【解決手段】FW装置1は、タンク支持装置11と、ガスタンク2に対して繊維Aを供給しヘリカル巻きを行うヘリカル巻きヘッド12と、制御装置14を有する。ヘリカル巻きヘッド12は、ガスタンク2の周囲に同心円状に配置され、タンク軸方向Xに相対的に移動可能なガイドリング30と、ガイドリング30にタンク軸に対し放射状に設けられ、繊維Aをガスタンク2に向けて給糸する複数のガイド筒31と、ガイド筒31の給糸口32をタンク軸心方向Yに前後移動させる給糸口移動装置33と、を有する。制御装置14は、ガイドリング30がヘリカル巻きの折り返し位置にある時に、一部のガイド筒31の給糸口32のタンク軸心方向Yの位置が他のガイド筒31の給糸口32の位置よりも後方側になるように給糸口32の前後移動を制御する。
(もっと読む)
圧力容器
【課題】圧力容器の鏡板部におけるひずみを抑える。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金7及びボス9とを備えている。外殻5は、樹脂を含浸させたFRP繊維を巻き付けるフィラメントワインディング法により形成される。圧力容器1は、円筒形状の胴部Aと、胴部Aの軸方向両側の開口側に連続するドーム状の鏡板部B,Cとを有する。鏡板部B,Cは、口金7側、ボス9側の中心領域B1,C1を等張力曲面とし、中心領域B1,C1と胴部Aとの間の連続領域B2,C2を、等張力曲面で計算される曲率半径より大きい曲率半径の曲面とする。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
ケース、ケースの製造方法、及び成形型ユニット
【課題】フランジ9,13にしわや繊維の蛇行の発生を抑えて、ファンケース1全体の強度及び剛性を十分に高めること。
【解決手段】ケース本体7の内部からフロントフランジ9の内部及びリアフランジ13の内部にかけて、強化繊維からなる織物17を含む複数の織物層19を有し、ケース本体7の内部のみに、複数の織物層19の他に、傾斜角(β)±0〜10度の強化繊維からなるロービング25を含む複数のロービング層27を有していること。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
成形体の加熱方法及び加熱装置
【課題】繊維が複数の方向に巻かれている場合にも、均一に且つ熱効率良く誘導加熱して成形体の樹脂を熱硬化させることができる、成形体の加熱方法及び加熱装置を提供すること。
【解決手段】樹脂11を含浸したカーボン繊維12がヘリカル巻き及びフープ巻きされた未硬化のタンクを加熱して樹脂11を熱硬化する際、誘導加熱コイル30の巻き方向をヘリカル巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行う。その後、同じ誘導加熱コイル30を用いて、誘導加熱コイル30の巻き方向をフープ巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行うようにした。
(もっと読む)
フィラメントワインディング装置
【課題】モーションコントローラを再起動させると、繊維束を巻き付ける一連の動作が連続して実行される技術を提供する。
【解決手段】反復動作を行なう装置と発散動作を行なう装置を備えてライナー1の外周面1Sに繊維束Fを巻き付けるフィラメントワインディング装置100において、繊維束Fを巻き付ける一連の動作の途中で停電により停止した場合に再起動をすると前記反復動作を行なう装置は停止した位置から繊維束Fを巻き付ける一連の動作を再開し、前記発散動作を行なう装置はみなし原点位置から繊維束Fを巻き付ける一連の動作を再開する、とした。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
繊維強化プラスチック成形品およびその製造方法
【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
ガスタンク及びその製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンク及びその製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11であって、強化繊維35とともに導電線を巻き回すことにより、繊維強化樹脂層13に、導電線からなる複数のコイル31が層状に設けられている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
21 - 40 / 305
[ Back to top ]