
Fターム[4F205HA46]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 含浸繊維からの成形 (305)
Fターム[4F205HA46]に分類される特許
81 - 100 / 305
フィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置
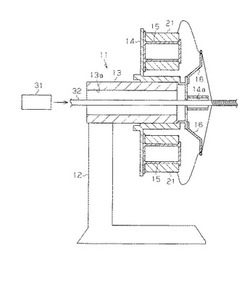
【課題】ロービングからのマルチフィラメントの繰り出しについて安定性を高めることのできるフィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置を提供する。
【解決手段】回転体14の中央部には、軸線方向に沿って挿通部14aが貫設されている。挿通部14aには、長尺材32が挿通される。回転体14には、ロービング21を装着するためのコア15が複数設けられている。各コア15によって、複数のロービング21の内周側が支持される。また、複数のロービング21は、その軸線方向と回転体14の軸線方向とが平行になるように固定される。マルチフィラメントは、複数のロービング21の外周側から繰り出されて長尺材32に巻き付けられる。回転体14には、複数のロービング21の外周側から繰り出されるマルチフィラメントをガイドするガイド部材16が設けられている。
(もっと読む)
熱硬化性マトリックス中のCNT浸出繊維

構造支柱は、円筒形コアと前記コア内の内層と外層とを含む。前記内層及び外層は、熱硬化性マトリックス中のCNT浸出繊維材料を含む。複合材料は、熱硬化性マトリックスと約20から約500ミクロンまでの範囲又は約0.1から約15ミクロンまでの範囲の長さのCNTを有するCNT浸出繊維材料とを含む。後者の範囲において、CNTは複合材料の約0.1重量パーセントから約5重量パーセントまで存在する。構造支柱を製造する方法は、円筒形マンドレルの周囲に第1のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることと、前記第1のCNT浸出繊維の周囲にベースライン層を前記マンドレルの軸と実質的に非平行な角度で湿式巻き付けすることと、前記ベースライン層の周囲に第2のCNT浸出繊維を前記マンドレルの軸に対して略平行に湿式巻き付けすることとを含む。 (もっと読む)
フィラメントワインディング装置
【課題】繊維束に対して樹脂を吹付ける方法を用いたフィラメントワインディング装置において、繊維束にムラ無く確実に樹脂を含浸させる技術を提供する。
【解決手段】ライナー2を回転させながら移送するとともに、ライナー2の外周面の周囲に配置された繊維供給ガイド44により導かれる繊維束1Bをライナー2の外周面2aに巻き付けていくフィラメントワインディング装置100において、ライナー2に巻き付けられる手前の繊維束1Bに対して樹脂を吹付ける樹脂供給ノズル45を備え、樹脂供給ノズル45は、空気を噴出させる外管86と樹脂を噴出させる内管87とにより構成される二重管構造とした。
(もっと読む)
ケースの製造方法、及びケース
【課題】軸方向に沿って外径が大きく変化するファンケース1を製造する場合であっても、複合材料の強度低下に繋がるしわや繊維の蛇行の発生を抑えて、ファンケース1の強度及び剛性を十分に高めること。
【解決手段】織物25をマンドレル7の成形面S側に巻付ける織物巻付工程と、ロービング35をマンドレル7の周方向に対して−10〜+10度の傾斜角βを保った状態でマンドレル7の成形面S側に螺旋状に巻付けるロービング巻付工程を交互に複数回繰り返すこと。
(もっと読む)
繊維強化樹脂製レジューサの製造方法
【課題】口径組み合わせ毎に成形型を必要とすることなく、一つの成形型で所定口径組み合わせに対応することが可能である、簡便な繊維強化樹脂製レジューサの製造方法を提供する。
【解決手段】上記の製造方法を、使用する最大口径から最小口径まで絞り込んだ断面漏斗状のテーパ面を有する円錐台状の成形型本体と、その両端より延出する回転軸とからなる成形型を用意し、この成形型に、その回転軸を回転させながら、フィラメントワインディング法により樹脂を含浸させた強化繊維基材を、成形型を囲包するように巻き付け、樹脂を固化或いは硬化させて成形したのち、脱型して、漏斗状管状体を作成し、次いで、漏斗状管状体の両端にその口径に略合う直管を連接するものとする。
(もっと読む)
ケースの製造方法、及びケース
【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】繊維強化樹脂層を樹脂製ライナーの外周に形成した高圧ガスタンクの形状維持に有益な新たな製造手法を提供する。
【解決手段】中間生成品タンク12は、樹脂容器製のライナー10の外周に熱硬化前のエポキシ樹脂を含浸した繊維強化樹脂層20を備える。繊維強化樹脂層20のエポキシ樹脂の熱硬化に際しては、タンク軸支シャフト112にて軸支した中間生成品タンク12にライナー軸方向に沿った超音波振動を付与しつつ、中間生成品タンク12を加熱してエポキシ樹脂を熱硬化させる。
(もっと読む)
フィラメントワインディングシステム、圧力容器の製造システム、圧力容器の製造方法
【課題】安定した繊維幅を有するプリプレグ繊維を連続して送り出す。
【解決手段】複数のプリプレグ繊維を並行するように搬送させ(S100)、次いで、送り出されたプリプレグ繊維の繊維幅を検知し(S102)、該繊維幅が予め定められた範囲内にあるか否かを判定し(S104)、必要であれば繊維幅を拡幅または収束するように調整し(S106)、ライナに向けて送り出す。圧力容器を作製する場合には、所定の繊維幅に調整されたプリプレグ繊維を、ライナに巻き付け(S108)、その後、樹脂を硬化させる(S110)。
(もっと読む)
樹脂塗工・注入システム
【課題】複合材料用に樹脂を塗工・注入するためのシステムに関し、個々の繊維トウに樹脂を制御可能なシステムを提供する。
【解決手段】樹脂4を1以上の繊維トウ2に塗工し、繊維トウに樹脂を注入するための塗工・注入システム10であって、各々の繊維トウはそれぞれの繊維スピードで移動する。この塗工・注入システムは、それぞれ1つの繊維トウに樹脂を堆積させるように構成された1以上のノズル12を含む堆積・注入システム11を有す。このシステムはさらに、それぞれ1つの繊維トウの繊維スピードに関連して各々のノズルを通る樹脂の流速を制御するように構成されたコントローラー14を有する。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
地面覆い構造体、その製造装置及び製造方法
【課題】本発明は、既知の構造体の欠点を解決し、簡便かつ安価に製造でき、操作者が容易かつ安全に設置可能で、使用中の信頼性が高い地面覆い構造体を提供するものである。
【解決手段】
本発明は、格子状補強部材(10)用の入口領域及び出口領域と、前記入口領域から前記出口領域への所定経路に沿って、動作中に前記格子状補強部材(10)を移動するように設計された移動手段(4)と、流体状である糸状のプラスチック材料(7)を前記格子状補強部材(10)に供給する供給手段(11)と、動作中に前記糸状のプラスチック材料(7)を冷却し、前記格子状補強部材(10)上に絡まったプラスチック構造体を形成する冷却手段(2,3)と、を備える。前記入口領域及び前記出口領域は、前記供給手段(11)に対する前記所定経路に沿って互いに逆側に配置されていることを特徴とする。
(もっと読む)
圧力容器の製造方法および圧力容器
【課題】物理的強度を向上させた圧力容器を簡便に作製する。
【解決手段】圧力容器の製造方法は、中空形状のライナを作製するライナ作製工程S104と、ライナに水分を吸収させる水分吸収工程S106と、水分を吸収させたライナの外周部分に、熱硬化性樹脂を含浸させた繊維を巻きつけるフィラメントワインディング工程S108と、熱硬化性樹脂を硬化させ、ライナを被覆する繊維強化樹脂層を形成する硬化工程S110と、を含む。
(もっと読む)
耐熱性半芳香族ポリアミド複合構造およびその作製方法
本発明は、複合構造およびその作製方法の分野に関し、特に耐熱性ポリアミド複合構造の分野に関する。複合構造は、少なくとも一部が表面樹脂組成物で作製された表面を有し、かつ、マトリックス樹脂組成物を含浸させた、不織構造、織物、繊維の詰め物およびそれらの組合せからなる群から選択される繊維材料を含む。表面樹脂組成物およびマトリックス樹脂組成物は、a)半芳香族ポリアミド樹脂から選択される1種以上のポリアミド樹脂と、b)3つ以上のヒドロキシル基を有する1種以上の多価アルコールとを含むポリアミド組成物で作製される。 (もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
フィラメントワインディング方法
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
(もっと読む)
樹脂成形体である被締結部材に形成された締結用の貫通孔に配置される繊維強化複合材である補強部材及び貫通孔に補強部材が配置された被締結部材の締結構造
【課題】樹脂成形体である被締結部材に形成された締結用の貫通孔に繊維強化複合材である補強部材が配置される場合において、貫通孔周囲のクリープ変形を抑制することができる。
【解決手段】炭素繊維である芯糸2及び組糸3は組紐状組織に形成されている。繊維強化複合材である補強部材1は、貫通孔4に固定可能な円筒状の円筒部5及び、円筒部5の上端、下端から貫通孔4の半径方向外方に形成された円環状の第1フランジ部6及び第2フランジ部7からなる。繊維強化複合材である被締結部材10と金属材12はボルト8により締結されている。ボルトの頭部8aは第1フランジ部6に当接している。貫通孔4の内周面において、ボルト8と接触する領域に円筒部5が隙間なく配置されている。円筒部5において芯糸2は貫通孔4の軸4a方向に向きかつ少なくとも貫通孔4の一方の開口部から他方の開口部に亘って配向されている。
(もっと読む)
複合連結棒を製造する方法及びその方法により製造された連結棒
【課題】 好適な連結棒を製造する方法を提供する。
【解決手段】 この方法は少なくとも次の連続工程を含む:a)内部本体(18)を製造する;b)内部本体(18)の一端を、各端片(5)の減少した外径の端部に付加し、内部本体(18)の前記端を端片の肩(6)上に載せる;c)第二マンドレル(19)の第一部分(19a)を各端片の中空円筒形部分(1)内に挿入し、第二マンドレル(19)の第二部分(19b)の自由端に駆動あご(20)を置く;d)前記予備含浸された繊維(16)を内部本体(18)、端片(1,3,4)及び第二マンドレル(単数または複数)の第二部分(単数または複数)(19b)からなる集成体の外表面上に巻き、前記繊維はそのとき外部本体(21)を形成する;e)あご(単数または複数)(20)を除去した後、内部本体(18)及び外部本体(21)を重合し、重合された単一片本体(22)を形成する;f)第二マンドレル(単数または複数)(19)を除去し、重合された単一片本体(22)を必要な長さに切断する。
(もっと読む)
繊維強化樹脂管継手の成形金型およびその成形金型を用いた繊維強化樹脂管継手の製造方法
【課題】一回の成形作業によって複数個の繊維強化樹脂管継手を成形する。
【解決手段】成形金型2の金型本体22を縮径させ、その外周面の設定位置に長手方向に間隔をおいて複数個のシール用ゴムリング110を取り付けた後、金型本体22を拡径させる。その後、成形金型22の回転軸21を回転自在に支持し、少なくとも金型本体22の切断用溝22aをその外周面に離型フィルムfを積層して覆った後、成形金型2を回転させてその外周面に重合性樹脂組成物を含浸させた強化繊維束を巻き付けて積層し、巻き取った強化繊維束に含浸された重合性樹脂組成物を硬化させて繊維強化樹脂層120を成形する。次いで、繊維強化樹脂層120を各切断用溝22aに対応する位置でカッターにて切断して複数個に分割した後、金型本体22を縮径させて分割された各繊維強化樹脂層120を順に脱型する。
(もっと読む)
FRP素材、FRP成形品、及びそれ等の製造方法
【課題】FRP素材の繊維の密度や形状を自由に設定することができるようにする。
【解決手段】基材5の表面5A及び裏面5Bにそれぞれ表して表面5A及び裏面5Bを覆うように高強度を有する繊維からなる糸6を設ける。糸6は、例えばミシンを使って刺繍をするように、糸6を針孔に通した針を基材5に刺して表面5A、裏面5Bのいずれも面をも覆うようにその表面5A、裏面5Bに縫い表したものである。このようなFRP素材9を、対向して接離可能な一対の金型間に配置し、型閉後にFRP素材9に常法とおりの高圧で高温の養生を行って成形を行う。FRP成形品の形に合わせたFRP素材が自由に設計できて高精度設計が可能となる。
(もっと読む)
81 - 100 / 305
[ Back to top ]