
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル

【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ノンメタリック型のドロップ光ケーブル用テンションメンバなどとして用いられる略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、同FRP線条物を用いたドロップ光ファイバケーブルに関するものである。
【背景技術】
【0002】
情報化社会が到来し、インターネットなどの伝送情報容量の増大化に伴い、ビル、住宅など加入者へ光ファイバケーブルを敷設する、いわゆるFTTH化が急速に進展している。
FTTH用ドロップ光ファイバケーブルとして、テンションメンバ(以下、TMということがある。)に金属線を使用したものが提案されているが、雷によるサージングを回避するためにアースが必要となり、アース工事の手間と工事費用が嵩み、各家庭への普及において問題があった。
そこで、金属線のTMに代えてFRP(繊維強化合成樹脂)線などのノンメタリックTMを使用することによりアース工事が不要となるノンメタリック型のドロップ光ファイバケーブルが検討され、現在、このノンメタリック型のドロップ光ファイバケーブルが主流となっている。
【0003】
従来のノンメタリックドロップ光ファイバケーブルにおいて、FRPのテンションメンバは、一般に丸形断面が主流であった(例えば、特許文献1)。
しかしながら、テンションメンバがFRPであると、金属線と比較して大きな曲げ直径で容易に折損し易いというマイナス面があるので、これを克服する方法として、本出願人は、熱硬化性樹脂が未硬化状のFRPの外周に内、外層の2層の被覆層を形成し、その後にFRP部を加熱硬化し、しかる後、外層の被覆部のみを剥離除去する熱可塑性樹脂被覆付きFRPの製造方法を提案した(特許文献2)。この特許文献2に記載のドロップ光ケーブル用FRPの製造方法によれば、FRPの断面形状を矩形とすることにより、FRPの短辺が0.3mm程度で、ガラス繊維ヤーン等の複数の補強繊維束を用いると、最小曲げ直径が小さく、抗収縮力にも優れたテンションメンバを提供できるが、短辺が0.3mm未満で、補強繊維束として少本数、特に1本の有機合成繊維束を用いる場合は、均一な扁平度の矩形状FRPを得ることが難しいことが判明した。
【0004】
より具体的には、ガラス繊維と比較して高い引張り強度と小径に曲げた際の折れ難さから、フィラメント状の有機合成繊維を補強繊維束として使用する場合に、繊度が低い補強繊維束を複数本使用すると、本来的に繊度が低い補強繊維束は製造コストの上昇により高価なので、結果的にFRPのコスト上昇を招く。また、FRPの製造において、補強繊維束の本数は少ないほうが取り扱いの工数も少なく、作業性がよい。さらに、有機合成繊維の種類によっては、1000〜4000dtex程度のマルチフィラメントのみで細繊度のものは存在しないものもあるので、繊度の高いマルチフィラメントを使用せざるを得ないという事情もある。また、低繊度の補強繊維束を、複数本を用いる場合は、取扱い本数が増えることによるクリールへの取り付け作業工数の増加、また、FRP内において補強繊維が均一に分散し難い等の問題があり、とくに短辺の小さな矩形状FRPの製造においては、使用する補強繊維の分散不良や、捻れの発生等の問題が存在していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−163501号公報
【特許文献2】特開2005−157159号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
以上、従来においては、特にFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法についての提案はなされていなかった。本発明者らは、光ファイバケーブル用テンションメンバとしての更なる軽量化や、最小曲げ直径の低下の要請に応じた良断面形状のFRPテンションメンバを、連続的に生産性よく製造する方法を鋭意検討した結果、(i)製造工程での補強繊維束の捻れを抑制すること、(ii)FRP断面において繊維の偏りをなくし、形状及び寸法を一定に保つこと、(iii)熱可塑性樹脂被覆層の被覆厚みを全周にわたって均一に制御すること、が必要であることを知得し、これらの具体的な技術を開発することを課題として、本願発明を完成した。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明者らは、補強繊維束に付加するテンションを制御して補強繊維を開繊状態にして熱硬化性樹脂含浸槽に導き、樹脂含浸補強繊維を所定の矩形状に絞り成形した後、熱可塑性樹脂被覆工程において、円環状ダイスから吐出された被覆コーン部内周側を減圧として被覆することで前記課題が解決されることを見出した。
すなわち、本発明は、
〔1〕 有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)、熱硬化性樹脂組成物を含浸させた補強繊維束を矩形の孔形状を有する絞りノズルを使用し、所定の矩形状に賦形する絞り成形工程(2)、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆層を形成する被覆工程(3)、所定の間隙の平行ロールで挟圧して扁平状に賦形するサイジング工程(4)、前記被覆層を冷却水槽に導いて冷却固化する冷却固化工程(5)、前記熱硬化性樹脂を硬化させる加熱硬化工程(6)を含むFRP線条物の製造方法であって、
前記含浸工程(1)は、有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、FRP線条物の樹脂含有率を45重量%以下とし、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔2〕前記含浸工程(1)は、補強繊維束を実質的に無撚り状態に開繊する手段が、補強繊維束を繰り出す巻取りボビンから熱硬化性樹脂を収容した含浸槽導入前の補強繊維束のガイド間に、張力調整ガイドを設け、かつ、張力調整ガイドを含む全てのガイドを直径20mm以下の非回転のガイドバーとし、表面粗度Raを1μm以下としてなる、前記〔1〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔3〕前記ガイドバーは、鏡面加工ハードクロムメッキを施してなる、前記〔2〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔4〕前記熱硬化性樹脂がビニルエステル樹脂である前記〔1〕〜〔3〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔5〕有機合成繊維の引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上である前記〔1〕〜〔4〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔6〕有機合成繊維が芳香族ポリアミド繊維である前記〔1〕〜〔5〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔7〕前記〔1〕〜〔6〕のいずれかに記載の製造方法により得られたことを特徴とする略矩形状の熱可塑性樹脂被覆FRP線条物、及び
〔8〕前記〔7〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物をテンションメンバとして使用してなることを特徴とするドロップ光ファイバケーブル、を提供するものである。
【発明の効果】
【0008】
本発明の製造方法によれば、略矩形の断面の長辺側の上下二辺が相互に平行で、かつ補強繊維が均一に分散された略矩形状のFRPを有する熱可塑性樹脂被覆FRP線条物を生産性よく、かつ高い歩留まりで得ることができる。
本発明の略矩形状のFRPを有する熱可塑性樹脂被覆FRP線条物は、被覆線状物としても略矩形の形状をしており、また長手方向に均一な性状を有しているので、これをドロップ光ファイバケーブルのテンションメンバとして使用する場合にも、ドロップ光ファイバケーブル用のテンションメンバとしてケーブル長手方向に垂直な断面において製品ケーブルとして、テンションメンバの性能が充分発揮される上で必要な、ケーブル断面の所望の位置、角度に導入することが容易にでき、製造上のトラブルや、品質上の問題のない、生産性及び品質の安定したドロップ光ファイバケーブルを提供することができる。
【図面の簡単な説明】
【0009】
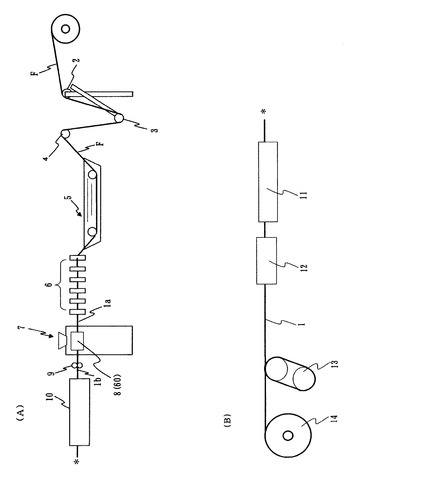
【図1】(A)本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造工程の前半の一例を示す説明図、(B)同後半を示す説明図である。
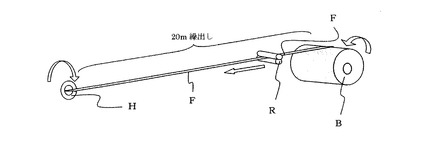
【図2】補強繊維束の捻れ(撚り)数の測定方法の説明図である。
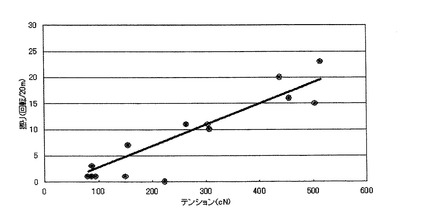
【図3】テンションと撚り数の関係を示すグラフである。
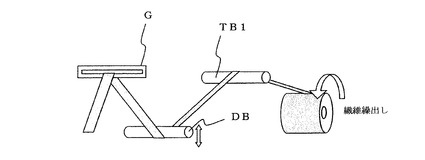
【図4】補強繊維束へのテンション付与と開繊状況の説明図である。
【図5】未硬化状FRPを熱可塑性樹脂被覆するダイス部の説明図である。
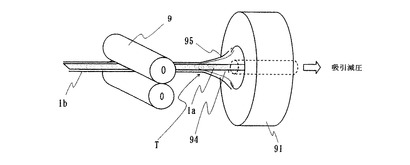
【図6】熱可塑性樹脂被覆直後の状況説明図である。
【図7】実施例1により得られた略矩形状熱可塑性樹脂被覆FRP線条物の断面拡大写真である。
【図8】比較例6による略矩形状熱可塑性樹脂被覆FRP線条物の断面拡大写真である。
【図9】本発明に係る略矩形状熱可塑性樹脂被覆FRP線条物を用いたドロップ光ファイバケーブルの一例を模式的に示す断面図である。
【発明を実施するための形態】
【0010】
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法は、請求項1に記載のとおりである。本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法の実施の形態について添付図面を参照にして説明する。図1は、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造工程を示す概略図で、(A)は、前段として、未硬化FRPの熱可塑性樹脂被覆及び扁平賦形、冷却までを、(B)は、加熱硬化、巻取りまでの後段を示しており、図面において、工程を前段、後段に分けたのは、紙幅の都合であって、両工程は途切れることなく連続している。
図1(A)及び(B)においては、図の右側から左に工程が移動することを示している。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法は、特に、有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)の前段階で、有機合成繊維からなる補強繊維束を当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下で、複数の非回転棒(以下「開繊バー」或いは「テンションバー」或いは単に「バー」ということがある)に接触させ、内在している繊維の入れ違い、タルミ、もつれ等のひずみにより発生する繊維束としての撚り、捻れを発現させず、補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入すること、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆する被覆工程(3)において、矩形状未硬化線条物の外周に接触する前においてコーン状熱可塑性樹脂の内部側を減圧状態として被覆すること、を特徴としている。開繊バーは通常、強度、耐久性の点から金属製のバーが好ましく、セラミックス等の材料からなるものであってもよい。また張力が280cNを超えると張力が大き過ぎて、内在ひずみをかえって絡みに変えてしまい、結果として捻れを発現させてしまう結果となる。一方、張力が40cNを下まわると、内在ひずみが除去されることなく、そのまま絞り成形工程に持ち込まれ、捻れ等として発現されるので良くない。
【0011】
先ず、本発明者らは、補強繊維の開繊について、以下の実験を行い、補強繊維束には、捻れ(撚り)がないことが望ましいが、撚り数が0.5回/m以下であれば開繊が可能であることを知得した。
【0012】
FRPを構成する補強繊維に対して、熱可塑性樹脂被覆FRP線条物の製造工程で撚り(捻り)が入るのを防ぐには、当該補強繊維が巻かれている巻軸(ボビン)を回転することなく巻軸方向に取り出す、いわゆる縦取りは、1回(1周)繰り出す毎に繊維に1回撚りが加わるため適当ではなく、巻取りボビンを回転させながら、或いは巻取りボビンが回転しながら回転方向に取り出す、いわゆる横繰り出し(横取り)が必須条件である。
しかしながら、単に、通常の横繰り出しを行っただけでは、撚りの回避は出来ない。
何故なら、一般的な連続繊維フィラメントは、その製造段階において、紡糸後の水冷却工程や、加熱延伸工程等で、構成する多数の単繊維間で、必ずもつれ(単繊維間の長さの違い等に起因する繊維長の不揃い部等)が発生し、これらが内在しており、繰出し時にテンションをかけた際、もつれた部分が戻ろうとして繊維全体の捻れ、すなわち撚りに発展するためである。これは補強繊維が連続状のマルチフィラメントヤーンであることから発生する固有の課題である。
そこで、まず繊維の繰り出しテンションと捻れ量の関係を、以下の方法で調査した。
【0013】
(繊維繰り出し時のテンションと捻れ(撚り)の関係)
図2に示すように芳香族アラミド繊維のマルチフィラメント(東レデュポン社製:ケブラー29、1670dtex/1000f)が巻かれたボビンBから、繊維Fを真直ぐ20m繰出し、ボビンBと先端部H間に所定のテンションを掛けたまま先端を把持した状態で、2本の非回転バーRで繊維Fの上下をしっかり挟み、バーを先端側へ逐次平行移動し、その間に存在する撚りを先端側へ移動させ、最先端側に撚りが溜まった状態とした。2本のバーによる繊維の把持を維持し、かつ水平に固定した状態で、先端の把持部Hに溜まった撚りが戻る方向に回転させて、撚りがなくなる迄の回転数nを測定し、さらに、回転数nを20mで除して、1m当たりの撚り数(T/m)を求めた。
なお、繊維束へのテンションの負荷は、図2における先端部Hの左方に設けた滑車状糸ガイド(図示省略)を介して、繊維束端に設けたフック部に錘を吊るす方法を採用し、錘の重量を種々変えて荷重を変化させた。
【0014】
図3は、繊維に負荷するテンションを変化させた場合の撚り(回転数/20m)との関係を示すグラフであり、テンション500cNまではリニアな関係にあり、テンションが高い状態では、捻れが入り易いことが確認された。
【0015】
また、補強繊維の捻れを防止するためには、補強繊維を開繊状態にすることが有効であることが知得された。捻れを防止するために繊維を開繊する検討を行ったところ、繊維をバーに押し当てるだけという簡単な方法で開繊できることが分かった。ただし、この開繊方法では、バーに入る時の繊維の捻れを0.5回転/m以下に抑えないと開繊しきれないことが確認され、繊維束の捻れ或いは撚りを0.5回/m以下にするには、先の図3のグラフより、テンションを280cN以下にすればよいことが判明した。
本発明の製造方法において、「実質的に無撚り状態に開繊」とは、補強繊維束が撚り或いは捻れを全く有しないか、有していても1m当たり0.5回以下であることをいう。
【0016】
繰り出し工程の張力調整は、図4に示すように、巻取りボビンからボビン回転方向に繰り出された補強繊維束Fを第1のテンションバーTB1上を経由させ、次いで張力調整のため上下に遥動可能な張力調整ガイドバー(以下「ダンサー」という。)DBの下半側と接触させ、しかる後スリット状ガイドGを介して、補強繊維束を40m/分所定の速度で走行させ、スリット状ガイドGにおける補強繊維束の開繊性を、ダンサー(揺動子)DBの回転の有無、外径等を変化させ、開繊性との関係を確認する実験を行った。テンションを90cNとした場合の、ダンサーDBの形状と開繊性の関係をまとめて表1に示す。なお、評価は、補強繊維束は、少なくとも繊維幅が10mm以上に開繊していれば捻れが見られないことから、10mm以上に開繊している場合を「○」、10mm未満を「×」とした。
なお、開繊度合いは、スリット状ガイドGにおける繊維の拡がり幅をノギスで測定した。
補強繊維束の拡がり幅をフィラメント数で除した数値を糸幅率とすれば、糸幅率は、8〜12μm/フィラメントが好ましく、9〜11μm/フィラメントが特に好ましいことが確認された。
【0017】
【表1】

【0018】
表1に示すように、ダンサー形状が、(i)ローラー等の回転物である場合は、その外径に関係なく繊維束が捻れ、開繊性評価が不良である。(ii)ダンサー形状が固定バーであっても、径が大きいもの(φ40mm)は繊維束が捻れ、開繊性評価が不良である。固定バーとは表面が回転しない棒状のテンションバーのことである。(iii)第1のテンションバーTB1も回転するものを用いると繊維束が捻れる。(iv) 第1のテンションバーTB1は、固定バーであっても、径が太いものは繊維束が捻れる。(v)φ15mm以下の固定バーを使用すると繊維が10mm以上に開く開繊が起こるようになり、繊維束の捻れが見られなかった。
以上の実験結果から、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法においては、概略図4に示すようなガイド類の配置として、補強繊維束の走行ライン中には、U字型等の湾曲状凹部の様な、繊維がまとまるような部分は排除し、繊維を繰り出したら素早く開繊し、そのまま含浸、絞り工程まで持っていくことにより、捻れをなくすことができることを知得した。
【0019】
また、直径15mmの固定バーについて、表面がハードクロムメッキの鏡面加工品と、それをサンドペーパーで表面を段階的に荒らしたものを用意して繰り出しテスト行ったところ、サンドペーパーで荒らした固定バーには、毛羽や繊維由来の収束剤が付着・堆積していった。したがって、固定バーの表面は、収束剤の付着を防ぐ観点から、表面粗度Raが1μm以下の表面とすることが好ましい。
【0020】
次に本発明の熱可塑性樹脂被覆FRP線条物の製造方法の第2の特徴である被覆工程について詳述する。図1(A)に示すように開繊状態で熱硬化性樹脂組成物が収容された含浸槽5中に導かれた補強繊維束Fは、含浸槽中のガイドを経て、未硬化状線状物1aとして矩形の断面が段階的に最終的な矩形形状に収斂するように配置された矩形の孔形状を有する絞りノズル群6を経て、熱可塑性樹脂被覆用の溶融押出機7のクロスヘッド部8に配置され、その先端部が所定の絞り形状である図5に示す最終絞りノズル60で矩形に賦形され、クロスヘッド部8を通過させることによって熱可塑性樹脂被覆が施される。
図5は、未硬化状線状物1aが、絞りノズル群6a〜6dを経て、クロスヘッド8に装着された最終絞りノズルに導かれる状態を上部から眺めた平断面図で示している。最終絞りノズル60は、クロスヘッドからの熱で加熱されるので、未硬化線状物の樹脂が硬化するのを防ぐため水による循環冷却をするため二重ジャケットになっており、給水パイプ61と排水パイプ62とを備えている。
【0021】
一方、熱可塑性樹脂被覆は、図5に示すように、溶融押出機7の先端に取り付けられたクロスヘッド8において、導管部90を経て、円環状のダイス91から溶融樹脂を押出し、未硬化線状物の外周を継ぎ目なく被覆することによって行われる。
この被覆に際して、図6に示すように、円環状ダイス91から吐出された被覆樹脂は、最終絞りノズルを経て連続的に供給される未硬化線状物1aの外周と接触する前においてコーン状熱可塑性樹脂95の内部側94を、パイプ93に接続された減圧ラインにより減圧状態とする必要がある。減圧度は、当該減圧操作によって、未硬化線状物と被覆樹脂との接触点Tを、ダイス91の出口面から所定の距離(10±4mm)となるように調整することによって被覆外形の変動を抑制し、かつ、未硬化状線条物1aに随伴する空気や、熱硬化性樹脂組成物中の揮発ガス等を吸引することによって、被覆部の発泡や、熱硬化性樹脂組成物を発生源として蓄積された異物等による被覆破れ等の工程トラブル、製品欠陥等を防止するのに十分な減圧度とする必要がある。
減圧度は、−1〜−15kPaが好ましい。未硬化状線状物の外周と熱可塑性樹脂被覆とを接触させ被覆した後、上下一対の平行ロール9で挟圧して偏平状に賦形(サイジング)し、未硬化状熱可塑性樹脂被覆FRP線条物1bとして冷却水槽10へ送り出される。
【0022】
次いで未硬化状熱可塑性樹脂被覆FRP線条物1bは、図1(B)に示す如く、両端がシールされた加圧した水蒸気加熱硬化槽11に挿通して、内部の熱硬化性樹脂を硬化し、以後、冷却水槽(図1(B)、12)で冷却された略矩形状の熱可塑性樹脂被覆FRP線条物素線1とした後、巻取り機14によりボビンに巻き取られる。なお、図1(B)では、線条物の引取り装置としてネルソンローラー13を用いているが、引取り装置は、ネルソンタイプに限らず、ベルトタイプやキャタピラタイプの装置であってもよい。
また、以上の図1においては、1本の略矩形状の熱可塑性樹脂被覆FRP線条物を製造する方法を示しているが、クロスヘッドダイ部に最終絞りノズルを複数本装着可能な構造とし、かつ、絞り成形された複数本未硬化状線条物を個別に熱可塑性樹脂被覆が可能な被覆ダイス構造とすること等によって、複数本の同時生産が可能にすることができ、この場合は、生産性の向上を図ることができる。
【0023】
以下、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法に使用できる原材料について説明する。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法に使用できる補強繊維としての有機合成繊維は、芳香族ポリアミド繊維(アラミド繊維)、ポリアリレート繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、ポリパラフェニレンベンゾビスチアゾール(PBT)繊維等を挙げることができる。
また、これらの有機合成繊維は、引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上であるものが好ましい。
引張弾性率が360cN/dtex以上であれば、光ファイバケーブルのテンションメンバとして、光ファイバ心線を保護するための高い抗張力を有しており、破断時の伸度が3.5%以上であればFRPが曲がり難くなることが少なく、ドロップ光ファイバケーブル化後の取り扱いや配線工事等に支障のない、十分な耐座屈性能を保有できる。
さらにより好ましい引張弾性率は、480cN/dtex以上である。
【0024】
使用する有機合成繊維としては、構成する単繊維径が10〜15μmで、複数のヤーンを合撚していない、いわゆるマルチフィラメント状のものが望ましく500〜2000dtexが使用される。この場合、番手の大きいもの、つまり2000dtexを超える補強繊維を用いた場合、FRPとした際の矩形性に悪影響を及ぼし、後の熱可塑性樹脂による薄肉被覆成形工程において、均一な被覆を行うことが難しくなる。また、単糸の引き揃えが悪くなり、FRP化した際に引張性能が不十分となるおそれがある。一方、500dtex以下のヤーンも市販されているが、工程が煩雑となる上、コスト上昇につながり経済的でない。また、有機合成繊維は、細径化及び軽量化を目的として使用されてきた実績から芳香族ポリアミド繊維が好ましい。芳香族ポリアミド繊維としては、メタ系、パラ系に大別されその種類を問わないが、例えば、東レ・デュポン株式会社から販売されているポリパラフェニレンテレフタルアミド繊維(商品名「ケブラー」)、帝人株式会社から販売されているパラ系アラミド繊維「テクノーラ」及び「トワロン」等のアラミド繊維を例示できる。
【0025】
FRP線条物の補強繊維の体積含有率は、要求される物性により決定されるが、より細径化を目的とする本願発明においては、概ね55〜70Vol.%程度とすることが好ましく、即ち補強繊維の体積含有率と補完関係にある樹脂含有率は45Vol.%以下、30%Vol.以上とすることが、熱可塑性樹脂被覆直後の挟圧ロールによるサイジングでの絞り現象の発生等が起こり難く、好ましく、また硬化後に得られるFRPの機械的物性の低下を抑制することが出来る。
【0026】
また、本発明の熱可塑性樹脂被覆FRP線条物において、補強繊維としての有機合成繊維の結着に使用できる熱硬化性樹脂は、テレフタル酸系又はイソフタル酸系の不飽和ポリエステル樹脂、ビニルエステル樹脂(エポキシアクリレート樹脂など)またはエポキシ樹脂などが一般的であり、これらに硬化用触媒などを添加して使用されるが、とりわけビニルエステル樹脂(エポキシアクリレート樹脂など)が耐熱性などの物性の点から好ましい。
【0027】
熱硬化性樹脂組成物には、炭酸カルシウムを添加することができる。炭酸カルシウムの平均粒径は、樹脂含浸槽での沈降や熱可塑性樹脂被覆破れの防止、FRP部での均一分散性等の観点から、3μm以下のものが好ましい。
炭酸カルシウムの添加量は、熱硬化性樹脂100質量部に対して、0.5〜3質量部である。添加量が0.5〜3質量部の範囲であれば、熱可塑性樹脂被覆FRP線条物の寸法変動率が低く、良好な最小曲げ特性を備え、ドロップ光ファイバケーブルのテンションメンバとしての使用が可能である。
【0028】
未硬化状FRP線条物1aの被覆層に用いる熱可塑性樹脂は、図9に示す本体被覆部47の熱可塑性樹脂と相溶性のある樹脂から選択される。また、熱可塑性樹脂被覆FRP線条物の製造工程において、FRP部の外周の状態や、被覆熱可塑性樹脂層の偏肉等が確認し易い点から、透明な熱可塑性樹脂を用いることが好ましい。
【0029】
さらに、被覆層に用いる熱可塑性樹脂は、FRP部とのアンカー接着構造を得るため、熱硬化性樹脂の加熱硬化時に内周が、溶融状ないし軟化状態を呈することが望ましく、硬化温度110〜150℃の範囲に融点または軟化点を有する、ポリオレフィン系樹脂がより好適である。
アンカー接着の度合いは、被覆層に用いた熱可塑性樹脂からのFRP部の引抜力が10N/10mm以上であることが好適である。
【0030】
被覆層の厚みを、0.02〜0.1mm程度の厚みとするには、薄膜成形性の良い樹脂が望ましく、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)などが好適である。
【0031】
LLDPEを用いる場合には、次の様な特性を有するものを用いることがより好ましい。その特性とは、JIS K6760によるメルトインデックスMIが2g/10min以上、密度0.920〜0.940g/cm3、JIS Z1702による引張試験において、引張強度が30 MPa以上であり、1%モジュラスが150〜250 MPaの範囲の値を有するものが好ましい。
また、MIが2g/10min以上の範囲にある異なるMFRの2種の樹脂を混合して使用してもよい。なお、MIの上限は、概ね4g/10minである。
【0032】
得られた熱可塑性樹脂被覆FRP線条物は、この後必要に応じて更に成型用加熱金型ブロック等を通過させ、矩形状に整形することも出来る。
【0033】
本発明は、前記製造方法で得られた熱可塑性樹脂被覆FRP線条物及び同熱可塑性樹脂被覆FRP線条物を用いたドロップ光ファイバケーブルをも提供する。
図9は、本発明の光ファイバケーブルの一例を示す断面模式図である。同図に示すドロップ光ファイバケーブル1は、光ファイバ心線42と、熱可塑性樹脂被覆FRP線条物からなるテンションメンバ43と、メッセンジャーワイヤー44とを備えている。
【0034】
テンションメンバ43は、FRPからなる芯部45を、熱可塑性樹脂被覆層46で被覆した偏平な略矩形状断面に形成されていて、一対のテンションメンバ43が、光ファイバ心線42の上下方向に所定の間隔を置いて、これを挟むようにして、同軸上に配置されている。
【0035】
メッセンジャーワイヤー44は、一方のテンションメンバ43の上に配置されていて、光ファイバ心線42、テンションメンバ43は、熱可塑性樹脂製の本体被覆部47により一括被覆した構成を備えている。本体被覆部47には、光ファイバ心線42の両側に位置に対応して、一対のノッチ48が対向するように形成されている。また、メッセンジャーワイヤー44は、それ以外の部分と分離できるように、細幅部49で連結されている。
【実施例】
【0036】
以下、本発明を実施例に従ってより具体的に説明するが、本発明は下記実施例に制限されるものではない。
【0037】
実施例1
図1(A)に示す工程において、補強繊維としてパラ系芳香族アラミド繊維のマルチフィラメント(東レデュポン社製:ケブラー29 1670dtex/1000f、破断伸度3.6%、引張弾性率490cN/dtex)が巻かれたボビンBから、ダンサー3の繰出しテンションを200cNとして繰出し、ビニルエステル樹脂(昭和高分子製、R−3130)100質量部と、熱硬化性触媒として化薬アクゾー社製の商品名「カドックスBCH50」4質量部、及び「カヤブチルB」1質量部の混合触媒を添加した未硬化状熱硬化性樹脂を収容した含浸槽5に導き、補強繊維束Fに熱硬化性樹脂を含浸させた後、段階的に形状を減少させた絞りノズル群6を経て、最終絞りノズルで1.18×0.15mmの矩形絞りノズルを通過させ、樹脂含有率を30容積%とした。直鎖状低密度ポリエチレン(日本ユニカー社製LLDPE、NUCG5361、MI=4)を円環状のダイスから押出温度170℃で溶融押出し、減圧度−10kPaで被覆厚み約0.1mmに被覆し、間隙1.40mmの平行サイジングローラ10で加圧した後、引き続いて、冷却槽11に導いて熱可塑性樹脂被覆層を冷却した。
【0038】
しかる後、0.4MPa(概ね145℃)の水蒸気圧加熱硬化槽12に40m/minの速度で導いて、硬化させた。引き続き冷却水槽13を通過させ冷却した。硬化、冷却後の被覆形状が1.40×0.34mmで、FRPの外形は1.26×0.14mmの線条物1を得た。同図に示す断面拡大写真から分かるように、断面の上下の長辺は相互に平行で、円環状ダイスで被覆したことを反映して、均一厚みで被覆されており、短辺は、R状を呈していた。
【0039】
実施例2
実施例1において、補強繊維束Fの張力を100cNとして開繊維した補強繊維束を含浸槽に導入した他は、実施例1と同様にして、熱可塑性樹脂被覆FRP線条物を得た。得られた熱可塑性樹脂被覆FRP線条物の形状及び物性は実施例1と同様であった。
【0040】
比較例1、2
実施例1において、補強繊維束Fの張力を300cN(比較例1)、400cN(比較例2)として開繊維した補強繊維束を含浸槽に導入した他は、実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た。比較例1及び2共に、製造工程において、補強繊維束の捻回が観察され、製品は被覆線状物の長手方向に補強繊維のもつれ部が観察された。FRPの断面形状は上面と下面が平行な略矩形状ではなく、光ファイバケーブルの製造工程での不具合が懸念された。
【0041】
実施例3,4及び比較例3,4
実施例1において、熱可塑性樹脂被覆時の減圧度を−15kPa(実施例3)、減圧度0kPa(比較例3)、また、実施例1において被覆樹脂のMIを2.4g/10min(日本ユニカー社製LDPE、NUC8321)(実施例4)、1.2g/10min(日本ユニカー社製LLDPE、NUCG7651)(比較例4)とした他は実施例1と同条件で熱可塑性樹脂被覆FRP線条物を得た。実施例3及び4による熱可塑性樹脂被覆FRP線条物は、実施例1と同様の良形状のものであったが、減圧度が0kPaの比較例3では、未硬化状線条物に随伴して空気を持ち込んだ状態で被覆されるため、硬化時に発泡して被覆破れが起こるため、連続生産が不可能であった。MIを1.2g/10minとした比較例4においては、上下面での被覆厚みが不均一(即ち偏肉)となり、その結果被覆切れが発生し、長尺生産は、1000m程度が限度であった。
【0042】
実施例5,及び6
実施例1において、最終絞りノズルの、孔の幅及び厚み寸法を0.97×0.21mmに変更し、実施例1よりノズル孔の断面積を大きくし、減圧度を−5kPaとした以外は実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た(実施例5)。得られたFRP部の樹脂含有率は42Vol.%で、幅及び厚み寸法は1.02×0.20mmであった。
次に熱硬化性樹脂組成物に日東粉化工業株式会社製炭酸カルシウム(NS#200、平均粒径約2.0μm)を1質量部添加した樹脂組成とし、減圧度を−10kPaとした以外は実施例5と同様にして熱可塑性樹脂被覆FRP線条物を得た(実施例6)。得られたFRP部の樹脂含有率は41Vol.%で、幅及び厚み寸法は1.02×0.20mmであった。
実施例5及び6のいずれの熱可塑性樹脂被覆FRP線条物もFRP形状は良好であった。
【0043】
比較例5
実施例1において、最終絞りノズルの、孔の幅及び厚み寸法を1.10×0.25mmに変更し、実施例1よりノズル孔の断面積を大きくした以外は実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得たが、得られたFRP部の樹脂含有率は57Vol.%で、平行サイジングローラ10で加圧サイジングする際に熱硬化性樹脂が被覆ダイス側に逆流し、この熱硬化性樹脂が溶融状被覆コーンに接触したため被覆破れが発生した。その結果連続生産が不可能であった。
【0044】
比較例6
絞りノズル群及び最終絞りノズルを円形状とし、最終絞りノズルの孔形状をφ0.48mmとした以外は、実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た。得られたFRP部の樹脂含有率は31Vol.%で、断面形状は図8の断面写真に示す如くであって、長辺の上下二辺が平行ではなく、楕円状であり、FRP部においても、補強繊維の存在が不均一となり、塊状の熱硬化性樹脂が点在し、本発明の実施例1によるFRP部と比較して、形状の均一性が劣っていた。
以上の実施例、比較例の条件及び形状等について、まとめて表2に示す。
【0045】
【表2】
【0046】
比較例の製造条件では補強繊維のもつれの発生、減圧度に起因する発泡現象の発生、熱可塑性被覆樹脂の破れ発生、FRP内部の補強繊維の不均一等が発生した。一方、実施例の条件ではいずれも製造上の問題は発生せず、従来製造できなかったFRP部が矩形状であり、かつ短辺が0.3mm未満のFRP熱可塑性被覆線状物が得られた。
【産業上の利用可能性】
【0047】
本発明の製造方法によれば、略矩形状の熱可塑性樹脂被覆FRP線条物であって、略矩形の断面の長辺側の上下二辺が相互に平行で、かつ補強繊維が均一に分散された略矩形状の熱可塑性樹脂被覆FRP線条物を生産性よく、かつ高い歩留まりで得ることができるので、ドロップ光ファイバケーブルのテンションメンバ等や、細径のFRP線条物の製造方法として有効に利用できる。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物は、長手方向に均一性を有しているので、これをドロップ光ファイバケーブルのテンションメンバとして使用する場合にも、製造上のトラブルや、品質上の問題のない、生産性及び品質の安定したドロップ光ファイバケーブル用テンションメンバとして有効に利用できる。
本発明による光ファイバケーブルは、最小曲げ半径が小さい、軽量、細径化されたノンメタリック型のドロップ光ファイバケーブルとして有効に利用できる。
【符号の説明】
【0048】
1、43 熱可塑性樹脂被覆FRP線条物(被覆付きFRPTM)
1a 未硬化状FRP線条物
1b 熱可塑性樹脂被覆未硬化状FRP線条物
2 テンションバー
3 張力調整ガイド
4 ガイドバー
5 樹脂含浸槽
6 絞りノズル群
7 溶融押出機
8 クロスヘッド部
9 平行ロール
10 冷却水槽
11 加熱硬化槽
12 冷却水槽
13 ネルソンローラー(引取機)
14 巻取り装置
41 ドロップ光ファイバケーブル
42 光ファイバ心線
43 略矩形状被覆付きFRPTM
44 メッセンジャーワイヤー(支持線)
45 FRP部
46 被覆部
47 本体被覆部
48 ノッチ
49 細幅部
60 最終絞りノズル
61 給水パイプ
62 排水パイプ
90 樹脂導管部
91 円環状ダイス
93 減圧用パイプ接続端
94 コーン状熱可塑性樹脂の内部
95 コーン状熱可塑性樹脂(被覆コーン)
F 補強繊維束
B ボビン
R 2本の非回転バー
H 先端部
TB1 第1のテンションバー
DB ダンサー(揺動子)
G スリット状ガイド
T 未硬化線状物と被覆樹脂との接点
【技術分野】
【0001】
本発明は、ノンメタリック型のドロップ光ケーブル用テンションメンバなどとして用いられる略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、同FRP線条物を用いたドロップ光ファイバケーブルに関するものである。
【背景技術】
【0002】
情報化社会が到来し、インターネットなどの伝送情報容量の増大化に伴い、ビル、住宅など加入者へ光ファイバケーブルを敷設する、いわゆるFTTH化が急速に進展している。
FTTH用ドロップ光ファイバケーブルとして、テンションメンバ(以下、TMということがある。)に金属線を使用したものが提案されているが、雷によるサージングを回避するためにアースが必要となり、アース工事の手間と工事費用が嵩み、各家庭への普及において問題があった。
そこで、金属線のTMに代えてFRP(繊維強化合成樹脂)線などのノンメタリックTMを使用することによりアース工事が不要となるノンメタリック型のドロップ光ファイバケーブルが検討され、現在、このノンメタリック型のドロップ光ファイバケーブルが主流となっている。
【0003】
従来のノンメタリックドロップ光ファイバケーブルにおいて、FRPのテンションメンバは、一般に丸形断面が主流であった(例えば、特許文献1)。
しかしながら、テンションメンバがFRPであると、金属線と比較して大きな曲げ直径で容易に折損し易いというマイナス面があるので、これを克服する方法として、本出願人は、熱硬化性樹脂が未硬化状のFRPの外周に内、外層の2層の被覆層を形成し、その後にFRP部を加熱硬化し、しかる後、外層の被覆部のみを剥離除去する熱可塑性樹脂被覆付きFRPの製造方法を提案した(特許文献2)。この特許文献2に記載のドロップ光ケーブル用FRPの製造方法によれば、FRPの断面形状を矩形とすることにより、FRPの短辺が0.3mm程度で、ガラス繊維ヤーン等の複数の補強繊維束を用いると、最小曲げ直径が小さく、抗収縮力にも優れたテンションメンバを提供できるが、短辺が0.3mm未満で、補強繊維束として少本数、特に1本の有機合成繊維束を用いる場合は、均一な扁平度の矩形状FRPを得ることが難しいことが判明した。
【0004】
より具体的には、ガラス繊維と比較して高い引張り強度と小径に曲げた際の折れ難さから、フィラメント状の有機合成繊維を補強繊維束として使用する場合に、繊度が低い補強繊維束を複数本使用すると、本来的に繊度が低い補強繊維束は製造コストの上昇により高価なので、結果的にFRPのコスト上昇を招く。また、FRPの製造において、補強繊維束の本数は少ないほうが取り扱いの工数も少なく、作業性がよい。さらに、有機合成繊維の種類によっては、1000〜4000dtex程度のマルチフィラメントのみで細繊度のものは存在しないものもあるので、繊度の高いマルチフィラメントを使用せざるを得ないという事情もある。また、低繊度の補強繊維束を、複数本を用いる場合は、取扱い本数が増えることによるクリールへの取り付け作業工数の増加、また、FRP内において補強繊維が均一に分散し難い等の問題があり、とくに短辺の小さな矩形状FRPの製造においては、使用する補強繊維の分散不良や、捻れの発生等の問題が存在していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−163501号公報
【特許文献2】特開2005−157159号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
以上、従来においては、特にFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法についての提案はなされていなかった。本発明者らは、光ファイバケーブル用テンションメンバとしての更なる軽量化や、最小曲げ直径の低下の要請に応じた良断面形状のFRPテンションメンバを、連続的に生産性よく製造する方法を鋭意検討した結果、(i)製造工程での補強繊維束の捻れを抑制すること、(ii)FRP断面において繊維の偏りをなくし、形状及び寸法を一定に保つこと、(iii)熱可塑性樹脂被覆層の被覆厚みを全周にわたって均一に制御すること、が必要であることを知得し、これらの具体的な技術を開発することを課題として、本願発明を完成した。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明者らは、補強繊維束に付加するテンションを制御して補強繊維を開繊状態にして熱硬化性樹脂含浸槽に導き、樹脂含浸補強繊維を所定の矩形状に絞り成形した後、熱可塑性樹脂被覆工程において、円環状ダイスから吐出された被覆コーン部内周側を減圧として被覆することで前記課題が解決されることを見出した。
すなわち、本発明は、
〔1〕 有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)、熱硬化性樹脂組成物を含浸させた補強繊維束を矩形の孔形状を有する絞りノズルを使用し、所定の矩形状に賦形する絞り成形工程(2)、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆層を形成する被覆工程(3)、所定の間隙の平行ロールで挟圧して扁平状に賦形するサイジング工程(4)、前記被覆層を冷却水槽に導いて冷却固化する冷却固化工程(5)、前記熱硬化性樹脂を硬化させる加熱硬化工程(6)を含むFRP線条物の製造方法であって、
前記含浸工程(1)は、有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、FRP線条物の樹脂含有率を45重量%以下とし、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔2〕前記含浸工程(1)は、補強繊維束を実質的に無撚り状態に開繊する手段が、補強繊維束を繰り出す巻取りボビンから熱硬化性樹脂を収容した含浸槽導入前の補強繊維束のガイド間に、張力調整ガイドを設け、かつ、張力調整ガイドを含む全てのガイドを直径20mm以下の非回転のガイドバーとし、表面粗度Raを1μm以下としてなる、前記〔1〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔3〕前記ガイドバーは、鏡面加工ハードクロムメッキを施してなる、前記〔2〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔4〕前記熱硬化性樹脂がビニルエステル樹脂である前記〔1〕〜〔3〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔5〕有機合成繊維の引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上である前記〔1〕〜〔4〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔6〕有機合成繊維が芳香族ポリアミド繊維である前記〔1〕〜〔5〕のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法、
〔7〕前記〔1〕〜〔6〕のいずれかに記載の製造方法により得られたことを特徴とする略矩形状の熱可塑性樹脂被覆FRP線条物、及び
〔8〕前記〔7〕に記載の略矩形状の熱可塑性樹脂被覆FRP線条物をテンションメンバとして使用してなることを特徴とするドロップ光ファイバケーブル、を提供するものである。
【発明の効果】
【0008】
本発明の製造方法によれば、略矩形の断面の長辺側の上下二辺が相互に平行で、かつ補強繊維が均一に分散された略矩形状のFRPを有する熱可塑性樹脂被覆FRP線条物を生産性よく、かつ高い歩留まりで得ることができる。
本発明の略矩形状のFRPを有する熱可塑性樹脂被覆FRP線条物は、被覆線状物としても略矩形の形状をしており、また長手方向に均一な性状を有しているので、これをドロップ光ファイバケーブルのテンションメンバとして使用する場合にも、ドロップ光ファイバケーブル用のテンションメンバとしてケーブル長手方向に垂直な断面において製品ケーブルとして、テンションメンバの性能が充分発揮される上で必要な、ケーブル断面の所望の位置、角度に導入することが容易にでき、製造上のトラブルや、品質上の問題のない、生産性及び品質の安定したドロップ光ファイバケーブルを提供することができる。
【図面の簡単な説明】
【0009】
【図1】(A)本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造工程の前半の一例を示す説明図、(B)同後半を示す説明図である。
【図2】補強繊維束の捻れ(撚り)数の測定方法の説明図である。
【図3】テンションと撚り数の関係を示すグラフである。
【図4】補強繊維束へのテンション付与と開繊状況の説明図である。
【図5】未硬化状FRPを熱可塑性樹脂被覆するダイス部の説明図である。
【図6】熱可塑性樹脂被覆直後の状況説明図である。
【図7】実施例1により得られた略矩形状熱可塑性樹脂被覆FRP線条物の断面拡大写真である。
【図8】比較例6による略矩形状熱可塑性樹脂被覆FRP線条物の断面拡大写真である。
【図9】本発明に係る略矩形状熱可塑性樹脂被覆FRP線条物を用いたドロップ光ファイバケーブルの一例を模式的に示す断面図である。
【発明を実施するための形態】
【0010】
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法は、請求項1に記載のとおりである。本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法の実施の形態について添付図面を参照にして説明する。図1は、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造工程を示す概略図で、(A)は、前段として、未硬化FRPの熱可塑性樹脂被覆及び扁平賦形、冷却までを、(B)は、加熱硬化、巻取りまでの後段を示しており、図面において、工程を前段、後段に分けたのは、紙幅の都合であって、両工程は途切れることなく連続している。
図1(A)及び(B)においては、図の右側から左に工程が移動することを示している。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法は、特に、有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)の前段階で、有機合成繊維からなる補強繊維束を当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下で、複数の非回転棒(以下「開繊バー」或いは「テンションバー」或いは単に「バー」ということがある)に接触させ、内在している繊維の入れ違い、タルミ、もつれ等のひずみにより発生する繊維束としての撚り、捻れを発現させず、補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入すること、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆する被覆工程(3)において、矩形状未硬化線条物の外周に接触する前においてコーン状熱可塑性樹脂の内部側を減圧状態として被覆すること、を特徴としている。開繊バーは通常、強度、耐久性の点から金属製のバーが好ましく、セラミックス等の材料からなるものであってもよい。また張力が280cNを超えると張力が大き過ぎて、内在ひずみをかえって絡みに変えてしまい、結果として捻れを発現させてしまう結果となる。一方、張力が40cNを下まわると、内在ひずみが除去されることなく、そのまま絞り成形工程に持ち込まれ、捻れ等として発現されるので良くない。
【0011】
先ず、本発明者らは、補強繊維の開繊について、以下の実験を行い、補強繊維束には、捻れ(撚り)がないことが望ましいが、撚り数が0.5回/m以下であれば開繊が可能であることを知得した。
【0012】
FRPを構成する補強繊維に対して、熱可塑性樹脂被覆FRP線条物の製造工程で撚り(捻り)が入るのを防ぐには、当該補強繊維が巻かれている巻軸(ボビン)を回転することなく巻軸方向に取り出す、いわゆる縦取りは、1回(1周)繰り出す毎に繊維に1回撚りが加わるため適当ではなく、巻取りボビンを回転させながら、或いは巻取りボビンが回転しながら回転方向に取り出す、いわゆる横繰り出し(横取り)が必須条件である。
しかしながら、単に、通常の横繰り出しを行っただけでは、撚りの回避は出来ない。
何故なら、一般的な連続繊維フィラメントは、その製造段階において、紡糸後の水冷却工程や、加熱延伸工程等で、構成する多数の単繊維間で、必ずもつれ(単繊維間の長さの違い等に起因する繊維長の不揃い部等)が発生し、これらが内在しており、繰出し時にテンションをかけた際、もつれた部分が戻ろうとして繊維全体の捻れ、すなわち撚りに発展するためである。これは補強繊維が連続状のマルチフィラメントヤーンであることから発生する固有の課題である。
そこで、まず繊維の繰り出しテンションと捻れ量の関係を、以下の方法で調査した。
【0013】
(繊維繰り出し時のテンションと捻れ(撚り)の関係)
図2に示すように芳香族アラミド繊維のマルチフィラメント(東レデュポン社製:ケブラー29、1670dtex/1000f)が巻かれたボビンBから、繊維Fを真直ぐ20m繰出し、ボビンBと先端部H間に所定のテンションを掛けたまま先端を把持した状態で、2本の非回転バーRで繊維Fの上下をしっかり挟み、バーを先端側へ逐次平行移動し、その間に存在する撚りを先端側へ移動させ、最先端側に撚りが溜まった状態とした。2本のバーによる繊維の把持を維持し、かつ水平に固定した状態で、先端の把持部Hに溜まった撚りが戻る方向に回転させて、撚りがなくなる迄の回転数nを測定し、さらに、回転数nを20mで除して、1m当たりの撚り数(T/m)を求めた。
なお、繊維束へのテンションの負荷は、図2における先端部Hの左方に設けた滑車状糸ガイド(図示省略)を介して、繊維束端に設けたフック部に錘を吊るす方法を採用し、錘の重量を種々変えて荷重を変化させた。
【0014】
図3は、繊維に負荷するテンションを変化させた場合の撚り(回転数/20m)との関係を示すグラフであり、テンション500cNまではリニアな関係にあり、テンションが高い状態では、捻れが入り易いことが確認された。
【0015】
また、補強繊維の捻れを防止するためには、補強繊維を開繊状態にすることが有効であることが知得された。捻れを防止するために繊維を開繊する検討を行ったところ、繊維をバーに押し当てるだけという簡単な方法で開繊できることが分かった。ただし、この開繊方法では、バーに入る時の繊維の捻れを0.5回転/m以下に抑えないと開繊しきれないことが確認され、繊維束の捻れ或いは撚りを0.5回/m以下にするには、先の図3のグラフより、テンションを280cN以下にすればよいことが判明した。
本発明の製造方法において、「実質的に無撚り状態に開繊」とは、補強繊維束が撚り或いは捻れを全く有しないか、有していても1m当たり0.5回以下であることをいう。
【0016】
繰り出し工程の張力調整は、図4に示すように、巻取りボビンからボビン回転方向に繰り出された補強繊維束Fを第1のテンションバーTB1上を経由させ、次いで張力調整のため上下に遥動可能な張力調整ガイドバー(以下「ダンサー」という。)DBの下半側と接触させ、しかる後スリット状ガイドGを介して、補強繊維束を40m/分所定の速度で走行させ、スリット状ガイドGにおける補強繊維束の開繊性を、ダンサー(揺動子)DBの回転の有無、外径等を変化させ、開繊性との関係を確認する実験を行った。テンションを90cNとした場合の、ダンサーDBの形状と開繊性の関係をまとめて表1に示す。なお、評価は、補強繊維束は、少なくとも繊維幅が10mm以上に開繊していれば捻れが見られないことから、10mm以上に開繊している場合を「○」、10mm未満を「×」とした。
なお、開繊度合いは、スリット状ガイドGにおける繊維の拡がり幅をノギスで測定した。
補強繊維束の拡がり幅をフィラメント数で除した数値を糸幅率とすれば、糸幅率は、8〜12μm/フィラメントが好ましく、9〜11μm/フィラメントが特に好ましいことが確認された。
【0017】
【表1】
【0018】
表1に示すように、ダンサー形状が、(i)ローラー等の回転物である場合は、その外径に関係なく繊維束が捻れ、開繊性評価が不良である。(ii)ダンサー形状が固定バーであっても、径が大きいもの(φ40mm)は繊維束が捻れ、開繊性評価が不良である。固定バーとは表面が回転しない棒状のテンションバーのことである。(iii)第1のテンションバーTB1も回転するものを用いると繊維束が捻れる。(iv) 第1のテンションバーTB1は、固定バーであっても、径が太いものは繊維束が捻れる。(v)φ15mm以下の固定バーを使用すると繊維が10mm以上に開く開繊が起こるようになり、繊維束の捻れが見られなかった。
以上の実験結果から、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法においては、概略図4に示すようなガイド類の配置として、補強繊維束の走行ライン中には、U字型等の湾曲状凹部の様な、繊維がまとまるような部分は排除し、繊維を繰り出したら素早く開繊し、そのまま含浸、絞り工程まで持っていくことにより、捻れをなくすことができることを知得した。
【0019】
また、直径15mmの固定バーについて、表面がハードクロムメッキの鏡面加工品と、それをサンドペーパーで表面を段階的に荒らしたものを用意して繰り出しテスト行ったところ、サンドペーパーで荒らした固定バーには、毛羽や繊維由来の収束剤が付着・堆積していった。したがって、固定バーの表面は、収束剤の付着を防ぐ観点から、表面粗度Raが1μm以下の表面とすることが好ましい。
【0020】
次に本発明の熱可塑性樹脂被覆FRP線条物の製造方法の第2の特徴である被覆工程について詳述する。図1(A)に示すように開繊状態で熱硬化性樹脂組成物が収容された含浸槽5中に導かれた補強繊維束Fは、含浸槽中のガイドを経て、未硬化状線状物1aとして矩形の断面が段階的に最終的な矩形形状に収斂するように配置された矩形の孔形状を有する絞りノズル群6を経て、熱可塑性樹脂被覆用の溶融押出機7のクロスヘッド部8に配置され、その先端部が所定の絞り形状である図5に示す最終絞りノズル60で矩形に賦形され、クロスヘッド部8を通過させることによって熱可塑性樹脂被覆が施される。
図5は、未硬化状線状物1aが、絞りノズル群6a〜6dを経て、クロスヘッド8に装着された最終絞りノズルに導かれる状態を上部から眺めた平断面図で示している。最終絞りノズル60は、クロスヘッドからの熱で加熱されるので、未硬化線状物の樹脂が硬化するのを防ぐため水による循環冷却をするため二重ジャケットになっており、給水パイプ61と排水パイプ62とを備えている。
【0021】
一方、熱可塑性樹脂被覆は、図5に示すように、溶融押出機7の先端に取り付けられたクロスヘッド8において、導管部90を経て、円環状のダイス91から溶融樹脂を押出し、未硬化線状物の外周を継ぎ目なく被覆することによって行われる。
この被覆に際して、図6に示すように、円環状ダイス91から吐出された被覆樹脂は、最終絞りノズルを経て連続的に供給される未硬化線状物1aの外周と接触する前においてコーン状熱可塑性樹脂95の内部側94を、パイプ93に接続された減圧ラインにより減圧状態とする必要がある。減圧度は、当該減圧操作によって、未硬化線状物と被覆樹脂との接触点Tを、ダイス91の出口面から所定の距離(10±4mm)となるように調整することによって被覆外形の変動を抑制し、かつ、未硬化状線条物1aに随伴する空気や、熱硬化性樹脂組成物中の揮発ガス等を吸引することによって、被覆部の発泡や、熱硬化性樹脂組成物を発生源として蓄積された異物等による被覆破れ等の工程トラブル、製品欠陥等を防止するのに十分な減圧度とする必要がある。
減圧度は、−1〜−15kPaが好ましい。未硬化状線状物の外周と熱可塑性樹脂被覆とを接触させ被覆した後、上下一対の平行ロール9で挟圧して偏平状に賦形(サイジング)し、未硬化状熱可塑性樹脂被覆FRP線条物1bとして冷却水槽10へ送り出される。
【0022】
次いで未硬化状熱可塑性樹脂被覆FRP線条物1bは、図1(B)に示す如く、両端がシールされた加圧した水蒸気加熱硬化槽11に挿通して、内部の熱硬化性樹脂を硬化し、以後、冷却水槽(図1(B)、12)で冷却された略矩形状の熱可塑性樹脂被覆FRP線条物素線1とした後、巻取り機14によりボビンに巻き取られる。なお、図1(B)では、線条物の引取り装置としてネルソンローラー13を用いているが、引取り装置は、ネルソンタイプに限らず、ベルトタイプやキャタピラタイプの装置であってもよい。
また、以上の図1においては、1本の略矩形状の熱可塑性樹脂被覆FRP線条物を製造する方法を示しているが、クロスヘッドダイ部に最終絞りノズルを複数本装着可能な構造とし、かつ、絞り成形された複数本未硬化状線条物を個別に熱可塑性樹脂被覆が可能な被覆ダイス構造とすること等によって、複数本の同時生産が可能にすることができ、この場合は、生産性の向上を図ることができる。
【0023】
以下、本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法に使用できる原材料について説明する。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法に使用できる補強繊維としての有機合成繊維は、芳香族ポリアミド繊維(アラミド繊維)、ポリアリレート繊維、ポリパラフェニレンベンゾビスオキサゾール(PBO)繊維、ポリパラフェニレンベンゾビスチアゾール(PBT)繊維等を挙げることができる。
また、これらの有機合成繊維は、引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上であるものが好ましい。
引張弾性率が360cN/dtex以上であれば、光ファイバケーブルのテンションメンバとして、光ファイバ心線を保護するための高い抗張力を有しており、破断時の伸度が3.5%以上であればFRPが曲がり難くなることが少なく、ドロップ光ファイバケーブル化後の取り扱いや配線工事等に支障のない、十分な耐座屈性能を保有できる。
さらにより好ましい引張弾性率は、480cN/dtex以上である。
【0024】
使用する有機合成繊維としては、構成する単繊維径が10〜15μmで、複数のヤーンを合撚していない、いわゆるマルチフィラメント状のものが望ましく500〜2000dtexが使用される。この場合、番手の大きいもの、つまり2000dtexを超える補強繊維を用いた場合、FRPとした際の矩形性に悪影響を及ぼし、後の熱可塑性樹脂による薄肉被覆成形工程において、均一な被覆を行うことが難しくなる。また、単糸の引き揃えが悪くなり、FRP化した際に引張性能が不十分となるおそれがある。一方、500dtex以下のヤーンも市販されているが、工程が煩雑となる上、コスト上昇につながり経済的でない。また、有機合成繊維は、細径化及び軽量化を目的として使用されてきた実績から芳香族ポリアミド繊維が好ましい。芳香族ポリアミド繊維としては、メタ系、パラ系に大別されその種類を問わないが、例えば、東レ・デュポン株式会社から販売されているポリパラフェニレンテレフタルアミド繊維(商品名「ケブラー」)、帝人株式会社から販売されているパラ系アラミド繊維「テクノーラ」及び「トワロン」等のアラミド繊維を例示できる。
【0025】
FRP線条物の補強繊維の体積含有率は、要求される物性により決定されるが、より細径化を目的とする本願発明においては、概ね55〜70Vol.%程度とすることが好ましく、即ち補強繊維の体積含有率と補完関係にある樹脂含有率は45Vol.%以下、30%Vol.以上とすることが、熱可塑性樹脂被覆直後の挟圧ロールによるサイジングでの絞り現象の発生等が起こり難く、好ましく、また硬化後に得られるFRPの機械的物性の低下を抑制することが出来る。
【0026】
また、本発明の熱可塑性樹脂被覆FRP線条物において、補強繊維としての有機合成繊維の結着に使用できる熱硬化性樹脂は、テレフタル酸系又はイソフタル酸系の不飽和ポリエステル樹脂、ビニルエステル樹脂(エポキシアクリレート樹脂など)またはエポキシ樹脂などが一般的であり、これらに硬化用触媒などを添加して使用されるが、とりわけビニルエステル樹脂(エポキシアクリレート樹脂など)が耐熱性などの物性の点から好ましい。
【0027】
熱硬化性樹脂組成物には、炭酸カルシウムを添加することができる。炭酸カルシウムの平均粒径は、樹脂含浸槽での沈降や熱可塑性樹脂被覆破れの防止、FRP部での均一分散性等の観点から、3μm以下のものが好ましい。
炭酸カルシウムの添加量は、熱硬化性樹脂100質量部に対して、0.5〜3質量部である。添加量が0.5〜3質量部の範囲であれば、熱可塑性樹脂被覆FRP線条物の寸法変動率が低く、良好な最小曲げ特性を備え、ドロップ光ファイバケーブルのテンションメンバとしての使用が可能である。
【0028】
未硬化状FRP線条物1aの被覆層に用いる熱可塑性樹脂は、図9に示す本体被覆部47の熱可塑性樹脂と相溶性のある樹脂から選択される。また、熱可塑性樹脂被覆FRP線条物の製造工程において、FRP部の外周の状態や、被覆熱可塑性樹脂層の偏肉等が確認し易い点から、透明な熱可塑性樹脂を用いることが好ましい。
【0029】
さらに、被覆層に用いる熱可塑性樹脂は、FRP部とのアンカー接着構造を得るため、熱硬化性樹脂の加熱硬化時に内周が、溶融状ないし軟化状態を呈することが望ましく、硬化温度110〜150℃の範囲に融点または軟化点を有する、ポリオレフィン系樹脂がより好適である。
アンカー接着の度合いは、被覆層に用いた熱可塑性樹脂からのFRP部の引抜力が10N/10mm以上であることが好適である。
【0030】
被覆層の厚みを、0.02〜0.1mm程度の厚みとするには、薄膜成形性の良い樹脂が望ましく、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)などが好適である。
【0031】
LLDPEを用いる場合には、次の様な特性を有するものを用いることがより好ましい。その特性とは、JIS K6760によるメルトインデックスMIが2g/10min以上、密度0.920〜0.940g/cm3、JIS Z1702による引張試験において、引張強度が30 MPa以上であり、1%モジュラスが150〜250 MPaの範囲の値を有するものが好ましい。
また、MIが2g/10min以上の範囲にある異なるMFRの2種の樹脂を混合して使用してもよい。なお、MIの上限は、概ね4g/10minである。
【0032】
得られた熱可塑性樹脂被覆FRP線条物は、この後必要に応じて更に成型用加熱金型ブロック等を通過させ、矩形状に整形することも出来る。
【0033】
本発明は、前記製造方法で得られた熱可塑性樹脂被覆FRP線条物及び同熱可塑性樹脂被覆FRP線条物を用いたドロップ光ファイバケーブルをも提供する。
図9は、本発明の光ファイバケーブルの一例を示す断面模式図である。同図に示すドロップ光ファイバケーブル1は、光ファイバ心線42と、熱可塑性樹脂被覆FRP線条物からなるテンションメンバ43と、メッセンジャーワイヤー44とを備えている。
【0034】
テンションメンバ43は、FRPからなる芯部45を、熱可塑性樹脂被覆層46で被覆した偏平な略矩形状断面に形成されていて、一対のテンションメンバ43が、光ファイバ心線42の上下方向に所定の間隔を置いて、これを挟むようにして、同軸上に配置されている。
【0035】
メッセンジャーワイヤー44は、一方のテンションメンバ43の上に配置されていて、光ファイバ心線42、テンションメンバ43は、熱可塑性樹脂製の本体被覆部47により一括被覆した構成を備えている。本体被覆部47には、光ファイバ心線42の両側に位置に対応して、一対のノッチ48が対向するように形成されている。また、メッセンジャーワイヤー44は、それ以外の部分と分離できるように、細幅部49で連結されている。
【実施例】
【0036】
以下、本発明を実施例に従ってより具体的に説明するが、本発明は下記実施例に制限されるものではない。
【0037】
実施例1
図1(A)に示す工程において、補強繊維としてパラ系芳香族アラミド繊維のマルチフィラメント(東レデュポン社製:ケブラー29 1670dtex/1000f、破断伸度3.6%、引張弾性率490cN/dtex)が巻かれたボビンBから、ダンサー3の繰出しテンションを200cNとして繰出し、ビニルエステル樹脂(昭和高分子製、R−3130)100質量部と、熱硬化性触媒として化薬アクゾー社製の商品名「カドックスBCH50」4質量部、及び「カヤブチルB」1質量部の混合触媒を添加した未硬化状熱硬化性樹脂を収容した含浸槽5に導き、補強繊維束Fに熱硬化性樹脂を含浸させた後、段階的に形状を減少させた絞りノズル群6を経て、最終絞りノズルで1.18×0.15mmの矩形絞りノズルを通過させ、樹脂含有率を30容積%とした。直鎖状低密度ポリエチレン(日本ユニカー社製LLDPE、NUCG5361、MI=4)を円環状のダイスから押出温度170℃で溶融押出し、減圧度−10kPaで被覆厚み約0.1mmに被覆し、間隙1.40mmの平行サイジングローラ10で加圧した後、引き続いて、冷却槽11に導いて熱可塑性樹脂被覆層を冷却した。
【0038】
しかる後、0.4MPa(概ね145℃)の水蒸気圧加熱硬化槽12に40m/minの速度で導いて、硬化させた。引き続き冷却水槽13を通過させ冷却した。硬化、冷却後の被覆形状が1.40×0.34mmで、FRPの外形は1.26×0.14mmの線条物1を得た。同図に示す断面拡大写真から分かるように、断面の上下の長辺は相互に平行で、円環状ダイスで被覆したことを反映して、均一厚みで被覆されており、短辺は、R状を呈していた。
【0039】
実施例2
実施例1において、補強繊維束Fの張力を100cNとして開繊維した補強繊維束を含浸槽に導入した他は、実施例1と同様にして、熱可塑性樹脂被覆FRP線条物を得た。得られた熱可塑性樹脂被覆FRP線条物の形状及び物性は実施例1と同様であった。
【0040】
比較例1、2
実施例1において、補強繊維束Fの張力を300cN(比較例1)、400cN(比較例2)として開繊維した補強繊維束を含浸槽に導入した他は、実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た。比較例1及び2共に、製造工程において、補強繊維束の捻回が観察され、製品は被覆線状物の長手方向に補強繊維のもつれ部が観察された。FRPの断面形状は上面と下面が平行な略矩形状ではなく、光ファイバケーブルの製造工程での不具合が懸念された。
【0041】
実施例3,4及び比較例3,4
実施例1において、熱可塑性樹脂被覆時の減圧度を−15kPa(実施例3)、減圧度0kPa(比較例3)、また、実施例1において被覆樹脂のMIを2.4g/10min(日本ユニカー社製LDPE、NUC8321)(実施例4)、1.2g/10min(日本ユニカー社製LLDPE、NUCG7651)(比較例4)とした他は実施例1と同条件で熱可塑性樹脂被覆FRP線条物を得た。実施例3及び4による熱可塑性樹脂被覆FRP線条物は、実施例1と同様の良形状のものであったが、減圧度が0kPaの比較例3では、未硬化状線条物に随伴して空気を持ち込んだ状態で被覆されるため、硬化時に発泡して被覆破れが起こるため、連続生産が不可能であった。MIを1.2g/10minとした比較例4においては、上下面での被覆厚みが不均一(即ち偏肉)となり、その結果被覆切れが発生し、長尺生産は、1000m程度が限度であった。
【0042】
実施例5,及び6
実施例1において、最終絞りノズルの、孔の幅及び厚み寸法を0.97×0.21mmに変更し、実施例1よりノズル孔の断面積を大きくし、減圧度を−5kPaとした以外は実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た(実施例5)。得られたFRP部の樹脂含有率は42Vol.%で、幅及び厚み寸法は1.02×0.20mmであった。
次に熱硬化性樹脂組成物に日東粉化工業株式会社製炭酸カルシウム(NS#200、平均粒径約2.0μm)を1質量部添加した樹脂組成とし、減圧度を−10kPaとした以外は実施例5と同様にして熱可塑性樹脂被覆FRP線条物を得た(実施例6)。得られたFRP部の樹脂含有率は41Vol.%で、幅及び厚み寸法は1.02×0.20mmであった。
実施例5及び6のいずれの熱可塑性樹脂被覆FRP線条物もFRP形状は良好であった。
【0043】
比較例5
実施例1において、最終絞りノズルの、孔の幅及び厚み寸法を1.10×0.25mmに変更し、実施例1よりノズル孔の断面積を大きくした以外は実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得たが、得られたFRP部の樹脂含有率は57Vol.%で、平行サイジングローラ10で加圧サイジングする際に熱硬化性樹脂が被覆ダイス側に逆流し、この熱硬化性樹脂が溶融状被覆コーンに接触したため被覆破れが発生した。その結果連続生産が不可能であった。
【0044】
比較例6
絞りノズル群及び最終絞りノズルを円形状とし、最終絞りノズルの孔形状をφ0.48mmとした以外は、実施例1と同様にして熱可塑性樹脂被覆FRP線条物を得た。得られたFRP部の樹脂含有率は31Vol.%で、断面形状は図8の断面写真に示す如くであって、長辺の上下二辺が平行ではなく、楕円状であり、FRP部においても、補強繊維の存在が不均一となり、塊状の熱硬化性樹脂が点在し、本発明の実施例1によるFRP部と比較して、形状の均一性が劣っていた。
以上の実施例、比較例の条件及び形状等について、まとめて表2に示す。
【0045】
【表2】
【0046】
比較例の製造条件では補強繊維のもつれの発生、減圧度に起因する発泡現象の発生、熱可塑性被覆樹脂の破れ発生、FRP内部の補強繊維の不均一等が発生した。一方、実施例の条件ではいずれも製造上の問題は発生せず、従来製造できなかったFRP部が矩形状であり、かつ短辺が0.3mm未満のFRP熱可塑性被覆線状物が得られた。
【産業上の利用可能性】
【0047】
本発明の製造方法によれば、略矩形状の熱可塑性樹脂被覆FRP線条物であって、略矩形の断面の長辺側の上下二辺が相互に平行で、かつ補強繊維が均一に分散された略矩形状の熱可塑性樹脂被覆FRP線条物を生産性よく、かつ高い歩留まりで得ることができるので、ドロップ光ファイバケーブルのテンションメンバ等や、細径のFRP線条物の製造方法として有効に利用できる。
本発明の略矩形状の熱可塑性樹脂被覆FRP線条物は、長手方向に均一性を有しているので、これをドロップ光ファイバケーブルのテンションメンバとして使用する場合にも、製造上のトラブルや、品質上の問題のない、生産性及び品質の安定したドロップ光ファイバケーブル用テンションメンバとして有効に利用できる。
本発明による光ファイバケーブルは、最小曲げ半径が小さい、軽量、細径化されたノンメタリック型のドロップ光ファイバケーブルとして有効に利用できる。
【符号の説明】
【0048】
1、43 熱可塑性樹脂被覆FRP線条物(被覆付きFRPTM)
1a 未硬化状FRP線条物
1b 熱可塑性樹脂被覆未硬化状FRP線条物
2 テンションバー
3 張力調整ガイド
4 ガイドバー
5 樹脂含浸槽
6 絞りノズル群
7 溶融押出機
8 クロスヘッド部
9 平行ロール
10 冷却水槽
11 加熱硬化槽
12 冷却水槽
13 ネルソンローラー(引取機)
14 巻取り装置
41 ドロップ光ファイバケーブル
42 光ファイバ心線
43 略矩形状被覆付きFRPTM
44 メッセンジャーワイヤー(支持線)
45 FRP部
46 被覆部
47 本体被覆部
48 ノッチ
49 細幅部
60 最終絞りノズル
61 給水パイプ
62 排水パイプ
90 樹脂導管部
91 円環状ダイス
93 減圧用パイプ接続端
94 コーン状熱可塑性樹脂の内部
95 コーン状熱可塑性樹脂(被覆コーン)
F 補強繊維束
B ボビン
R 2本の非回転バー
H 先端部
TB1 第1のテンションバー
DB ダンサー(揺動子)
G スリット状ガイド
T 未硬化線状物と被覆樹脂との接点
【特許請求の範囲】
【請求項1】
有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)、熱硬化性樹脂組成物を含浸させた補強繊維束を矩形の孔形状を有する絞りノズルを使用し、所定の矩形状に賦形する絞り成形工程(2)、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆層を形成する被覆工程(3)、所定の間隙の平行ロールで挟圧して扁平状に賦形するサイジング工程(4)、前記被覆層を冷却水槽に導いて冷却固化する冷却固化工程(5)、前記熱硬化性樹脂を硬化させる加熱硬化工程(6)を含むFRP線条物の製造方法であって、
前記含浸工程(1)は、有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、FRP線条物の樹脂含有率を45重量%以下とし、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、長手方向垂直断面におけるFRP部短辺が0.3mm未満の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項2】
前記含浸工程(1)は、補強繊維束を実質的に無撚り状態に開繊する手段が、補強繊維束を繰り出す巻取りボビンから熱硬化性樹脂を収容した含浸槽導入前の補強繊維束のガイド間に、張力調整ガイドを設け、かつ、張力調整ガイドを含む全てのガイドを直径20mm以下の非回転のガイドバーとし、表面粗度Raを1μm以下としてなる、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項3】
前記ガイドバーは、鏡面加工ハードクロムメッキを施してなる、請求項2に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項4】
前記熱硬化性樹脂がビニルエステル樹脂である請求項1〜3のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項5】
有機合成繊維の引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上である請求項1〜4のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項6】
有機合成繊維が芳香族ポリアミド繊維である請求項1〜5のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項7】
請求項1〜6のいずれかに記載の製造方法により得られたことを特徴とする略矩形状の熱可塑性樹脂被覆FRP線条物。
【請求項8】
請求項7に記載の略矩形状の熱可塑性樹脂被覆FRP線条物をテンションメンバとして使用してなることを特徴とするドロップ光ファイバケーブル。
【請求項1】
有機合成繊維からなる補強繊維束に未硬化の熱硬化性樹脂組成物を含浸させる含浸工程(1)、熱硬化性樹脂組成物を含浸させた補強繊維束を矩形の孔形状を有する絞りノズルを使用し、所定の矩形状に賦形する絞り成形工程(2)、絞り成形した矩形状未硬化線条物の外周面に、円環状のダイスから溶融状の熱可塑性樹脂をコーン状に吐出して被覆層を形成する被覆工程(3)、所定の間隙の平行ロールで挟圧して扁平状に賦形するサイジング工程(4)、前記被覆層を冷却水槽に導いて冷却固化する冷却固化工程(5)、前記熱硬化性樹脂を硬化させる加熱硬化工程(6)を含むFRP線条物の製造方法であって、
前記含浸工程(1)は、有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、FRP線条物の樹脂含有率を45重量%以下とし、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、長手方向垂直断面におけるFRP部短辺が0.3mm未満の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項2】
前記含浸工程(1)は、補強繊維束を実質的に無撚り状態に開繊する手段が、補強繊維束を繰り出す巻取りボビンから熱硬化性樹脂を収容した含浸槽導入前の補強繊維束のガイド間に、張力調整ガイドを設け、かつ、張力調整ガイドを含む全てのガイドを直径20mm以下の非回転のガイドバーとし、表面粗度Raを1μm以下としてなる、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項3】
前記ガイドバーは、鏡面加工ハードクロムメッキを施してなる、請求項2に記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項4】
前記熱硬化性樹脂がビニルエステル樹脂である請求項1〜3のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項5】
有機合成繊維の引張弾性率が360cN/dtex以上で、かつ、破断時における伸度が3.5%以上である請求項1〜4のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項6】
有機合成繊維が芳香族ポリアミド繊維である請求項1〜5のいずれかに記載の略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法。
【請求項7】
請求項1〜6のいずれかに記載の製造方法により得られたことを特徴とする略矩形状の熱可塑性樹脂被覆FRP線条物。
【請求項8】
請求項7に記載の略矩形状の熱可塑性樹脂被覆FRP線条物をテンションメンバとして使用してなることを特徴とするドロップ光ファイバケーブル。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図9】

【図7】

【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図9】
【図7】
【図8】
【公開番号】特開2011−37133(P2011−37133A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−186703(P2009−186703)
【出願日】平成21年8月11日(2009.8.11)
【出願人】(000120010)宇部日東化成株式会社 (203)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月11日(2009.8.11)
【出願人】(000120010)宇部日東化成株式会社 (203)
【Fターム(参考)】
[ Back to top ]