
Fターム[4F205HA46]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 含浸繊維からの成形 (305)
Fターム[4F205HA46]に分類される特許
141 - 160 / 305
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
パイプ状の部品およびその作製方法
本発明は、エアロゲル、キセロゲルもしくはクリオゲルを含浸したファイバーマトリックスから形成されるマット(1)であって、第1の主要面(2)と、第1の主要面(2)とは反対側の第2の主要面(3)と、長手方向を画成する第1の縁部(4)と、第1の縁部(4)に対して実質的に平行な第2の縁部(5)と、長手方向に対して実質的に直交する横方向を画成する第3の縁部(6)と、第3の縁部(6)に対して実質的に平行な第4の縁部(7)とを有するマット(1)を提供する工程;第1の主要面に対して接着剤(8)をつける工程;マットをマンドレル(13)の回りに巻回することで、内側の円周を画成する内側面(11)と、外側の円周を画成する外側面(12)と、内側および外側の円周の平面に対して実質的に直交する長手軸であって、マットの横方向に対して実質的に平行である長手軸とを有するマットを提供する工程;および、巻回されたマットを、外側面と内側面との間において実質的に半径方向に切り分けて、長手軸に対して実質的に平行な方向に伸びる切れ目を提供する工程;を含む、パイプ状の部品を製造する方法を提供する。 (もっと読む)
フィラメントワインディング装置

【課題】フィラメントワインディング装置を用いて、略円筒状物を製造する場合の、ユーザの作業性を向上させる技術を提供する。
【解決手段】繊維を、略円柱状を成すマンドレルに巻きつける、フィラメントワインディング装置であって、マンドレルに巻き付けるための繊維を供給する給糸口と、マンドレルを、回転可能に支持するマンドレル支持部と、給糸口から供給される繊維の先端を固定する繊維端固定部と、を備え、繊維端固定部は、マンドレルがマンドレル支持部に支持された場合の、マンドレルの回転軸を中心に回転し、繊維固定部が、マンドレルと同期して回転することによってマンドレルに繊維が巻きつけられることを特徴とするフィラメントワインディング装置。
(もっと読む)
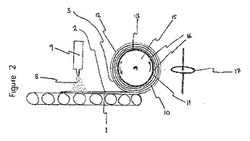
繊維強化プラスチック成形体の製造装置
【課題】樹脂含浸繊維の損傷を極力少なくしつつ、樹脂含浸繊維の巻き付け時の滑りを抑制するFRP成形体の製造装置を提供する。
【解決手段】樹脂含浸繊維を回転体に複数層巻き付ける巻付部と、回転体の2層目以降の被巻付面のうち、樹脂含浸繊維が巻き付けられる直前の部位に気体を吐出する吐出部とを備える繊維強化プラスチック成形体の製造装置を提供する。吐出部は、回転体への樹脂含浸繊維の巻付状況に応じて、吐出する気体の温度、吐出量または吐出圧を調整するようになっている。
(もっと読む)
ガス容器製造方法、ガス容器製造装置、及びガス容器
【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
樹脂含浸処理された複数の配向を有する複合材料の製造法
【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
FRP格子部材
【課題】厳しい引っ張り応力に充分に耐えながら、補強繊維の使用量削減及び製造工程の簡略化によるコスト低減を達成できるFRP格子部材を提供する。
【解決手段】横方向に向き且つ横方向に間隔をあけて配置された複数の縦壁110と、縦方向に向き且つ縦方向に間隔をあけて配置された複数の横壁120とが交差し且つこの交差部130で一体的に設けられてなり、縦壁が、縦方向に延び且つ厚さ方向に層状に配置された補強繊維160と、この補強繊維を取り込んで硬化し成形された合成樹脂170とを備え、横壁が、硬化し成形された合成樹脂を備え、上記補強繊維が、縦壁における厚さ方向の両端部に形成された二つの外層141、142のうち片方又は両方の外層にのみ配置されているFRP格子部材100である。
(もっと読む)
複合体風力タービンタワー
【課題】 複合体風力タービンタワー(104)、複合体風力タービンタワー(104)を製造する方法、および複合体風力タービンタワー(104)を形成する装置を提供する。
【解決手段】 タワー(104)は、各々がマトリックス材料と、該マトリックス材料内に配置された複数の強化用繊維(401)を有する第1層(501)および第2層(701)を備える。タワー(104)は、第1層(501)と第2層(701)の中間に配置されたコア層(601)をさらに備える。タワー(104)は、現場で部分的または完全に製造することができる。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつ織物テープ8を巻き付けるテープ巻き付け工程、上記織物テープ8が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記織物テープ8の除去を行って硬化管状体を得る工程を含む。好ましくは、上記テープ巻き付け工程において織物テープ8に付与される引張応力T1は、5(Mpa)以上150(Mpa)以下とされる。この製造方法では、巻き付け工程後の工程においてマトリクス樹脂が効果的に抜き出されうる。
(もっと読む)
ゴム−コード複合体の製造方法
【課題】波形の補強コードを持つゴム−コード複合体を容易に製造可能とする。
【解決手段】複数本の補強コード2を平行に引き揃え未加硫ゴムを被覆してなる帯状体1を、支持体10上に、該支持体の走行速度よりも速い速度で送り出し、支持体10に設けた係合部材12によって、帯状体1を長手方向Lに間隔をおいて支持体10上に接地させることで、該帯状体1を側面視で波形に形成する。この側面視波形の帯状体1を、圧延板20を用いて、その幅方向における一方側Wに複数本の補強コード2を倒すように押さえることで平面状に形成する。これにより、複数本の補強コード2が帯状体1の平面視で波形に配設されたゴム−コード複合体が得られる。
(もっと読む)
高圧ガスタンクの製造方法
【課題】樹脂製容器の外周部に繊維強化樹脂を巻き付けてなる高圧ガスタンクにおいて、高圧ガスが高圧ガスタンクを透過する際の異音の発生を抑制する。
【解決手段】高圧水素タンクの製造工程において、(a)樹脂製容器を用意する工程と、(b)熱硬化性樹脂が含浸された繊維強化樹脂層を、樹脂製容器の外周部に形成する繊維強化樹脂層形成工程と、(c)繊維強化樹脂層形成工程によって形成された繊維強化樹脂層の最外周部に形成された熱硬化性樹脂層を、溶剤によって溶かす工程と、(d)繊維強化樹脂層を熱硬化する工程と、を備える。
(もっと読む)
タンクの製造方法及び留め部材
【課題】繊維終端部を樹脂繊維層内に織り込む処置を行わずに、繊維終端部を樹脂繊維層に固着する。
【解決手段】タンク2の製造方法であって、熱硬化性の樹脂を含浸させた樹脂繊維Fをライナ3の外周面に巻き付けて、ライナ3の外層に樹脂繊維層Aを形成する工程と、樹脂終端部Faを、樹脂の熱硬化温度Tよりも高い融点を有するクリップ30により樹脂繊維層Aに固定する工程と、その後、クリップ30が融解しない熱硬化温度Tで、樹脂繊維層A中の樹脂を熱硬化させる工程と、その後、クリップ30を融解させる工程と、その後、クリップ30を固化させる工程と、を有する。
(もっと読む)
繊維強化プラスチック成形体の製造装置及び製造方法
【課題】プリプレグを用いても繊維間における空隙の発生を抑制することのできるFRP成形体の製造装置を提供する。
【解決手段】熱硬化性樹脂が予め含浸された繊維f1〜f3を収容する繊維収容部10と、繊維収容部10から供給される繊維Fを回転体40に巻着する巻着部30、42、43と、繊維Fが巻着された回転体40に熱硬化性樹脂をさらに付与する樹脂付与部50と、を備えた繊維強化プラスチック成形体の製造装置1を提供する。
(もっと読む)
棒状ハイブリッド部材の製造方法
【課題】FRPからなる矩形断面の棒状ハイブリッド部材では、引抜成形法で得る場合、繊維には炭素繊維を使用するが、炭素繊維のみではコストが高い。断面の中心部に安価なガラス繊維などを使用し、繊維素材毎に層を成して炭素繊維を最外層に配置することで、高強度、低コストの棒状ハイブリッド部材を提供する。
【解決手段】少なくとも炭素繊維を含む複数種の繊維束に樹脂を含浸させる工程と、繊維の種類別に前記繊維束の余剰樹脂を除去させる工程と、前記繊維束を積層させてさらに余剰樹脂を除去させる工程と、前記繊維束が積層した状態を維持しつつ引抜成形する工程と、を順に行う棒状ハイブリッド部材の製造方法。
(もっと読む)
板状成形品及びその製造方法
【課題】板厚精度及び曲げ弾性率に優れ、寸法収縮率が小さく、カスレ、ボイド残り、及び板厚ダレがなく、反り及びねじれが少なく、生産性のよい板状成形品及びその製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させたのち加熱金型により硬化して得られた引き抜き成形品の複数を、接着剤、接着シート、及びプリプレグのいずれか1種以上で接着して製造された板状成形品及びその製造方法である。
(もっと読む)
タンクの製造方法及びタンク
【課題】繊維の巻き付け工程を簡略化できるタンクの製造方法を提供する。
【解決手段】タンク1の製造方法において、口金部3、4が取り付けられたライナ2の外周面に繊維Fを巻き付けて、ライナ2の外層に繊維強化樹脂層を形成する工程を有する。前記繊維強化樹脂層を形成する工程では、繊維Fの巻き始めの先端部Faを、口金部3の外周面に設けられた金属端子3aに固定し、その後ライナ2の外周面に繊維Fを巻き付ける。
(もっと読む)
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
回転体への樹脂含浸繊維の巻着方法
【課題】複雑な機構を用いずに簡便に繊維巻替処理を行えるFRP成形体の製造方法を提供する。
【解決手段】繊維供給部から樹脂含浸繊維を第1の回転体に供給する供給工程と、前記第1の回転体を回転させて前記繊維を所定分巻着する第1の巻着工程と、前記繊維供給部と前記第1の回転体との間に第2の回転体を配置し、前記繊維供給部から前記第1の回転体へ延びる前記繊維を前記2の回転体に掛着する掛着工程と、前記第1の回転体と前記第2の回転体との間で前記繊維を切断する切断工程と、を備える繊維強化プラスチック成形体の製造方法を提供する。
(もっと読む)
繊維強化プラスチック、その製造方法、およびその製造キット
【課題】コンクリートなどといった被着体に接着する繊維強化プラスチックを作業現場で簡単な工程で所期の設計どおりに製造する方法を提供すること。
【解決手段】補強繊維の存在下で2液硬化型樹脂を硬化させて、被着体1に接着した繊維強化プラスチック20を製造する方法であって、被着体1上に、2液硬化型樹脂の一方の成分を含有する第1のシート11および2液硬化型樹脂の他方の成分を含有する第2のシート12をこの順序で積層する工程、ならびに、得られた積層体1、11、12を加圧して2液硬化型樹脂の両成分を接触させて硬化反応を生ぜしめる工程、を有し、第1および第2のシート11、12の少なくとも一方は補強繊維からなる布状層に2液硬化型樹脂の各成分が含浸されてなるものである、上記製造方法。
(もっと読む)
141 - 160 / 305
[ Back to top ]