
Fターム[4F205HF23]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 供給方法、装置 (233)
Fターム[4F205HF23]の下位に属するFターム
Fターム[4F205HF23]に分類される特許
81 - 100 / 144
繊維強化複合材料成形システム
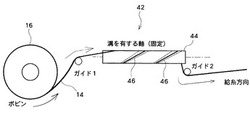
【課題】繊維強化複合材料成形システムにおいて、設備の大型化を抑制して繊維束の拡幅量をより大きくすることである。
【解決手段】繊維に樹脂を含浸し、樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形システム10であって、繊維束14を開繊する開繊ユニット42を備え、開繊ユニット42は、繊維束14をねじ状溝46に通して開繊する開繊部44を有している。なお、開繊ユニット42は、開繊部44を加熱するヒータ等を有することが好ましい。
(もっと読む)
フィラメントワインディング装置

【課題】マンドレルに対する繊維束のワインディング処理を短時間で能率よく行うことができ、しかもドーム部に対する繊維束の巻き付けを整然と行えるフィラメントワインディング装置を提供する。
【解決手段】マンドレルを支持する支持台と、マンドレルへ向かって繊維束を供給案内するヘリカル巻ヘッドを備えている。ヘリカル巻ヘッドはガイドリングと、ガイドリングの周面に放射状に配置される一群のガイド筒と、ガイド筒を筒軸心方向に沿って往復操作する筒操作機構とを備えている。マンドレルのドーム部と対向する状態において、ガイド筒を筒操作機構でドーム部の周面へ向かって接近操作する。以て、ドーム部における繊維束の巻付位置とガイド筒との間の距離を小さくし、繊維束を適正な巻付軌跡に従って整然と巻き付けられるようにする。
(もっと読む)
フィラメントワインディング成形における樹脂付着方法と樹脂付着装置
【課題】樹脂付着作業の高速化を図ることができ、しかもメンテナンスの容易化を図ることができる、FW成形における樹脂付着方法および樹脂付着装置を提供する。
【解決手段】本発明においては、液滴噴射方式により繊維1の表面に向けて樹脂8を噴射することにより、該繊維1に樹脂8を付着させる。樹脂付着装置4は、主剤噴射用のノズル29aと硬化剤噴射用のノズル29bとを多数個備える液滴噴射装置10と、これらノズル29a・29bと所定の対向間隔を置いて繊維1を走行させる走行装置11と、主剤12が充填された主剤タンク13を含み液滴噴射装置10に主剤12を供給する第1経路14と、硬化剤15が充填された硬化剤タンク16を含み液滴噴射装置10に硬化剤15を供給する第2経路17とを備える。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
フィラメントワインディング装置
【課題】新旧ボビンを自動交換し、同時に新旧ボビンの糸条端を自動的に繋いで、フィラメントワインディング装置の全自動化と高速化を実現する。
【解決手段】フープ巻装置とヘリカル巻装置と、ヘリカル巻装置に一群の糸条を供給するフィラメント供給装置とを有する。フィラメント供給装置は、一群のボビンと、一群のボビン交換装置と、糸条を一時貯留するバッファ装置とからなる。ボビン交換装置は、新ボビンの複数個を保持するシュートと、シュートから受け取った新ボビンを支持するクレードルと、旧ボビンの糸条残量を検知する糸条残量センサーと、新旧ボビンの糸条端を繋ぐスプライサーと、新ボビンの糸条端を捕捉してスプライサーに渡す糸端処理装置と、クレードルから排出された旧ボビンを回収する回収装置を含む。クレードルは、糸条供給位置とボビン補充位置との間を往復変位して、両位置の間で旧ボビンを回収装置に排出する。
(もっと読む)
フィラメントワインディング装置
【課題】巻き付け処理後のマンドレルから巻き付け処理前のマンドレルへと移し替えられる受渡リングを用いた繊維束の終端部の受渡機構を具備するフィラメントワインディング装置において、繊維束の終端部を切り離す際に、繊維束がたるむ、あるいは解けるなどのトラブルの発生を防止する。
【解決手段】巻き付け処理後のマンドレル1と一体の第1受渡リング41および巻き付け処理前のマンドレル1に移し替えられる第2受渡リング42に巻き付けられた繊維束Rを、第1・第2の受渡リング41・42間で切断するカッタ46と、カッタ46による切断時に第2受渡部材42を位置保持する保持手段47とを設ける。保持手段47は、第2受渡リング42の外周面に押し当てられる摩擦ローラ53と、摩擦ローラ53を第2受渡リング42に向けて付勢する圧縮バネ55とを含む。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
繊維強化プラスチック長尺シートの製造方法
【課題】厚み精度が高く、幅を広くしても表面が平滑な繊維強化プラスチック長尺シートを製造する方法を提供する。
【解決手段】炭素繊維とフェノール樹脂組成物とを含むシート2を、このシートの両表面を一対のベルト3で挟んだ状態で、ダイス4のスリットに連続的に引き込みながら加熱し、フェノール樹脂組成物を硬化するに繊維強化プラスチック長尺シート1の製造方法であって、ダイス4は、加熱装置を埋め込んだ一対の金属ブロックとその一対の金属ブロックの間にスリットを設けるスペーサーとからなり、さらにこのスペーサーがガス抜き孔を有している繊維強化プラスチック長尺シート1の製造方法で達成される。
(もっと読む)
フィラメントワインディング装置
【課題】フープ巻き処理を短時間で能率よく行えるフープ巻装置を備えたフィラメントワインディング装置を提供する。
【解決手段】フープ巻装置とヘリカル巻装置とを備えている。フープ巻装置は、円盤状の巻掛テーブルと、巻掛テーブルを回転駆動する駆動機構と、巻掛テーブルの周縁に沿って支持される4個のボビンと、ボビンから繰り出される繊維束を巻掛テーブルの挿通穴に配置したマンドレルへ移行案内するガイド部材とを備えている。ボビンは、巻掛テーブルに固定したホルダーのチャックで回転自在に軸支する。ホルダーとチャックとの間に、ボビンの繊維束繰り出し方向への過回転を防ぐラチェット機構を設ける。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12,12’,13から繰り出される繊維束Rをマンドレルに巻き付ける巻付け装置と、巻付け前のマンドレルM1を巻付け位置に設置する設置装置5と、巻付け後のマンドレルを巻付け位置から排出する排出装置5と、繊維束Rを保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置と、繊維束Rを切断する切断装置とを備え、巻付け装置は、ヘリカル巻で巻き付けるためのヘリカル巻ヘッド13と、ヘリカル巻ヘッド13の両側に配置されて、フープ巻で巻き付けるための一対のフープ巻ヘッド12,12’とを備え、巻付け終了後、受渡装置がヘッド部12,12’,13から繰り出される繊維束Rを保持し、切断装置が繊維束を巻付け後のマンドレルから切断して分離し、排出装置5が巻付け後のマンドレルを排出し、設置装置5が巻付け前のマンドレルを設置し、巻付け装置が受渡装置で保持した繊維束を巻付け前のマンドレルM1に巻付け開始する。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の樹脂体積含有率をより精度良く制御することである。
【解決手段】樹脂含浸した繊維束をマンドレルに巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレルに樹脂含浸した第1繊維束を巻回する第1巻回工程と、樹脂含浸した第1繊維束が巻回されたマンドレルに、樹脂含浸した第2繊維束を巻回する第2巻回工程と、を備え、第1繊維束と第2繊維束とは、補強繊維と熱硬化性樹脂繊維とを含み、第1繊維束における熱硬化性樹脂繊維の含有率を、第2繊維束における熱硬化性樹脂繊維の含有率より大きくする。
(もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 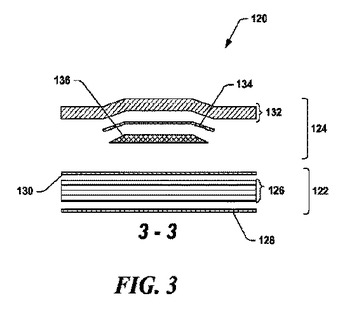 (もっと読む)
(もっと読む)
タンクへの繊維巻付け方法およびその装置
【課題】タンクに繊維を巻き付ける際における当該繊維のすべりや弛みを抑制する。
【解決手段】繊維3の巻付け対象たるタンク2のうち少なくとも繊維3が巻き付けられる領域に磁界を形成する磁界発生装置4と、該磁界発生装置4により形成される磁界Bの向きを変化させる磁界方向調整装置5と、繊維3がタンク2に押し付けられる方向に当該繊維3に対して通電する電圧印加装置とを備える。タンク2を磁界B中に配置し、繊維3がタンク2に押し付けられる方向へと当該繊維3に通電しながらこの繊維3をタンク2の外周に巻き付ける。通電量を制御して繊維3がタンク2に押し付けられる力を調節することが好ましい。
(もっと読む)
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
(もっと読む)
ホース用補強糸巻付装置
【課題】 糸吊り現象が発生することなく、品質性及び生産性を向上させることができるホース用補強糸巻付装置を提供する。
【解決手段】 本発明は、筒状の内側管3と内側管3の外周面に巻かれる補強糸5とを少なくとも有するホース7を製造する過程で使用され、内側管3の外周面に補強糸5を巻き付けるホース用補強糸巻付装置1であって、内側管3が挿通可能なホース挿通孔13aが形成され、ホース7の軸に対して回転可能な回転体13と、回転体13に取り付けられ、かつ、補強糸5が巻き付けられるボピン19とを備え、ボピン19は、該ボピン19の軸が回転体13の回転中心を通りかつ回転体13の回転軸に対して略直角であるとともに、回転体13の回転中心に対して放射状に配置されていることを特徴とする。
(もっと読む)
引き抜き成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引き抜き成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引き抜き成形により得られる引き抜き成形品の製造方法であって、繊維糸の各々の張力を、張力センサ7及び張力コントローラ8により5〜50Nに調整しながら、繊維糸を金型6に引き込んで金型内を通過させ、加熱硬化させる引き抜き成形品の製造方法。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
繊維束の樹脂含浸方法および繊維束樹脂含浸装置
【課題】繊維束の樹脂含浸方法および繊維束樹脂含浸装置において、繊維束により構成する繊維強化樹脂製品の製造コストを低減するとともに、ボイドの少ない高品質の繊維強化樹脂製品を実現することである。
【解決手段】カーボン繊維束18を巻き付けた繊維束ボビン20と、収容した液状または半液状のエポキシ樹脂42をヒータ36により加温し、繊維束ボビン20から送り出されたカーボン繊維束18にエポキシ樹脂42を含浸させる樹脂容器24とを備える。樹脂容器24は、2個の加圧ローラ40を互いに平行に回転可能に支持している。樹脂容器24内で、カーボン繊維束18を2個の加圧ローラ40間から加圧しながら引き出すことにより、カーボン繊維束18を開繊するのと同時にカーボン繊維束18にエポキシ樹脂42を含浸させることを可能とする。
(もっと読む)
ゴム被覆コード部材の製造方法および装置
【課題】コード供給装置の切替え時に複数本のコードを均等に引っ張ることが容易にでき、作業を簡易化して作業労力を軽減し作業時間の短縮を図ることができるゴム被覆コード部材の製造方法および製造装置を供する。
【解決手段】 コード供給装置から引き出された複数本のコードを押出機のインシュレーションヘッド15に通し、突出した複数本のコード1を引き出して先端部分を割溝付きローラ30の割溝に係止し、押出機を稼動しながら割溝付きローラ30を回転して複数本のコード1にゴムを被覆し、ゴム被覆部の先端部分を切断し、切断した残りのゴム被覆コード部材2の先端を前回形成されたゴム被覆コード部材2の切断した後端に接合し、前回形成されたゴム被覆コード部材2の引き出しに従って押出機を稼動して複数本のコード2にゴムを連続的に被覆して1本のゴム被覆コード部材を製造するゴム被覆コード部材の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂テープ製造装置及び繊維強化熱可塑性樹脂テープの製造方法
【課題】長繊維テープの製造を目的とし、繊維強化熱可塑性樹脂テープを製造する際に、毛羽に起因する工程トラブルを低減させる。
【解決手段】炭素繊維束を開繊する複数の開繊バー6と、前記開繊バーの後段に設けた毛羽吸引器8と、前記毛羽吸引器の後段に設けてなり内部に複数の摺接バー18を有する含浸ヘッド10を備える熱可塑性樹脂含浸機と、前記熱可塑性樹脂含浸機の後段に設けた引取りローラ34とを有する繊維強化熱可塑性樹脂テープ製造装置100を用いて、開繊操作で発生する毛羽を前記毛羽吸引器で吸引して除去する。
(もっと読む)
81 - 100 / 144
[ Back to top ]