
Fターム[4F205HF23]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (663) | 供給方法、装置 (233)
Fターム[4F205HF23]の下位に属するFターム
Fターム[4F205HF23]に分類される特許
41 - 60 / 144
炭素繊維強化プラスチック成形体及びその製造方法
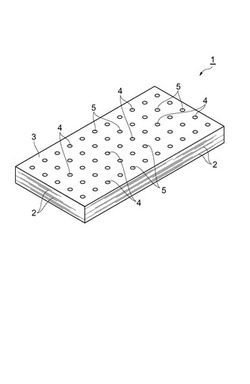
【課題】 層間靭性の向上を図ることができる炭素繊維強化プラスチック成形体及びその製造方法を提供する。
【解決手段】 炭素繊維強化プラスチック成形体(CFRP成形体)1は、炭素繊維からなる複数層の炭素繊維層2と、炭素繊維層2が埋設された樹脂体3と、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4に挿入されて固定されたピン5と、を備えている。CFRP成形体1においては、炭素繊維層2間に掛け渡されるように樹脂体3に形成された複数の孔4にピン5が挿入されて固定されることになるので、CFRP成形体1の層間靭性を向上させることができる。
(もっと読む)
ケースの製造方法、及びケース

【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
複合材ファンバイパスダクト及びその他の同様な構成要素を製作するための螺旋ワインディングシステム
【課題】成形複合材構成要素を製作するための螺旋ワインディングシステムを提供する。
【解決手段】幅Wを有する三軸材料32を保持しかつ巻付け時に該材料32を真っ直ぐに保って一様な重なりを形成するようになったクリール34と、クリール34から該材料32の幅Wを受けかつ巻付け時に該材料32に張力を与えるようになった緊張装置38と、緊張装置38から該材料32を受けて螺旋巻付け成形複合材構成要素プリフォーム46を生成するようになった成形硬化マンドレル42と、緊張装置38からの該材料32を、該材料32の各後続層が幅Wの約半分だけ重なるように、成形硬化マンドレル42の周りに螺旋状に巻付けるようになった横行スクリュ44とを含む、システム。
(もっと読む)
樹脂塗工・注入システム
【課題】複合材料用に樹脂を塗工・注入するためのシステムに関し、個々の繊維トウに樹脂を制御可能なシステムを提供する。
【解決手段】樹脂4を1以上の繊維トウ2に塗工し、繊維トウに樹脂を注入するための塗工・注入システム10であって、各々の繊維トウはそれぞれの繊維スピードで移動する。この塗工・注入システムは、それぞれ1つの繊維トウに樹脂を堆積させるように構成された1以上のノズル12を含む堆積・注入システム11を有す。このシステムはさらに、それぞれ1つの繊維トウの繊維スピードに関連して各々のノズルを通る樹脂の流速を制御するように構成されたコントローラー14を有する。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
細線をゴム異形部分中に埋め込む装置及び方法
本発明は、細線(F)をゴム異形部分(P)中に所与の方向で埋め込む装置であって、上昇位置と下降位置との間で往復直線運動状態でフレーム(1)上で走行することができる可動取付け具(2)に取り付けられたフレームに取り付けられていて、細線を連続的に供給する手段(4)を有し、可動取付け具は、頂部(21)及び底部(22)を有し、頂部(21)と底部(22)との間には、細線(F)を案内するようになったダクト(25)が形成され、チャネル(53)を備えた中空ニードル(5)を有し、細線(F)は、チャネル(53)内を動くことができ、ニードルは、ダクト(25)の連続体をなした状態でその端部(51)の一方の端部が可動支持体(2)の底部(22)に取り付けられ、ニードルは、その他端部にゴム異形部分(P)を穿通することができる先端部(52)を有し、フレーム(1)に取り付けられた切断手段(3)を有し、切断手段は、ニードルが上昇位置にあるとき、ニードルの各往復運動サイクル時に細線(F)をニードルの先端部から所与の距離のところで切断することができる切断ワイヤ(34)を備えた回転ブレード(30)を有するよう構成された装置に関する。切断手段(3)は、ブレードの切断ワイヤ(34)の後ろに配置され、細線をブレード(30)によって切断した直後にプライマーをニードルの先端部(52)の回りに折り曲げるようになっているパドル(32)を含む。  (もっと読む)
(もっと読む)
温度調整システムを備える可撓性の圧縮ローラを含む繊維塗布装置
本発明は、複合材料からなる部材を製造するための繊維塗布装置であって、樹脂が予備含浸された少なくとも1つの扁平繊維からなるバンドを塗布面に塗布するための圧縮ローラ(2)と、バンドに向かって熱放射を出力可能な加熱システムとを備えた繊維塗布装置に関する。圧縮ローラは、複数の放射状の孔(41)を設けられた剛性の中心チューブ(3)と、当該中心チューブに取り付けられており、複数の放射状の孔と円筒の外面(33)とを流体連通させることが可能な流体連通手段(32、34、35)を備えた弾性変形可能な可撓性材料からなる円筒(3)とを備えている。上記の装置は、中心チューブの内部通路(42)に温度調整流体を封入可能な温度調整手段を備えている。 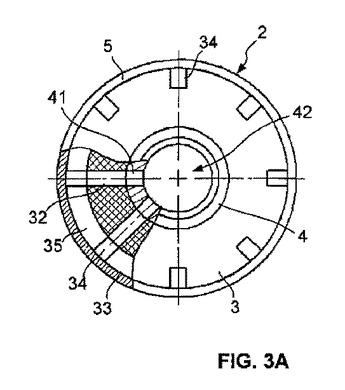 (もっと読む)
(もっと読む)
ストリンガ、複合構造、航空機、及びストリンガの製造方法
長手方向の一端に終端部を有し、複合構造のプライの積層スタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライは、前記ストリンガの終端部に向けて連続的に終端されて、スタックの厚さが減少するテーパを提供するようにしたストリンガを開示する。また、パネルとストリンガとを有する複合構造及び、ストリンガを製造する方法を開示する。複合構造は、航空機に用いることができる。 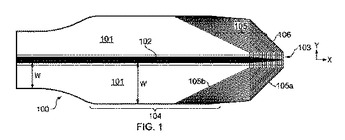 (もっと読む)
(もっと読む)
フィラメントワインディング方法
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
(もっと読む)
風力タービンブレードの自動製造システム
本発明は、半割の型(2、3)を使用して風力タービンブレードを自動的に製造するシステムに関し、乾燥繊維ブランケットを貼り付けることで、型で2つの相補的な半体が形成される。風力タービンブレードは、2つの半体が互いに結合された時に得られる。さらに、離型剤、塗料及び接着剤塗布又は機械加工の付属品が選択的に配置されるヘッド支持手段(5、6)、及び乾燥繊維ブランケットを半割の型(2、3)に貼り付けることが可能な機能のアセンブリを備えたヘッド支持手段(13)が、半割の型(2、3)に配置される。 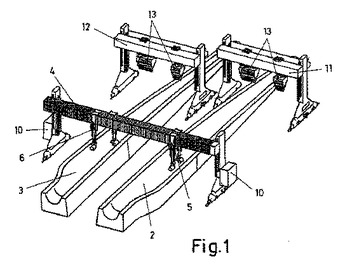 (もっと読む)
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 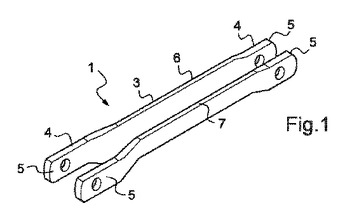 (もっと読む)
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
複合容器の製造方法
【課題】所望の形状および強度を有する複合容器の製造方法及び複合容器の製造装置を提供する。
【解決手段】トウプリプレグ20の樹脂を、トウプリプレグ20がライナ5に巻装される前に加熱装置6によって加熱して、樹脂の粘度を加熱前の粘度よりも低下させておく。その後、トウプリプレグ20をライナに巻装しながらトウプリプレグ20の樹脂を冷却して、低下した樹脂の粘度を再び高める。
(もっと読む)
FRP製筒状体とその製造方法
【課題】FRP製の筒状体の端部に他部材を圧入接合する際に、端部の層間が層間破壊を起こすことがないような端部の補強方法・手段を提供すること。
【解決手段】FRP製筒状本体の両端又は片端が、該筒状本体に他部材を圧入接合するために補強されているFRP製筒状体であって、該筒状本体は繊維強化材の巻き角度が筒状体の軸方向に対して0°以上45°未満である強化繊維層とマトリックス樹脂で構成されており、該筒状本体の両端又は片端の内側及び/又は外側に、繊維強化材の巻き角度が筒状体の軸方向に対して45°以上90°以下の強化繊維層と、強化繊維の布帛と、マトリックス樹脂とからなる補強層が積層配置されているFRP製筒状体。
(もっと読む)
自動繊維配置機用の簡易繊維張力調整
【課題】標準サイズのテープスプールを使用する簡易AFP機に使用できる、簡易繊維張力調整装置を提供する。
【解決手段】繊維スプール用に繊維張力調整装置が提供される。ハブは回転可能に支柱に取り付けられ、ハブには、繊維スプールが取り付けられる。ハブ上の手段によって、スプールから引き出されている繊維に抗力が加えられて、繊維の張りが維持される。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 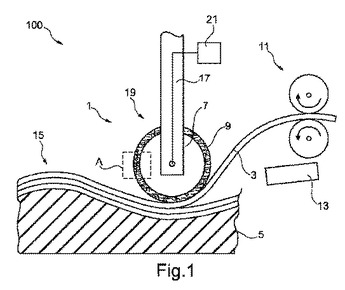 (もっと読む)
(もっと読む)
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 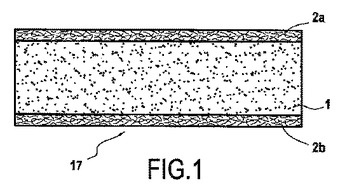 (もっと読む)
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 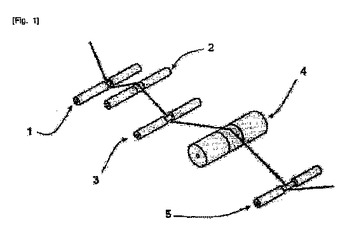 (もっと読む)
(もっと読む)
糸層形成装置、糸層形成方法と繊維強化部材の製造方法
【課題】繊維強化部材を構成する繊維糸にうねりを生じさせることなく、しかも、多様な線形でかつ多様な断面形状のマンドレルに対して、該マンドレル周面に形成された繊維糸の配列姿勢の崩れを防止しながら繊維糸の層を形成することのできる糸層形成装置と糸層形成方法、繊維強化部材の製造方法を提供する。
【解決手段】糸層形成装置100は、ブレーダー糸S3を供給する環状のブレーダー30と、第1の糸S1を供給する環状の第1の供給手段10と、第2の糸S2を供給する環状の第2の供給手段20と、マンドレルMを移動させる移動手段40と、を具備し、少なくとも第1の供給手段および第2の供給手段のいずれか一方が回転自在となっており、マンドレルMの周面に、少なくとも、第1、第2の回転手段によるそれぞれの糸配列層と、ブレーダーによる織物層と、からなる糸層の積層構造を形成するものである。
(もっと読む)
41 - 60 / 144
[ Back to top ]