
Fターム[4F205HW21]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形品の後処理、後加工 (127) | 機械的処理 (40)
Fターム[4F205HW21]の下位に属するFターム
バリ取り(脱型後の) (2)
Fターム[4F205HW21]に分類される特許
21 - 38 / 38
繊維強化樹脂製歯車
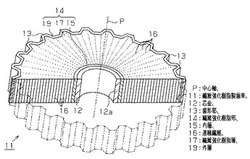
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法

【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維と樹脂を掻き分けて貫通孔を開けるとき、貫通孔の部分にて繊維強化樹脂シートがよりよく補強されるように貫通孔を形成する方法を提供する。
【解決手段】繊維強化樹脂シートの貫通孔24となる部分に存在する繊維および樹脂を周りに掻き分けることにより貫通孔24を形成し、掻き分けによって貫通孔24の両端の周りに生じた一対の繊維と樹脂の混合隆起部28を貫通孔24内に延在する張力部材30,32により相互に引き付けて保持する。
(もっと読む)
連続したプロファイルを作製するための引抜き成形法
本発明は引抜き成形法(「ADP法」として知られる)に関し、当該方法では、繊維強化プラスチック材料からなる少なくとも1つの帯状プリプレグ(6〜9)を曲げることにより、連続した強化プロファイル(11)を形成する。プロファイル(11)の最初の形状加工は、最終形状加工および予備硬化が行われる加圧成形デバイス(12)の下流にある予備成形デバイス(10)で行われる。プロファイル(11)の移動は、加圧成形デバイス(12)の動作サイクルと同期して、牽引デバイス(14)により行われることが好ましい。切断デバイス(15)を用いることにより、プロファイル(11)を適切な長さに切断する、かつ/または、正しい寸法が確実に維持されるよう縁部を後の機械的処理に供すことができる。本発明によると、相互に隣接するフランジ(17と18)を有する垂直ウェブ(19)を有する(H型断面形状)プロファイル11の形成時に、連続した(引抜き成形)ガセット(29)が、プロファイル(11)のアール領域(27)の帯状プリプレグ(6〜9)間、例えば、帯状プリプレグ(6〜9)が互いに接合する領域に同時に挿入され、この領域の空隙(28)は充填され画定される。連続したガセット(29)により、アール領域(27)における形状偏差および/または厚さのばらつき(繊維容積のばらつき)がなくなり、廃棄量が減る。 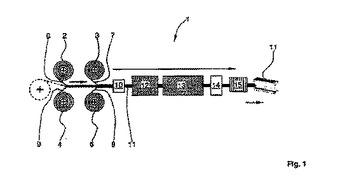 (もっと読む)
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
繊維強化プラスチック製管体の製造方法とその素管の研磨装置
【課題】管体の支持部材に格別の補正作業を必要とせずに、管体表面に微細ではあるが塗装後に顕在化する螺旋状の細溝が形成されず、且つ原料及び製作コスト増につながらない繊維強化プラスチック製管体の製造方法とその研磨装置とを提供する。
【解決手段】前記研磨装置は、第1駆動ロール(6) と被駆動ロール(4) とによって所定の回転速度で回転する研磨布(7) をもつ無端ベルト(8) と、同無端ベルト(8) の前記第1駆動ロール(6) と離間して配され前記繊維強化プラスチック製管体(13)の素管(13') の周面に押圧接触して駆動回転する第2の駆動ロール(5) と、前記第1駆動ロール(6) に近接して配され、素管(13') を支持する合成樹脂材料からなる支持部材(10)とを備えている。前記素管(13') の周面を、前記第1駆動ロール(6) の無端ベルト(8) の周回部分と前記第2駆動ロール(5) と前記支持部材(10)との3部材間で把持して研磨する。
(もっと読む)
繊維強化プラスチック製ゴルフクラブシャフトの製造方法
【課題】 高い先端部折損強度と捻り強度とを有し、かつ軽量であり、特にクラブヘッドの重心(スィートスポット)を外れて打撃してしまったときにも対応する優れた耐久性及びねじ切り強度を有する繊維強化プラスチック製ゴルフクラブシャフトを製造し得る製造方法を提供する。
【解決手段】
以下の工程を順に行う繊維強化プラスチック製ゴルフクラブシャフトの製造方法である。
(A)90°の補強層用プリプレグをマンドレルに巻き付ける工程(B)貼り合わせアングル層用プリプレグを巻き付ける工程(C)ストレート層用プリプレグを巻き付ける工程(D)繊維方向がマンドレルの径方向中心線に対して45°となる略台形の第1補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(E)第2補強層用プリプレグを細径側端部〜該細径側端部から300mmの範囲内に巻き付ける工程(F)第3補強層用プリプレグを巻き付ける工程
(もっと読む)
孔付き繊維強化複合体の製造方法、及びその複合体からなる航空機構造用部材
【課題】 高い寸法精度及び真円度及び低い表面粗度の接合用孔を有する繊維強化複合体を低コストで製造する方法を提供する。
【解決手段】 強化繊維にマトリックス樹脂を含浸したプリプレグからなる硬化プリプレグ成形体1’にドリル加工して接合用孔15を有する繊維強化複合体1を製造する方法であって、前記ドリル加工に、2つ以上の錐状の先端切刃81と、前記先端切刃81から連続的にシャンク82まで延在する2つ以上の外周切刃83と、前記先端切刃81からシャンク82まで延在する切屑排出溝84とを有するバニシングドリル8を用いる方法。
(もっと読む)
複合材料により構成された自動車用ハイブリッドドライブシャフト
【課題】鋼鉄製のドライブシャフトに比べて振動特性が優れ、出力が向上する優れた性能の複合材料により構成されたドライブシャフトの製作方法を提示する
【解決手段】本発明は、一方向繊維強化複合材料を使用して内部シャフトを製作する段階、織物型繊維強化複合材料を前記内部シャフトの外部に積層してシャフト中間部を形成する段階、織物型炭素繊維複合材料を前記シャフト中間部の外部に積層してシャフト外部を形成する段階、及び、前記各層別複合材料を相互接合する段階、を含み、前記内部シャフトは、平板の周囲に一方向繊維強化複合材料をフィラメントワインディング法を利用して巻いた後、これを硬化させ、次に、サイズに合わせて切断して複合材料ブロック体を製作した後、旋盤作業を通して円形シャフト形態に加工して製作することを特徴とする。
(もっと読む)
繊維強化プラスチック製管体及びその製造方法
【課題】表面研削加工後の管体の表面にピットの発生がなく、表面品質に優れた繊維強化プラスチック(FRP)製管体及びその安定的な製造方法を提供する。
【解決手段】複数の繊維強化プラスチック層を有し、最外層30が研削用の繊維強化プラスチック層とされる繊維強化プラスチック製管体の製造方法において、最外層の研削用繊維強化プラスチック層30以外の他の繊維強化プラスチック層20は、フィラメントワインディング法にて作製し、最外層の研削用繊維強化プラスチック層30は、テープワインディング法又はシートワインディング法により作製する。
(もっと読む)
テープ貼付経路設定方法及びプログラム並びにテープ貼付装置
【課題】長尺状のテープを対象物に貼り付ける場合に、しわの発生を防ぐとともに、テープの隙間や重複を許容値内に抑えること。
【解決手段】対象物に長尺状のテープを貼付する場合において、テープの中心線が対象物の測地線に一致するように、テープ貼付経路を設定する。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置および製造方法
【課題】 長繊維強化熱可塑性樹脂ストランドを製造するに際し、その製造を長時間連続して行うことができ、連続運転性に優れた長繊維強化熱可塑性樹脂ストランド(以下、ストランド)の製造装置および製造方法を提供する。
【解決手段】 (1) 熱可塑性樹脂浴容器内の溶融した熱可塑性樹脂中に強化用繊維束を導入し、該強化用繊維束に該熱可塑性樹脂を含浸させ、該熱可塑性樹脂浴容器の出口ノズルから樹脂含浸繊維束を引き取ると共に撚り機によって該樹脂含浸繊維束に撚りを付与し、これにより得られたストランドを切断機により切断してペレット化するストランドの製造装置であって、前記撚り機と切断機との間に、ストランドを前記撚り機による撚りと同じ方向に撚り、前記撚り機により付与された撚りを保つ手段を設けたことを特徴とするストランドの製造装置、(2) この装置を用いるストランドの製造方法等。
(もっと読む)
複合テープの敷設方法
複合部材および複合部材を形成するための関連する方法を提供する。複合部材が複数の細長いテープ(12)から形成される。各テープが複数の自然な経路セグメント(72a、72g)によって画定される経路(70)に沿って配置され、自然な経路セグメントのそれぞれは隣接セグメントに対して非自然なオフセット角(76)を画定する。 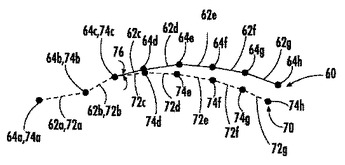 (もっと読む)
(もっと読む)
繊維強化樹脂製ローラおよびその製造方法
【課題】 本発明は、低慣性モーメントを有するローラおよびその製造方法を提供することを目的とする。
【解決手段】 樹脂含有量が50重量%未満の繊維強化プラスチックからなる内層と、樹脂含有量が50〜95重量%の繊維強化プラスチックからなる外層とを有するFRP管体の表面に無電解メッキを施してローラを形成する。
(もっと読む)
内圧容器及びその製造方法
【課題】繊維強化樹脂製筒体の大型化や重量化を招くことなく容易でコスト安に強度向上を図り実用性に秀れた内圧容器及びその製造方法を提供する。
【解決手段】フィラメントワインディング法により連続繊維を巻回積層して両端部側が径大である繊維強化樹脂製筒体1の両端部が閉塞蓋2で閉塞され、閉塞蓋2は筒体1と連結されるリテーナリング3で支持されている内圧容器の製造方法で、マンドレルに樹脂含浸した繊維をマンドレルの軸芯方向と略直交方向に連続的に巻回して第一層Fを形成し、先端部が筒体1の端部から所定の距離Lの位置及び基端部が閉塞蓋2、リテーナリング3より内方位置となるように設定され、この上に、マンドレルの軸芯方向に対して鋭角度で連続的に巻回して第二層Sを筒体1の全域に形成し、この上に、マンドレルの軸芯方向と略直交方向に連続的に巻回して第三層Tを筒体1の端部のみに形成し、樹脂硬化後マンドレルを脱型して形成される。
(もっと読む)
長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイ及びそのダイを使用する長繊維強化熱可塑性樹脂構造体の製造方法
【課題】 本発明は長繊維強化熱可塑性樹脂の製造装置及び製造方法に関して、製造される長繊維強化熱可塑性樹脂ペレットの繊維の種類又は繊維含量を効率良く変更する。
【解決手段】本発明は、開繊された繊維ロービングに溶融した熱可塑性樹脂を含浸し、賦形ダイにより溶融された過剰の樹脂を絞り所望の形状に賦形し、更に冷却後カッティングにより所望の長さの長繊維強化熱可塑性樹脂構造体を製造する方法において、低部が略半円形又は半割り多角形である凹部を有するプレート(A)と、頭頂部が略半円形又は半割り多角形である凸部を有するプレート(B)を組み合わせることで、プレート(A)の底部の略半円形又は半割り多角形とプレート(B)の頭頂部の略半円形又は半割り多角形とにより、略円形又は多角形の貫通穴が形成されることを特徴とした長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイを提供する。
(もっと読む)
FRP成形品
【課題】ドリルによる孔あけ加工後のバリの発生を低減し、また孔あけ加工の作業を容易にし、また剥離やクラックの発生を防止できるFRP成形品を提供する。
【解決手段】ドリル2により孔あけ加工されるFRP成形品1である。該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とする。FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成する。
(もっと読む)
21 - 38 / 38
[ Back to top ]