
Fターム[4F206AD34]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 前処理、処理 (524) | プライマー処理、下塗り (103)
Fターム[4F206AD34]に分類される特許
41 - 60 / 103
加飾部材のベース部材へのインサート射出成形方法、及びそのベース部材

【課題】加飾部材をベース部材にインサート成形するときに、加飾部材にダメージを与えない射出成形方法及びそのベース部材を提供する。
【解決手段】第1成形型11のキャビティにポリカーボネートPCの溶融樹脂を射出し、加飾部材原体5を成形する。この加飾部材原体5を第2成形型18のキャビティにインサートし、ポリカーボネートPCの溶融樹脂を射出しながら第2内側コア型23を前進させ、ポリカーボネートPCの溶融樹脂を圧縮しながら加飾部材単体6を成形する。この加飾部材単体6を、第3成形型27のキャビティにインサートして、加飾部材4が組み込まれたフロントパネル3を成形する。
(もっと読む)
金属調光沢柄を含む加飾シートの製造方法、および成形同時加飾成形品の製造方法。

【課題】金属薄膜層をパターン形成する際の残留水分による金属薄膜層の腐食や錆の発生および廃液処理の問題も全く発生しない金属調光沢柄を含む加飾シートの製造方法、および成形同時加飾成形品の製造方法を提供する。
【解決手段】第1基体シート20上に絵柄層24が形成された加飾シート40と、離型性を有する第2基体シート10上に金属薄膜層16が形成された金属薄膜形成シート6とを積層させ、該金属薄膜形成シート6から前記金属薄膜層16を前記第1基体シート10の絵柄層24が形成された面上に転写形成させた金属調光沢柄を含む加飾シートの製造方法であって、該金属薄膜層の転写形成をオンデマンドによるプリント方式。
(もっと読む)
インサート樹脂成形品およびその製造方法
【課題】金属製のインサート部材と樹脂成形部との境界面に硫黄を含有する接着層を備える密着性の高いインサート樹脂成形品および該製品を製造する方法を提供する。また、該成形品を備える電池の提供を他の目的とする。
【解決手段】本発明により提供される金属製のインサート部材64と熱可塑性樹脂から成る樹脂成形部70との境界面に、硫黄原子を含む成分を含有する接着剤から形成された接着層90を備えるインサート樹脂成形品の製造方法は、上記インサート部材64と上記樹脂成形部70との境界面に上記接着層90が形成されたインサート成形体を用意し、該成形体を所定の時間加熱することにより該接着層90中の遊離硫黄と該樹脂成形部70を構成する熱可塑性樹脂とを結合させて、加熱前よりも該接着層90中の遊離硫黄を減少させることを特徴とする。
(もっと読む)
ヘアライン意匠を有する転写シートと転写成形品の製造方法
【課題】表面に削り屑の跡による外観不良のない美麗なヘアライン目の、意匠性に優れた転写成形品を得る。
【解決手段】基体シート2上に硬化性樹脂よりなるヘアライン形成層3と転写層7とが積層形成され、ヘアライン形成層と転写層との境界面にヘアライン目が形成された転写成形品形成用の転写シート1とする。この転写シートを、基体シート面が金型キャビティに面するように金型内に配置し、金型内に成形樹脂を流し込み、冷却固化後に基体シート2を剥離することを特徴とする転写成形品の製造方法。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
接合体の製造方法および射出成型装置
【課題】軟化温度の低い樹脂であっても、成型とマグネシウム合金との接合を両立させることができる、樹脂とマグネシウム合金の接合体の製造方法および射出成型装置を提供することを目的とする。
【解決手段】分子接着剤の被膜が形成されたマグネシウム合金30を設置する下金型3と、マグネシウム合金30が設置された下金型3と型締めされた状態で樹脂10を成型する上金型2とをそれぞれ異なる温度に設定して、成型された樹脂31とマグネシウム合金30の接合体32を製造する。樹脂10とマグネシウム合金30の分子接着剤による接合に必要な金型温度を、樹脂10の成型に必要な金型温度より高く設定することで、軟化温度の低い樹脂10であっても、成型とマグネシウム合金30との接合を両立させた一体成型が実現できる。
(もっと読む)
成型品
【課題】簡単な構造でシールド効果を高めることができる成型品を提供する。
【解決手段】本体32は樹脂材料から形成される。本体32の裏面には金属板31が覆い被さる。本体32および金属板31の間には接着剤33が挟み込まれる。本体の表面には金属めっき膜37が形成される。金属めっき膜37は金属板31に電気的に接続される。こうした成型品15では、金属板31に基づき成型品15の機械的な強度は向上する。しかも、金属板31および金属めっき膜37はそれぞれシールド層として機能することができる。シールド層は広い面積で形成される。成型品15ではシールド効果は向上する。加えて、金属めっき膜37は金属板31に電気的に接続される。その結果、シールド効果は一層向上する。
(もっと読む)
複合射出成形品のプラスチック及び金属間の接着強度を向上させるための熱活性型接着剤
少なくとも部分的に金属で形成されている複合成形品であって、前記金属領域の周囲に少なくとも部分的に熱可塑性プラスチック層が射出成形されており、前記プラスチック層と前記金属領域間の少なくともところどころに、少なくともプラスチック層側が熱活性型弾性材料からなる接着剤層が配置されて、前記金属領域と前記プラスチック層間に前記接着剤層を利用した材料同士の接合部が存在する、複合成形品。  (もっと読む)
(もっと読む)
金属部材とプラスチック部材との接合構造、その製造方法及び電子装置の筐体
【課題】結合強度が高い金属部材とプラスチック部材との接合構造、その製造方法及び電子装置の筐体を提供する。
【解決手段】金属部材とプラスチック部材との接合構造において、金属部材と、インサート成型方法により金属部材と一体に成型されたプラスチック部材を含み、金属部材とプラスチック部材とは、接着剤層によって結合されている。金属部材とプラスチック部材との接合構造の製造方法において、前記金属部材を用意するステップと、前記金属部材の表面に接着剤を塗布し、固化させるステップと、金属部材をインサート材とし、固化された接着剤層上に溶融プラスチックを射出して複合成型するステップと、を含む。
(もっと読む)
フレキシブルシートのエッジを封入するための改良法
本発明は、フレキシブル基材上にオーバーモールドエッジ部を作成する本発明の方法を前提とするもので、前記エッジ部には前記金型キャビティ中の支持具に起因する開口領域がない。 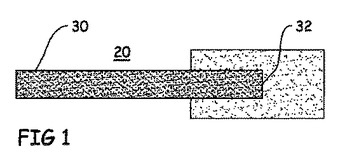 (もっと読む)
(もっと読む)
電子装置の筐体及びその製造方法
【課題】機械的強度が高く、薄型化を実現することができる電子装置の筐体及びその製造方法を提供する。
【解決手段】インサート成型方法により一体に成型される電子装置の筐体において、金属製本体と、プラスチック製アンテナカバーと、を含み、前記金属製本体とプラスチック製アンテナカバーとが結合する個所に少なくとも1つの係合手段が形成される。金属製本体と、プラスチック製アンテナカバーと、を含む電子装置の筐体の製造方法において、一方の側辺に少なくとも1つの係合部が形成されている前記金属製本体を準備するステップと、インサート成型方法で前記金属製本体とプラスチック製アンテナカバーとを一体に成型し、且つ前記金属製本体とプラスチック製アンテナカバーとが結合する個所に少なくとも1つの係合手段を形成するステップと、を含む。
(もっと読む)
成型部品およびその製造方法
【課題】受け入れ孔内に簡単に高い強度でインサート部品を接合することができる成型部品およびその製造方法を提供する。
【解決手段】インサート部品28が受け入れ孔26に挿入されると、インサート部品28の外壁面および受け入れ孔26の内壁面の間にははんだ材34が挟み込まれる。はんだ材34が加熱されると、はんだ材34は溶融する。受け入れ孔26の内壁面には金属材33が露出する。はんだ材34はインサート部品28の外壁面および受け入れ孔26の内壁面の間で十分に濡れ広がる。その後、冷却に基づきはんだ材34は固化する。こうしてはんだ材34は受け入れ孔26内にインサート部品28を高い強度で接合することができる。
(もっと読む)
樹脂製部材及び金属製部材からなる複合体の製造方法並びにLED実装用基板及びLED用リフレクター
【課題】金属製部材に対して、高い接着性を有する樹脂成形部を効率よく形成することができ、熱履歴を伴った場合に、樹脂成形部の変形及び破壊、樹脂成形部及び金属製部材の分離等が抑制され、耐熱性及び放熱性に優れた複合体を効率よく製造することができる複合体の製造方法、並びに、LED実装用基板及びLED用リフレクターを提供する。
【解決手段】本発明の複合体は、金型3内部に、トリアジン系化合物を用いて表面処理された金属製部材11を配置し、チオエーテル結合、アミド結合、エステル結合及びエーテル結合の中の少なくとも1種を含む熱可塑性樹脂15〜80質量%及び窒化ホウ素20〜85質量%を含む樹脂組成物からなる樹脂成形部を射出成形法により得る。
(もっと読む)
インモールドラベル付成形体
【課題】美飾性に優れ、意匠性のあるインモールドラベル付成形体を提供する。
【解決手段】金型の壁にインモールドラベルを取付け、成形体を成形すると同時に、インモールドラベルが成形体に熱融着されて形成されるインモールドラベル付成形体であって、インモールドラベルは、少なくとも成形体の表面と直接熱融着可能な合成樹脂製の基材層と、この基材層上に積層して設けられる外装合成樹脂層とで構成され、基材層と外装合成樹脂層との間に部分的に接着剤を塗布し、基材層と外装合成樹脂層とを部分的に接着する。
(もっと読む)
自動車内装パネルの製造方法
【課題】自動車内装パネルの製造において、樹脂製の表皮材のコストを低減するとともに、成形性が良く安価なポリプロピレン樹脂を主成分とする樹脂材料を使用して基材の成形と同時に表皮材を基材に強固に融着させて一体化させる。
【解決手段】自動車内装パネルの製造方法は、樹脂製の表皮材を成形する表皮材成形工程(b)(c)と、表皮材成形工程で得られた表皮材の裏面側に変性ポリオレフィン樹脂を含有するプライマー14によりプライマー被膜を形成するプライマー処理工程(d)と、プライマー処理工程でプライマー処理された表皮材のプライマー被膜側において、ポリプロピレン樹脂を主成分とする溶融した樹脂材料Rにより基材を成形すると共に、該表皮材と該基材とをプライマー被膜を介して一体化させる一体成形工程(e)〜(g)と、を備える。
(もっと読む)
偏光複合シートとその応用方法
【課題】 残留ひずみを除去するのに十分な温度と時間でアニール処理を行っても偏光積層シートに反りを生じさせない偏光複合シートの製造方法を提供する。
【解決手段】
偏光素子の両面を保護する為に、セルローストリアセテートフィルム層で挟持された汎用の偏光シートの両面に、ポリカーボネート樹脂フィルムを、接着基層を介して接着し内面にセルローストリアセテートフィルム層、外面にポリカーボネート樹脂フィルム層を複合形成させる手段を確立する。
(もっと読む)
金属インサート樹脂複合成形品の製造方法及び金属インサート樹脂複合成形品
【課題】
製造が容易で、かつ過酷な環境変化の中でも部品内部の電気回路や電気接点等を保護するのに充分な気密性の確保、クリープ防止を図ることのできる金属インサート樹脂複合成形品を安価に製造する方法を提供する。
【解決手段】 予め金属部品表面をシランカップリング剤で処理した後、フェノール樹脂成形材料を用いて成形することを特徴とする金属インサート樹脂複合成形品の製造方法であり、前記シランカップリング剤が、ビニル基、アミノ基、エポキシ基、メルカプト基、メタクリル基の中から選ばれた少なくとも1種の官能基と、アルコキシ基とを有するアルコキシシランであることが好ましい。
(もっと読む)
インサートパネル埋設ウェザーストリップおよびその製造方法
【課題】インサートパネルを埋設した部分に、型成形時の位置決めピンによって形成されたピン穴を有する自動車用のウェザーストリップにおいて、そのピン穴に侵入した水が車内へ侵入することのない製品を提供する。
【解決手段】ゴム成形材からなる本体部2と、本体部2の型成形部に埋設されたインサートパネル3とを備え、本体部2のインサートパネル3を埋設した部分に、型成形時にインサートパネル3を固定して位置決めする位置決めピンが挿入されるとともに、前記本体部2の表面からインサートパネル3に達する深さのピン穴2aを有する自動車用のウェザーストリップであって、インサートパネル3の表面に、本体部2と密着する性質の樹脂層4を設けてなる。
(もっと読む)
現像ブレード用金型、及びこれにより製造された現像ブレード
【課題】残存するゴム材の除去作業を不要として、効率良く現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート上に、長手方向での両側にブランクエリアを確保し、その間に現像剤と接触させる弾性部材を接着してなる現像ブレードの製造に用いる金型10であって、前記弾性部材に対応する形状に形成してあるキャビティMC−1と空間として連続しオーバーフローした材料を回収するオーバーフロー部SC−1が、前記両ブランクエリア間に対応する所定領域内に設けてある。オーバーフロー部は、製品となった現像ブレード上で両ブランクエリア間にそのまま放置でき、成型後に除去作業を行う必要がない。本発明によると、金型の構造を簡素化して、合わせて作業の簡素化を図ることができる。
(もっと読む)
インサート成形体およびインサート成形体の製造方法
【課題】生産性に優れ、しかも、金属からなるインサート部材と樹脂部材とが強固に接合されたインサート成形体およびインサート成形体の製造方法を提供する。
【解決手段】金属からなるインサート部材2の被接着面2aに接着剤層4を介して樹脂層3が形成されてなるインサート成形体1であって、接着剤層4が、インサート部材2側に設けられた第1の接着剤層4aと、樹脂層3側に設けられた第2の接着剤層4bとからなり、第1の接着剤層4aが、エポキシ樹脂を含む樹脂からなるものであり、第2の接着剤層4bが、ポリエステル系樹脂、ポリウレタン系樹脂、ビニル系樹脂から選ばれた少なくとも1種以上の樹脂を含むものであるインサート成形体1とする。
(もっと読む)
41 - 60 / 103
[ Back to top ]