
Fターム[4F206AH56]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 箱状容器(←コンテナ、パレット) (110)
Fターム[4F206AH56]に分類される特許
41 - 60 / 110
ゲート跡切断装置
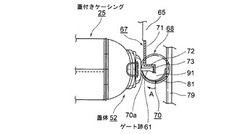
【課題】ゲート跡を切断する際に切断片が飛散するのを防止することができ、包装容器の生産性を向上させることができるうようにする。
【解決手段】蓋付きケーシング25を保持する保持部材と、移動自在に配設され、切断位置において、蓋体52に形成されたゲート跡61を切断し、かつ、切断されたゲート跡61を収容する収容部を形成し、退避位置において、収容部に収容されたゲート跡61を排出する切断要素とを有する。切断片が包装容器製造装置の周辺に飛散するのを防止することができ、装置の周辺が汚れることがない。切断要素の移動速度を高くすることができるので、包装容器の生産性を向上させることができる。
(もっと読む)
樹脂容器

【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
容器を製造する金型システム
本発明は、容器(500)を製造するために可動金型部分(10)及び静止金型部分(20)を備える金型システム(1)に関し、金型部分(10及び20)は相互に対向して位置付けられ、金型システム(1)は、厚紙素材からプレスされた底(57)、前記底(57)に接続された壁(59)、及び少なくとも部分的にプラスチックから注型され、壁(59)の上縁に接続されて壁を取り囲むリム(50)を備える容器(500)を製造するために使用することができ、それにより静止金型部分(20)に対して動作可能な金型部分(10)は、少なくともコア(41)を設けたコアプレート(4)、コア(41)に対して動作可能でシール表面(5a)を備え、コア(41)を囲む板状シールリング(5)、及びコア(41)及びシールリング(5)に対して動作可能で、その間に嵌め込むことができるカラーリング(6)を含み、静止金型部分(20)は、少なくとも金型キャビティ(71)及びシール表面(7a)を設けた金型プレート(7)を含む。金型システム(1)内で、プラスチックリムの注型段階で前記シール表面又はカラーリングの機能を変更するインサート(9及び/又は612)を、シールリング(5)のシール表面(5a)及び/又はカラーリング(6)のカラー(61)に着脱式に取り付けることができ、インサートは、容器(500)の基本リム(50)の寸法を変更する、又は前記基本リム(50)の表面にその平面の残りの部分から上方向に延在する膨らみ、又は表面(50)の平面の残りの部分より低い溝を設ける、又は容器(500)の基本リム(50)の外縁からさらに突出し、場合によっては開口などの吊り下げ手段(56)を備える突起(55)を形成するためにも使用することができる。 (もっと読む)
液体収納容器およびその製造方法
【課題】液体収納容器において、最も内側の層よりも外側の層を形成するために用いられる樹脂が、所定位置以外の位置に流入することが抑えられる液体収納容器を提供すること。
【解決手段】インク容器20と蓋部材10とを有するインクタンク1において、インク容器20は、型成形によって複数の層が重ねられて形成されている。インク容器20を形成する複数の層のうち内層21の側壁25における蓋部材側の端部には、蓋部材側の端部から突出した流入防止部26が形成されている。
(もっと読む)
厚紙製容器内に間仕切りを形成するための金型システム
対向配置される可動金型部分と固定金型部分を備え、厚紙製容器に間仕切りを形成する金型システム。これにより、底部、壁、及びプラスチックから鋳造されるリムを備える容器を製造できる。可動金型部分は、コア、コアに対して移動可能でありシール表面を有しコアを囲む板状シール・リング、コアとシール・リングの間に嵌合でき容器にリムを形成するためのシール・リングとコアに対して移動できるカラー・リングを備えるコア・プレートを備え、固定金型部分は、金型キャビティ及びシール表面を備える金型プレートを有する。陥凹部が、コアの長手方向でコア内に形成され、横方向でコア又は金型キャビティに押圧されるコアの形成部分を分割し、金型キャビティの側面のコアの端部に面し、陥凹部が金型キャビティ上に置かれる厚紙のブランクに当たるように置かれたときに、厚紙製容器の底部から上方に延在するプラスチック製間仕切りが形成できる。  (もっと読む)
(もっと読む)
プラスチック容器
【課題】還元力、抗酸化力を有する容器を提供する。
【解決手段】熱可塑性樹脂のペレットに乳酸菌粉末(Bロンガム、Bアドレセンティス、Bビフィダム、Bブレーベ、Eフェシウム、Lパラカイゼ、Lブルガリスク、Lラクティス、Lカゼイ、Lブレビス、Lアシドフィルス、Lガッセリ、Lデルブリッキ、のうちのいずれか)を1〜5重量パーセント混合し、ヒータによって加熱されたシリンダーの中にて溶融し、スクリューによって圧力をかけて金型に流し込んで、プラスチック容器を成形する。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
運搬容器用の射出成形金型及び運搬容器
【課題】底板下面に複数本の細幅リブと中空の太幅リブが格子状に設けられた運搬容器をガスアシスト成形法により成形するにあたり、容器の底板下面に残る穴を出来る限り小さくし、太幅リブの中空部内に液類が浸入し難い構成のものとする。
【解決手段】固定型(11)と可動型(12)で容器形状をなすキャビティ(13)を画成し、容器の底板下面に対応するキャビティ(13)の上面部(13a)であって、太幅リブが配置された底板下面中央部の対応位置と、細幅リブが配置された底板下面周辺部の対応位置とに樹脂通路と加圧ガス通路とに連通したピンゲート(14、15)をそれぞれ設けて射出成形金型を構成する。
(もっと読む)
穴付射出成形体の製法およびそれによって得られる穴付射出成形体
【課題】射出成形体への穴加工を、その穴の大きさにかかわらず、低コストで簡単かつ美麗に行うことができ、脱型後の仕上げ処理も不要となる優れた穴付射出成形体の製法と、それによって得られる穴付射出成形体を提供する。
【解決手段】樹脂材料を、所定の金型を用いて射出成形することにより肉厚が0.5〜5.0mmの板状部を有する成形体1を得る射出成形工程と、上記成形体1の板状部にCO2 レーザを照射して貫通穴3を形成する穴明け工程とを備え、上記射出成形工程において、上記金型を利用して、得られる成形体1の貫通穴形成予定部に、その最も肉厚の薄い部分が、0.1〜0.8mmとなる凹部2を形成し、上記穴明け工程において、上記貫通穴形成予定部に形成された凹部2に向かってレーザ照射を行うことにより、貫通穴3を形成するようにした。
(もっと読む)
インモールドラベル方式プラスチック容器
【課題】
軽量かつ肉薄化した容器であっても機械的強度に優れ、さらに成形性に優れるインモールドラベル方式のプラスチック容器を提供する。
【解決手段】
プラスチック容器の成形と同時にラベルを容器側面と一体化することにより製造されるインモールドラベル方式のプラスチック容器であって、金型の樹脂注入口から樹脂を注入する際の樹脂流動長さLと容器側面の厚みTとの比L/Tが180以上である肉薄かつ軽量化された容器であって、メルトフローレート(MFR)が45〜120g/10分であって、かつ曲げ弾性率が1300〜2000MPaであり、さらに高速面衝撃吸収エネルギーの全エネルギーが12J以上、かつ、延伸エネルギーが0.65J以上の熱可塑性樹脂より成形され、少なくとも容器の上部から2/5〜4/5の間のラベル合わせ目形状が非直線状、又は容器の上辺および底辺に対して垂直とならない直線状であることに特徴を有する。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
熱で白化しない耐熱性と、伸縮率が大きくても伸縮へ追従性がよく、セキュリティ性に優れた蛍光潜像を、立体面へ割れや白化などの少なく転写することのできるインモールド用転写箔を提供する
【解決手段】
基材11、離型層13、蛍光層15及び接着層19が設けてなるインモールド用転写箔10において、前記離型層13がメラミン系樹脂であり、前記蛍光層15がハードコート性の電離放射線硬化樹脂、蛍光発光性の希土類錯体、及びフィラーを含み、前記電離放射線硬化樹脂の吸収波長領域が蛍光発光性の希土類錯体の吸収波長領域と異なり、かつ、前記蛍光層が(1)電離放射線硬化後の23℃における破断伸度が5%以上で、(2)インモールド用転写箔10状態で、150℃雰囲気中に1時間放置しても白化しない耐熱性を有することも特徴とする。
(もっと読む)
ポリフェニレンサルファイド樹脂組成物、成形体および箱型成形体部品
【課題】吸湿量が少なく、かつ機械強度、流動性に優れるポリフェニレンサルファイド樹脂組成物およびその成形体を提供する。
【解決手段】(A)アルカリ金属含有量が200ppm以下であるポリフェニレンサルファイド樹脂100重量部に対し、(B)繊維状無機フィラー5〜120重量部、(C)非繊維状無機フィラー5〜120重量部を配合してなるポリフェニレンサルファイド樹脂組成物であり、(A)ポリフェニレンサルファイド樹脂100重量部に対する(B)繊維状無機フィラーおよび(C)非繊維状無機フィラーの添加量合計が100重量部以下であり、かつ(B)繊維状無機フィラーの添加量が(C)非繊維状無機フィラーの添加量以上であるポリフェニレンサルファイド樹脂組成物。
(もっと読む)
耐湿性軽量樹脂成形体の製造方法
【課題】水中または高湿環境下においても使用可能な高外観な耐湿性軽量成形体の製造方法を提供すること。
【解決手段】二段圧縮スクリュを有する射出成形機を用いて、熱可塑性樹脂100重量部と有機系発泡剤のみからなる化学発泡剤0.001〜0.5重量部とを含む熱可塑性樹脂組成物を溶融し、該溶融状態の熱可塑性樹脂組成物に物理発泡剤を射出成形機のシリンダ途中から供給し、射出発泡成形することを特徴とする耐湿性軽量樹脂成形体の製造方法。
(もっと読む)
射出成形複合構造体及び該構造体を成形するための工具
構造体が、容器を形成するように一群のパネル上に射出成形される。これらのパネルは容器の空洞の周囲に少なくとも部分的に延びると共に該空洞を少なくとも部分的に画定する。容器を成形する工具が開示される。 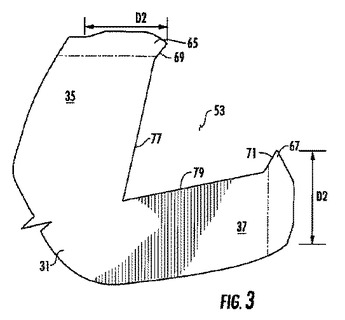 (もっと読む)
(もっと読む)
パッケージ容器を形成する方法及びパッケージ容器
パッケージ容器を形成する方法において、容器形状のパッケージ容器が、底部と、その底部から上方向に延びる側壁(7)とを有し、ボール紙素材(A)で形成される。圧縮モールドの最後の段階で、型の内側の対向面を、それと向き合う面から後方に移動させることにより、リムに対応するモールドキャビティ(5)を形成するように型を閉じ、その後、そのモールドキャビティ(5)内にモールド材料を注入することにより、前記側壁(7)の上部に、横方向に延びるモールド材料のリム(8)がモールドされる。 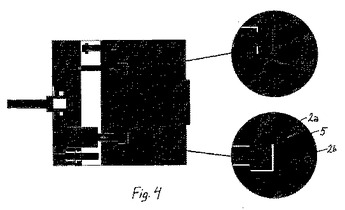 (もっと読む)
(もっと読む)
包装容器の製造法
【課題】樹脂を必要箇所に充分に充填し、余剰樹脂の流出がないように注入樹脂量を調整するのが容易であり、余剰樹脂が流出すること無く、ヒケの発生、容器の変形が発生することがない包装容器の製造法を提供する。
【解決手段】包装材料を所定形状に裁断し、縦シールしてスリーブ2を得、スリーブ上端部2aに容器頂部3をインジェクション成形によって形成し、容器底部から食品を充填し、底部をシールして得る包装容器の製造法であって、スリーブ上端部2a内面に接する外周面に、三角錐状刻み目14が連続的に形成された内金型11及び外金型12を準備し、スリーブ上端部2aを包むキャビティ12を形成し、キャビティ12内に、キャビティ12に射出されるプラスチックを、キャビティ12の体積から刻み目14の体積を除いた体積より多いが、刻み目14の体積を含むキャビティ12の全体体積より少ない量に調整して容器頂部を成形する。
(もっと読む)
大型成形品
【解決手段】射出成形で成形される大型成形品Sにおいて、表面層(スキン層)を、無発泡樹脂r1とし、内部を、発泡樹脂r2としたものである。
【効果】射出成形で成形される大型成形品において、表面層(スキン層)を、無発泡樹脂とし、内部を、発泡樹脂としたので、全体が発泡樹脂の場合のように、肉厚としたり、補強リブ等を増やすことなく、全体が無発泡樹脂の場合の強度や剛性を維持したまま、大型成形品を軽量化することができるとともに、全体を無発泡樹脂で成形した場合の冷却過程で発生するひけや変形を防止することができる。
(もっと読む)
合成樹脂製パレット用金型構造
【解決手段】エジェクターボックス3内に配設されたガイドロッド4に沿って、エジェクタープレート5が往復動するように構成された合成樹脂製パレット用金型構造において、ガイドロッド付近に位置するエジェクターボックスに、エジェクターボックス密閉空間に連通されたグリス注入用透孔3aを穿設するとともに、グリス注入用透孔が、取り外し自在な密閉蓋8により閉鎖されるように構成したものである。
【効果】合成樹脂製パレット用金型構造を分解する必要がなく、従って、グリスの供給作業時間を、短縮することができるとともに、グリスの供給作業を省力化することができる。
(もっと読む)
合成樹脂製パレット用スキッド
【解決手段】カウンタープレッシャー法により成形された一対のスキッドの対向する先端部分を溶着することにより、合成樹脂製パレットSを製造するための合成樹脂製パレット用スキッドS’であって、スキッドの溶着される先端部分s2aの無発泡表面層の厚さD1を、溶着された一対のスキッドの先端部間に、無発泡表面層が残存するような厚さとしたものである。
【効果】スキッドの溶着される先端部分の無発泡表面層の厚さを、溶着された一対のスキッドの先端部間に、無発泡表面層が残存するような厚さとしたので、スキッド同士の先端部の溶着部の強度が高くなり、ひいては、合成樹脂製パレットの強度や剛性を向上することができる。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
41 - 60 / 110
[ Back to top ]