
Fターム[4F206AH56]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 箱状容器(←コンテナ、パレット) (110)
Fターム[4F206AH56]に分類される特許
61 - 80 / 110
流動食品包装用のシート材料に開口装置を射出モールド成形する方法、およびこの方法で形成された包装材料およびパッケージ
流動食品包装用の包装材料シート(2)に開口装置(3)を射出モールド成形する方法で、包装材料シート(2)は少なくとも第1(4)および第2(5,6)の層を含み、第1の層(4)を通して形成されて第2の層(5,6)のカバー部分(10)でシールされた開口(9)を有している方法であって、第2の層(5,6)のカバー部分(10)の第1の側(10a)に溶融プラスチック材料を射出する段階と、第1の側(10a)でカバー部分(10)に沿って覆うように溶融プラスチック材料を給送する段階と、カバー部分(10)の第1の側(10a)と反対の第2の側(10b)から突出する開口装置(3)の注ぎ口(12)を形成するためにカバー部分(10)の環状円周部分を通して前記溶融プラスチック材料を給送する段階とを含み、前記カバー部分(10)を覆う溶融プラスチック材料はカバー部分(10)とともに注ぎ口(12)の使用者除去用シール部分(15)を形成する方法。  (もっと読む)
(もっと読む)
インモールドラベルおよびそれを用いたインモールド成形品

【課題】静電気を用いて成形金型の所定位置に仮接着するインモールドラベルであって、タックラベルと同等の意匠を有し、樹脂成形品とした際のラベルのズレや歪、あるいは、成形時に成形樹脂がラベル表面に回り込むことがなく、文字や絵柄印刷が成形時に流れることがなくて経時的にも消失する虞のないインモールドラベルおよびそれを用いたインモールド成形品を提供する。
【解決手段】静電気を用いて成形金型の所定位置に仮接着するインモールドラベル1であって、該インモールドラベルは少なくとも基材層2と印刷層3と接着層4と隠蔽樹脂層5とからなり、前記基材層の表面固有抵抗値が1013Ω/□以上であって、かつ、前記インモールドラベルのMD方向のループスティフネスが0.001〜0.145N(ニュートン)である。
(もっと読む)
再生材料を使用した二色成形コンテナ、及びその製造方法

【課題】再生材料の利用を図ることができて、熱履歴をコントロールして設計通りの物性のものとすることができる二色成形コンテナ10を提供すること。
【解決手段】合成樹脂の再生材料70〜90重量%と残部のバージン材料とを使用して形成した主再生材部11半分と、残り半分を合成樹脂の再生材料10〜30重量%と残部のバージン材料を使用して形成した主バージン材部12とからなる再生材料を使用した二色成形コンテナ10であり、主再生材部11及び主バージン材部12を形成するための前記再生材料を、当該二色成形コンテナ10を再生したものとすることにより、成形による熱履歴が最高2回までの合成樹脂が、常に全体の75重量%以上を占めること。
(もっと読む)
熱可塑性部材および熱硬化性部材からなる複合体の成形方法
【課題】熱可塑性部材と熱硬化性部材とを一連の成形プロセスで成形し、これら部材を組み合わせた複合体を、効率よく製造できるようにした熱可塑性部材および熱硬化性部材からなる複合体の成形方法を提供する。
【解決手段】共通型8を相対移動させて熱可塑性部材用型2に組み付けて成形した熱可塑性部材11を保持したままで共通型8を相対移動させてゴム部材用型5に組み付けて、ゴム部材12と熱可塑性部材11とを接合一体化した複合体13を成形する一体成形工程を繰り返し行ない、直前の一体成形工程で成形した複合体13をゴム部材用型5に残したままにして、次の一体成形工程で成形した熱可塑性部材11を保持したままの共通型8を、ゴム部材用型5に組み付けるまでの間に、直前の一体成形工程で成形した複合体13のゴム部材12をゴム部材用型5による加熱により硬化させる。
(もっと読む)
多色成形体、多色成形法、及び基板収納容器
【課題】 複数の成形材料を性能の観点から適切に組み合わせることのできる多色成形体、多色成形法、及び基板収納容器を提供する。
【解決手段】 相互に材質の異なる第一、第二の成形材料を用意し、第一の成形材料からなる一対の第一の成形体1と第二の成形材料からなる第二の成形体3とを組み合わせて一体化する際、各第一の成形体1と第二の成形体3との境界6における周縁部を薄肉突片5に形成する。そして、薄肉突片5を、先端部に向かうに従い徐々に先細りの薄肉となる断面略直角三角形に形成し、先細りの傾斜角度θを5°〜40°の範囲とするとともに、境界6を形成する傾斜面7の長さLを0.4〜5.0mmとする。第一、第二の成形体1・3の境界6における周縁部を薄肉突片5に形成して一体化すれば、適切かつ強固に組み合わせることができるので、接合の観点から組み合わせを再考する必要がない。
(もっと読む)
合成樹脂製中空体の製造方法
【課題】衝合部での接合用の溶融樹脂の漏洩を防止するとともに、注入した接合用の溶融樹脂の圧力による半割体のずれや変形を防止することができる合成樹脂製中空体の製造方法を提供すること。
【解決手段】射出成形された半割体1a、1bをそれぞれ金型2a、2b内にてその端面を互いに衝合し、衝合部に接合用の溶融樹脂3を2次注入して接合するに際して、半割体1a、1bの衝合部を平行に合わさるリブ4に形成するとともに、各リブ4の先端部を、外側を切欠した薄肉部4a、4bに形成し、半割体1の衝合時に、薄肉部4a、4bの外側と先端側とを埋める枠状に接合用の溶融樹脂3を注入し硬化させる。
(もっと読む)
ポリプロピレン系樹脂発泡成形体の製造方法および成形体
【課題】高発泡倍率の発泡成形において、特に箱形状の成形体を成形する場合において、内倒れによる変形の少ない成形体を容易に得られる製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と発泡剤との溶融混合物を金型内に射出して射出完了後に金型の一部または全部を型開き方向に後退させて、底面と高さ50mm以上の立壁部からなる箱形状のキャビティ4を有する発泡成形体を製造する方法において、ポリプロピレン系樹脂に混合する発泡剤の発泡剤制御条件が最低発泡剤制御条件の1.3倍以上10倍以下であることを特徴とするポリプロピレン系樹脂発泡成形体の製造方法。
(もっと読む)
樹脂製成形品
【課題】インサート物の作製が容易でかつインサート物と射出樹脂との密着性を高めることができる樹脂成形品およびその製造装置を提供する。
【解決手段】雄型3と雌型2との間のキャビティ7内に軟質性のメッシュ状電磁波シールド繊維11が配置され、雄型3と雌型2とが型締められる。このとき軟質性の電磁波シールド繊維11は雄型3の表面の形状に追従して変形する。このためキャビティ7内の形状に合わせてインサート物を作製する必要はない。またメッシュ状の電磁波シールド繊維11の表面に射出樹脂12が射出されて樹脂製成形品10が成形される。雌型2に設けられた突出型2bにより射出樹脂12に貫通穴13が形成される。
(もっと読む)
物の薄膜コーティング法
本発明は、放射線硬化によって物を薄膜コーティングするための単純化された方法に関する。 (もっと読む)
閉塞ロッド
プラスチック材容器を成型するための機械の射出ノズル閉塞ロッド(4)であって、これには、同じロッドの駆動空気圧ピストンを形成している各部材が、機械の稼働中に前記ピストンにかかる大きなストレスによって分解するのを適切に防ぐことが可能なロックシステムが設けられている。したがって、本発明にしたがうロッドは、ピストンが拘束されることを防ぎ、また同じようにロッドが固定されることを防ぎ、これによって、成型機械のメンテナンス作業が減少し、よって押し出し量が増加する。 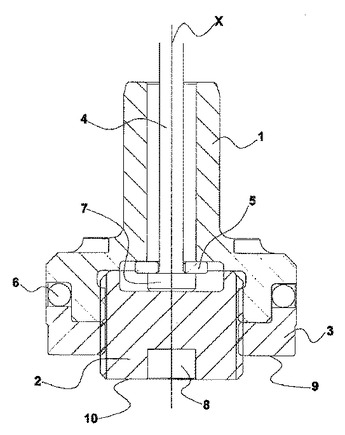 (もっと読む)
(もっと読む)
医療廃棄物容器を生産するためのおむつ製造の廃棄物を再生するためのシステムおよび方法
医療廃棄物処理容器は、0重量%より多く約40重量%までの量の再生ポリプロピレンと、100重量%より少なく約60重量%までの量の未使用のポリプロピレンから作製される。この医療廃棄物処理容器は、少なくとも約2.8lbfの穿刺抵抗性と、医療廃棄物がこの容器から出ることを防止するのに十分な衝撃強度とを有する。再生プラスチックを利用する、医療廃棄物処理容器の形成方法は、第1の樹脂のフィルムの切れ端から再生ペレットの供給源を形成する工程を包含する。再生ペレットは、ペレットのブレンドを形成するように第2の樹脂の未使用のペレットと合わされ、ここで、第1の樹脂は第2の樹脂と異なる。容器は、ペレットのブレンドを射出成形することにより形成される。 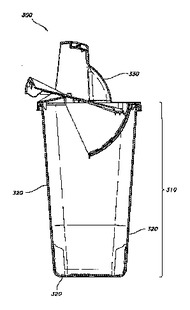 (もっと読む)
(もっと読む)
樹脂組成物、樹脂成形体、筐体及び樹脂成形体の製造方法
【課題】バイオマス本来の目的である植物度をなるべく損なうことなく、バイオマス材料の課題である機械強度及び耐熱性が十分に向上された樹脂成形体を得ることが可能な樹脂組成物を提供する。
【解決手段】植物由来高分子化合物と、ポリイミド樹脂とを含有することを特徴とする樹脂組成物。植物由来高分子化合物としては生分解性高分子化合物であることが好ましく、特にポリ乳酸が好適に使用される。ポリイミド樹脂としては、熱可塑性ポリイミド樹脂が好適に使用される。
(もっと読む)
製品を製造する方法および装置
【課題】高品質の製品を製造する方法を提供する。
【解決手段】少なくとも1つの射出点、および前記少なくとも1つの射出点から比較的大きな距離で載置された金型キャビティの長手方向縁部形成部分の方向で前記少なくとも1つの射出点から延びる少なくとも1つの流路を備えた、少なくとも1つの金型キャビティを有する金型を使用して、製品を製造する方法であって、長手方向縁部形成部分内で前記製品の長手方向縁部が形成され、金型キャビティが、前記長手方向縁部形成部分内および/もしくはその付近に載置された少なくとも1つの第1の可動壁部分を有し、前記第1の可動壁部分が第1の位置に移動させられたか、もしくは移動させられており、素材が金型キャビティに加圧下で導入され、金型キャビティを少なくとも前記長手方向縁部形成部分内および/またはその付近で充填し、その後、前記少なくとも1つの第1の可動壁部分が前記対向する第1の壁部分の方向で移動される、方法。
(もっと読む)
高分子成形製品
【課題】半導体ウエハ等を収納する容器等の材料である高分子材料の導電性を向上させ、容器の帯電防止や塵埃付着防止をはかること。
【解決手段】高分子材料にカーボンナノチューブ等の導電性ナノチューブを含有させる。射出成形により作製する容器において、容器を構成する高分子材料は、ゲートと容器の端までの長さLと容器の代表厚みtとの比L/tが増加すると、あるいは、シート状製品の場合には、圧延・延伸前後のシート厚さの比t1/t0が減少すると、導電率が増加する傾向にある。特にL/t比が50以上、またはt1/t0比が0.7以下において、顕著である。この理由は、高分子材料のマトリックス中に導電性ナノチューブがその長手方向に配向するためである。本発明を用いて成形した半導体ウエハなどの容器は、帯電しないので塵埃付着などがなく、半導体の超微細加工プロセスに適用できる。
(もっと読む)
複合部品およびその製造方法
【課題】本発明の課題は、金属材とゴムまたは軟質樹脂との接着が強固で使用中に剥離したり圧縮破断することを防止できると共に、低廉かつ短期間に多品種少量生産できる複合部品およびその製造方法を提供する。
【解決手段】本発明の複合部品の一態様である製品搬送用パレットの製品受け緩衝部品1は、金属材2と、金属材2に接着されたゴム3とを有する複合部品であって、当該複合部品は、インサート成形またはアウトサート成形により金属材2にゴム3を接着させた後、加圧により湾曲または屈曲されて形成されている。
(もっと読む)
射出成形用再生塩化ビニル系樹脂組成物およびそれを用いた大型薄肉射出成形体
【課題】再生塩化ビニル系樹脂を含有しながらも強度と射出成形性のバランスがよく、低コスト化が図れる樹脂組成物を提供し、該樹脂組成物を射出成形してなる低コストの大型薄肉射出成形体を提供する。
【解決手段】上記樹脂組成物を、(A)平均重合度900〜3000の再生塩化ビニル系樹脂と、(B)平均重合度が300〜800であって、かつ再生塩化ビニル系樹脂成分(A)の平均重合度より100以上小さい塩化ビニル系樹脂及び/又は再生塩化ビニル系樹脂とからなり、かつ(A)と(B)との配合割合が、質量基準で1:9〜9:1であるものとする。組成物全体の平均重合度は450〜950とするのが好ましい。
(もっと読む)
プラスチック成形品のリサイクル方法
【課題】回収されたプラスチック成形品を該成形品と同一のものを成形するための成形材料としてリサイクルし、このリサイクルにより成形されたプラスチック成形品の強度や外観等を維持する。
【解決手段】使用済みコンテナの強度を落錘装置13及び割れ判定装置14により測定し、強度を保持している使用済みコンテナを選択して粉砕し、リサイクル樹脂を得ているので、リサイクルコンテナの強度を保持することができる。また、測定された強度に応じてリサイクル樹脂の投入比率の上限を設定することによっても、リサイクルコンテナの強度を保持している。更に、リサイクル樹脂のコア層及び未使用樹脂の表層を有するサンドイッチ構造のリサイクルコンテナを成形しているので、優れた外観のリサイクルコンテナを提供することができる。
(もっと読む)
樹脂成形品及びその製造方法
【課題】断熱材を介して外板と一体的に組み立てられることによって構成されるコンテナ用冷凍ユニットのフレームにおいて、ジシクロペンタジエン樹脂で構成される内板から臭気が発生することを抑える。
【解決手段】断熱材133を介して外板131と一体的に組み立てられることによってコンテナ用冷凍ユニットのフレーム103を構成する内板132は、ジシクロペンタジエン樹脂で構成される内板本体141と、内板本体141と一体成形されておりコンテナの内部空間側の面を覆うフィルム142とを備えている。
(もっと読む)
排水枡の成形方法
【課題】底部の耐衝撃性を向上させることができ、射出成形あるいは押出成形で発生するスクラップや廃材を再生利用できる三層構造の排水枡の成形方法を提供する。
【解決手段】内金型と外金型とを型締めして桝本体の成形キャビティを形成し、該成形キャビティにおける桝本体のインバート部下面に相当する部位に形成したゲートから成形キャビティ内に未使用の樹脂原料を所定量射出し、次に樹脂スクラップや廃材を粉砕して得た再生原料を含有する樹脂原料を成形キャビティ内に所定量射出し、続けて改質剤を含有する樹脂原料を成形キャビティ内に射出することにより、桝本体の底部に改質剤を含有する樹脂原料からなる中間層を、底部を除く枡本体の全体に前記再生原料を含有する樹脂原料からなる中間層をそれぞれ形成して両中間層の内外面を改質剤及び再生原料を含有しない未使用の樹脂原料からなる内層と外層とで覆った状態にする。
(もっと読む)
フィルム付き樹脂成形体およびその製造方法ならびに射出成形用金型
【課題】フィルムの不要部分を切断する必要がなく、低コストにて高精度のフィルム付き樹脂成形体を提供する。
【解決手段】樹脂成形体6の表面の一部にフィルム2を付けたフィルム付き樹脂成形体1であって、樹脂成形体6は、内方に凹部を有し、フィルム2は凹部と反対側の天面から側面を覆って、少なくとも凹部の開口周端面9まで到り、フィルム2の端部11は、側面から凹部の開口周端面9または凹部の内壁面に存在するフィルム付き樹脂成形体1とする。
(もっと読む)
61 - 80 / 110
[ Back to top ]