
Fターム[4F206AH56]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 箱状容器(←コンテナ、パレット) (110)
Fターム[4F206AH56]に分類される特許
81 - 100 / 110
向上した熱伝導率を有する硬質ポリウレタン発泡体の成形方法
本発明は、33〜38kg/m3の密度で減少された熱伝導率を有する、電気製品における用途のための成形硬質ポリウレタン発泡体およびその様な発泡体の製造方法に関する。成形硬質ポリウレタン発泡体は、10℃で、発泡体製造後24時間で測定して、ラムダ(mW/mK)に対する適用発泡体密度(kg/m3)対の比が1.65〜2.15を有し、1.1〜1.9の充填率で、反応混合物を減圧下で密閉金型キャビティ中へ射出する方法により得られ、反応混合物は、A)有機ポリイソシアネート、B)物理的発泡剤、C)3以上の官能性および200〜800のヒドロキシル数を持つ少なくとも1つのポリオールならびに全ポリオール配合物の0〜2.5重量%の水含有量を含むポリオール組成物、D)触媒、ならびにE)補助物質および/または添加剤を含む。 (もっと読む)
ICタグ付き樹脂成形品
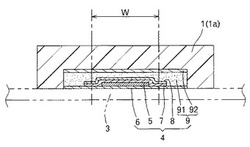
【課題】ICタグを分離分別可能に樹脂製品に一体成形する。
【解決手段】ICタグ5の少なくとも一方の面を、紫外線分解型の接着剤層7を介して補強層8に貼り付けた状態で射出成形金型にインサートし、樹脂製品を成形する。またはICタグ5の一方の面を、紫外線分解型の接着剤層7を介して補強層8に貼り付け、他方の面を接着することなくカバー層に被さった状態で射出成形金型にインサートし、樹脂製品を成形する。成形品を廃棄するときは、接着剤層7に紫外線を照射して、該接着剤層7を分解し、ICタグ5を取り出すことができる。
(もっと読む)
キャビティの真空を解除する金型装置とその金型装置を含む成形装置

【課題】成形品をエジェクタピンで突き出す金型装置で、成形品を突き出す直前にのみ成形品とキャビティの境界を真空解除する金型装置が望まれる。
【解決手段】成形品31をエジェクタピン42で突き出す金型装置において、エジェクタプレート41の背後に形成された、エジェクタピンを成形位置から所定距離後退可能にする隙間Gと、エジェクタピンが移動可能に密接するキャビティ30側とエジェクタ室45側の貫通孔の間にあってエジェクタピンの外周に通気可能な空間を有する通気路61と、通気路を金型装置の外面に開口して外部の加圧気体発生源71に接続する供給口62とを備え、エジェクタピンのキャビティ側の貫通孔22aの長さ寸法が、隙間Gより小さく形成され、成形品を突き出す直前にエジェクタピンを所定距離後退させて貫通孔22aを開口して、加圧気体をキャビティに供給して真空解除する。
(もっと読む)
加硫合成樹脂パレット製造法及びパレット
【課題】本発明は加硫ゴムによる自動車等の廃タイヤを凍結微粉砕し、篩下を捕集し、別に熱可塑性合成樹脂成形品を破砕して上記タイヤの微粉と均等混合し、これを上記合成樹脂の塑性体に加熱することによって加熱量を軽減し、この混合物を紐状に加圧押出冷却してペレット状にカットし、これを各加硫ゴム成形工場に分配して硬く靭性に富み冷凍室内の冷凍物積上げ及び又は冷凍物取扱いパレットを簡便に製造することを目的とする。
【解決手段】タイヤ等の加硫合成ゴム材による30〜100メッシュ篩下微粒子の30下〜10重量%と、熱可塑性合成樹脂成形材を破砕してなる3〜5mm篩下凹凸形状粗粒子の70上〜90重量%とを撹拌混合して100重量%となし、同混合物を加熱して上記粗粒子のみに塑性を付与してペレットを形成し、該ペレットを加熱加圧してパレット雌型内に圧入し、これを常温に冷却することを特徴とするパレット製造法。
(もっと読む)
インモールドラベルおよびそれを用いた蓄電池用包装容器
【課題】 位置ずれや樹脂の裏回りがなく、ラベル端部に折れ曲がりや皺が発生することがなく、歩留まり低下を来たすことがない、特に、ニッケル水素電池に好適に用いることができるインモールドラベルおよびそれを用いた蓄電池用包装容器を提供することであり、さらには、水蒸気バリアー性に優れ、空気中の水分等の影響によりインモールドラベルが加水分解することがなく、耐電解液性においても優れる蓄電池用包装容器を提供することである。
【解決手段】 熱接着性樹脂層、接着層、金属箔、接着層、熱接着性樹脂層の順に積層されたインモールドラベルであって、両外側に位置する前記熱接着性樹脂層が同種の樹脂からなると共にループスティフネスが0.10〜0.20N(ニュートン)の範囲であることを特徴とするインモールドラベル。
(もっと読む)
発泡ラベル付プラスチック成形容器、及びその製造方法
【課題】 軽量で、成形性の良いプラスチック成形容器であり、かつ、内容物の温度が高温である場合や、容器自体が高温になった場合であっても、素手で取り扱うことが可能なプラスチック成形容器を提供することを目的とする。
【解決手段】 発泡層4と紙層5を少なくとも有する発泡ラベル3がプラスチック成形容器2の外面に設けられていることを特徴とする発泡ラベル付プラスチック成形容器1を提供することにより上記目的を達成した。このとき発泡ラベル3がプラスチック成形容器の外面にインモールド成形により一体成形されていることが好ましい。
(もっと読む)
断熱性インモールド成形容器
【課題】インモールドラベル成形容器において、複雑な構造を採ることなく十分な断熱効果を有し、高温のコーヒーなどを内容物とする容器を直に手で持つことが可能な断熱性インモールド成形容器を提供する。
【解決手段】 プラスチック容器の外表面に形成するインモールトラベル4は、印刷層1,ホールシート層2および接着層3で構成されている。ホールシート層2は多数の貫通孔を有している。インジェクション成形などによって容器の表面に接着層3が熱融着する。ホールシート層2の多数の貫通孔によって高温の内容物の熱は断熱される。
(もっと読む)
合成樹脂製パレットの製造方法及び合成樹脂製パレットの製造装置
【課題】 内部が中空構造とされた合成樹脂製パレットを、安定かつ確実に製造できる合成樹脂製パレットの製造方法及び製造装置を提供する。
【解決手段】 内部が中空構造とされた合成樹脂製パレットの製造方法であって、合成樹脂製パレットの全体あるいは一部と略同形状のキャビティ11を備えた金型10には、開閉可能なバルブゲート21と、バルブゲート21が開口された部分に設けられた樹脂受け部17のキャビティ間隔tを変更する間隔変更手段34と、ガス注入手段とが備えられており、バルブゲート21を介して樹脂原料を供給した後に、バルブゲート21を閉止して金型10内にガスを注入し、前記ガスが樹脂受け部17に到達する前に、間隔変更手段34によって樹脂受け部17のキャビティ間隔tを小さくするようにしたことを特徴とする。
(もっと読む)
多色成形識別部材
【課題】 容器を取扱う現場において、容器の構成部材として、他の容器の構成部材に比べて高い識別性を有する識別部材を提供すること、および該識別部材を備えた容器の提供。
【解決手段】 容器を構成する識別部材としての樹脂製キャップAは、筒体3外周面に凹設された溝部34と、溝部34の底面から外方へ向けて、筒体3と同時に射出成形により形成された、前記容器の商品表示を示す識別部32と、溝部34と識別部32の間にある海部に識別部32と異なる色の他の樹脂を注入して形成された背景部33からなる識別表示部31が形成されている。
(もっと読む)
基板収納容器及びその製造方法
【課題】 基板と支持片が擦れて基板が損傷したり、塵埃が発生するのを防ぎ、基板の周縁部や裏面が汚れたり、傷付くのを抑制できる基板収納容器及びその製造方法を提供する。
【解決手段】 複数枚の基板Wを整列収納する容器本体1と、容器本体1を形成する一対の側壁内面にそれぞれ配設されて容器本体1の正面側に位置し、基板Wの側部周縁を支持する第一の支持片20と、容器本体1を形成する一対の側壁内面にそれぞれ配設されて容器本体1の背面壁側に位置し、基板Wの側部周縁を支持する第二の支持片24とを備える。そして、基板Wの側部周縁と接触する各側壁4の接触部5、第一の支持片20、及び第二の支持片24を容器本体1よりも低摩擦性の樹脂層30で被覆する。
(もっと読む)
開閉枠、開閉枠付きフレキシブルコンテナおよび開閉枠の製造方法
【課題】 本発明は、ヒンジ部の耐久性が高く充填口の開閉を繰り返し行うことを可能とし、工業的に量産でき、また、架橋剤又は加硫促進剤等の流出の恐れがなく食品等のバルク輸送にも適した、熱可塑性樹脂を主体として形成された、フレキシブルコンテナ用開閉枠を提供する。
【解決手段】 フレキシブルコンテナの開口部に取り付けられ、該開口部の開閉を繰り返し行うことを可能とする、中央より折り畳み可能の開閉枠において、その枠体の折り畳み部に備える一対のヒンジ部を繊維で補強し、熱可塑性樹脂を主体として、射出形成されていることを特徴とする、開閉枠を設ける。
(もっと読む)
パレット及びその成形方法
【課題】パレットの側壁とフォーク挿入孔との区別を容易にして、フォークを誤って側壁に衝突させることを抑制する。
【解決手段】荷が載置される載置壁10から交差する方向に延設される側壁20に搬送手段のフォークが挿入されるフォーク挿入孔21を備えたパレットは、側壁20が、再生材料の合成樹脂からなる母材層と該母材層に付加したバージン材料の合成樹脂からなる付加層20bとの断面2層構造となるように構成されている。そして、その母材層と付加層20bとは色が異なっている。
(もっと読む)
極薄容器の射出圧縮成形方法
【課題】従来よりもウェルドライン(ウェルドマーク)及びバリの発生を防止することができる極薄容器の射出圧縮成形方法を提供する。
【解決手段】凹所1を設けて形成されるキャビティ金型2と圧縮コア3を設けて形成されるコア金型4とからなる射出圧縮成形金型5を用いて極薄容器6を射出圧縮成形する方法に関する。まずキャビティ金型2とコア金型4とを近接させていき、型締圧が最終的な型締圧の20±5%に達した段階で射出圧縮成形金型5のキャビティ7に成形材料8を射出する。型締圧が最終的な型締圧の80±5%に達した段階で圧縮コア3をキャビティ7に進入させる。型締圧が最終的な型締圧に達した段階で成形材料8を硬化させた後、型開きを行って極薄容器6を取り出す。
(もっと読む)
強化構造を有するプラスチック製品およびそれを製造する方法
少なくとも一方面に波状の起伏を有する少なくとも1つの壁を有し、少なくとも一方向における壁の厚さが、滑らかな起伏に沿って交互に増減するプラスチック射出成形製品。本発明はまた、プラスチック製品を製造する方法も提供する。この方法では、製品の少なくとも1つの壁が射出成形によって金型キャビティ内で形成され、前記少なくとも1つの壁を形成する金型キャビティの一部は、退避位置と前進位置との間で移動可能な少なくとも1つの可動金型壁部を有し、可動金型壁部が退避位置にある状態で、プラスチックが金型キャビティのそれぞれの一部に導入され、次いで、前記可動金型壁部が前進位置に運ばれて、金型キャビティの前記一部の中のプラスチックが拡がる。前記可動金型壁部および/または反対側の金型壁部は、形成する壁の少なくとも一方面に波状の表面が形成されて、それぞれの壁の一方向における壁厚が、厚い部分と薄い部分とが交互に現れる起伏を有するように、形成されている。  (もっと読む)
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体の製造方法および成形体
【課題】 射出発泡成形性が良好で、高発泡倍率で外観美麗な軽量性、剛性に優れた発泡成形体が安価に得られる射出発泡成形用ポリプロピレン系樹脂組成物からなる発泡成形体およびその製法を提供すること。
【解決手段】 (A)MFRが10g/10分以上100g/10分以下、MTが2cN以下である線状ポリプロピレン系樹脂50〜95重量部と、(B)MFRが0.1g/10分以上10g/10分未満、MTが5cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂5〜50重量部(ただし、合計は100重量部)とからなるポリプロピレン系樹脂と発泡剤とを金型内に射出し、可動型を発泡前の成形体厚みに相当するクリアランスまで前進させて溶融樹脂を圧縮しキャビティ内の隅々まで充填する工程、可動型を後退させて前記ポリプロピレン系樹脂を発泡させる工程を含んでなるポリプロピレン系樹脂射出発泡成形体の製造方法。
(もっと読む)
成形方法、成形用金型、成形品及び成形機
環境低負荷材料のように成形性が悪い成形材を使用しても、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品を短時間で成形することができるようにする。金型装置の型閉工程終了前に前記金型装置のキャビティ内への成形材の充填(てん)を開始し、前記型閉工程終了前に所定量の前記成形材の充填を完了し、前記型閉工程終了後に前記金型装置の型締工程を行い環境低負荷材料から成る成形品を成形する。 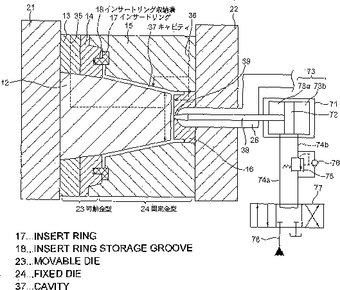 (もっと読む)
(もっと読む)
組み立て箱のインモールド成形による成形法
【課題】 底板と側板及び隣接する側板を折曲自在に連結するヒンジ部の繰り返し使用に当たって割れが生じ難いように、インモールド成形によって変形性を有するシートまたはフィルムからなるヒンジ部を一体に連結した組み立て箱のインモールド成形による成形法を提供する。
【解決手段】 底板1と側板2及び隣接する側板2同士をヒンジ部3を介して折曲自在に連結する組み立て箱のインモールド成形による成形法である。底板1と側板2とを形成するための独立した複数のキャビティ部5に亘るように変形性を有するシートまたはフィルムSを配置して金型6を型閉めし、その後、前記キャビティ部5内に樹脂Pを射出充填して固化させて、各キャビティ部5にて成形された樹脂Pからなる底板1と側板2をシートまたはフィルムSからなるヒンジ部3を介して折曲自在に一体に連結した。
(もっと読む)
製品製造方法および装置
少なくとも2つの可動壁部によって少なくとも部分的に規定される少なくとも1つの金型キャビティを有する金型を使用した製品製造方法であって、金型の容積が成形されるべき製品に必要な容積に対して大きくなるように金型が閉鎖され、少なくとも2つの可動壁部が金型キャビティに対して待避位置にもたらされ、少なくとも部分的に溶融された材料、特にプラスチックが金型キャビティに導入され、次いで第1ステップで少なくとも2つの可動壁部のうちの第1の可動壁部が前進位置の方向に動作開始され、第2ステップで少なくとも2つの可動壁部のうちの第2の可動壁部が前進位置の方向に動作開始され、これら可動壁部が製品成形のために前進位置に移動されることを特徴とする製品製造方法。  (もっと読む)
(もっと読む)
サンドイッチ成形品
【課題】印刷やラベル貼付等の手間やコストをかけることなく、コア材に樹脂リサイクル材が使用されていることが外部から容易にわかるサンドイッチ成形品を提供することを目的としている。
【解決手段】樹脂リサイクル材からなるコア層を備え、サンドイッチ成形されてなるサンドイッチ成形品1において、コア層を構成する樹脂リサイクル材が外部から視認可能なコア層視認可能部位14を壁面13の一部に備えていることを特徴としている。
(もっと読む)
インモールドラベル、該インモールドラベルを用いたインモールドラベル容器、及び該容器の成形方法
【課題】容器体の曲面部に対してシワを生じることなくラベリングをすることができるインモールドラベルと、インモールドラベル容器と、該容器の成形方法とを提供する。
【解決手段】 ラベル20の横巾全長に亘る一部を基部22として、基部の上下方向部分の少なくとも一方部分を、該一方部分へ多数の切離し線24を縦設することで、基部側を連結部とし、かつラベル20の上端乃至下端側を自由端とする複数の隣接する帯状片28で形成し、容器体成形用金型40のキャビティ42内曲面の大内径部分48を上記ラベル20の基部22で、又キャビティ内曲面の小内径部分50を、隣接する各帯状片両側を重合させた複数帯状片28でそれぞれ覆合させ、上記金型40内で容器体2を成形するとともに、該容器体2の表面に上記ラベル20を接着させて、ラベル20付き容器体2を金型40から取り出すこととした。
(もっと読む)
81 - 100 / 110
[ Back to top ]