
Fターム[4F206AH56]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 箱状容器(←コンテナ、パレット) (110)
Fターム[4F206AH56]に分類される特許
21 - 40 / 110
立体成形品の製造方法

【課題】樹脂シートから形成され、連結部を有する立体成形品を簡便な手段で提供可能な立体成形品の製造方法を提供する。
【解決手段】立体成形品の製造方法によれば、平坦な樹脂シートを、射出成形金型2の内部で所望の立体的形状に配置し、金型2を閉じ、溶融状態の合成樹脂を射出して流し込み、樹脂シートの端辺同士を射出成形された合成樹脂により形成された部材(繋ぎリブ部14等)により繋ぐようにして製造している。よって、複雑な連結部分等を有する立体的形状を呈した立体成形品を簡便に製造することができる。また、樹脂シートから形成される立体成形品の表面に綺麗な印刷面を現すこともできるため、装飾性にも優れた立体成形品を提供することが可能とし、例えば、包装部材、自動車部材、家電部材、建築部材等を形成する立体成形品。
(もっと読む)
中空成形品の製造方法および製造装置

【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
射出成形複合容器およびその製造方法
【課題】樹脂材料中にラベルを内包する複合容器であって、ラベルへの印刷内容が変わっても効率良く製造することが可能であり、なおかつ、容器の外側または内側からラベルの印刷内容を鮮明に視認することができるものを提供すること。
【解決手段】第1樹脂材料部(21)と、第2樹脂材料部(22)と、前記第1樹脂材料部と前記第2樹脂材料部との間に内包されているラベル(23)から構成される射出成形複合容器(20)であって、前記ラベルは、その少なくとも一方の面にデジタル印刷が固定化されたコート層を有しており、且つ前記ラベルの両面が前記の各樹脂材料部に融着して一体化していることを特徴とする。
(もっと読む)
インモールドラベル成形品のラベル切断装置、ラベル切断供給装置、ラベル切断受け渡し装置とラベル切断方法、ラベル切断供給方法及びラベル切断受け渡し方法
【課題】ラベルシートから所望形状のラベルに型抜き形成する際に、レーザ光により溶融して切断することによりラベルシートからラベルを長期わたって確実、かつ安定的に打抜く。
【解決手段】ラベルシートが卷回されたシートロールからラベルシートを、ラベル1枚分の送り量で移送して巻取りリールに巻き取るラベルシート供給巻取り手段と、所要の切断位置に移送されたラベルシートに対してラベルの外形に沿ってレーザ光を出力して溶融切断するレーザ光切断手段とを備え、インモールドラベル成形に使用する所望形状のラベルが少なくとも移送方向に向かって多数印刷されたラベルシートからラベルを切断する。
(もっと読む)
搬送容器の壁構造、搬送機器の製造方法及び成形金型
【課題】孔閉塞部材の支持強度を従来より高くすることが可能な搬送容器の壁構造と、孔閉塞部材を支持する支持壁の形状の自由度を従来より高くすることが可能な成形金型と、その成形金型を利用した搬送機器の製造方法とを提供する。
【解決手段】本発明では、孔閉塞部材25を成形するための第2キャビティ39が成形金型30内に形成される前に、支持壁20を含めむ蓋枠壁13を成形するための第1キャビティ38が成形金型30内に形成されるので、従来の成形金型のように、蓋枠壁13の開口縁部の表裏が必ず同じ形状になるという制約がなくなり、支持壁20の形状の自由度が高くなる。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
コア層のブレイクスルーを制御する多層ポリマー製品の成形方法
薄肉容器用ポリエチレン及びそれからなる容器
【課題】成形性、剛性と耐衝撃性とのバランス優れ、かつ、製品の軽量化を目的とした薄肉カップ型金型で成形可能な流動性を有した薄肉容器用ポリエチレンを提供する。
【解決手段】下記の特性(1)〜(6)を満たす薄肉容器用ポリエチレンなど。
(1)温度190℃、荷重2.16kgにおけるメルトフローレート(MFR)が25〜45g/10分。
(2)密度が0.955〜0.970g/cm3。
(3)DSCにて測定される121.5℃での等温結晶化におけるピークトップ時間が180秒以上。
(4)曲げ弾性率が1000MPa以上。
(5)5℃でのシャルピー衝撃強度が1.5KJ/m2以上。
(6)特定のスパイラル流路を有する金型で、190℃、射出圧力がそれぞれ60MPa、75MPa、90MPaで得られるスパイラルフロー長さと射出圧力との関係を最小二乗法近似により直線関係式にした場合の傾きaが以下の範囲。
0.55≦a≦0.61
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
パレット、パレット成形金型及びパレット成形方法
【課題】搬送作業を効率良く行うことが可能であると共に強度的にも優れたパレット及び、そのようなパレットを製造するためのパレット成形金型及びパレット成形方法を提供する。
【解決手段】本発明のパレット10は、デッキ盤11の下面に角筒状の桁部15を3行3列に配置して備えると共に、隣り合った桁部15,15の下端部同士の間に差し渡された架橋部17により田の字形状に形成された底盤16を備えている。それら各桁部15の四隅の角部には、縦長面取面15Sが形成されている。そして、各架橋部17の幅を桁部15の幅より小さくして、隣り合って直交した架橋部17,17同士の間まで縦長面取面15Sを延ばした構造になっている。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
合成樹脂中空体の製造方法
化粧料溶液、薬品および飲料などの流体物質を収容する合成樹脂中空体の製造方法において、オーバーモールド工程の間、中空成型体に冷却したガスまたは冷却した加圧ガスを充填する。 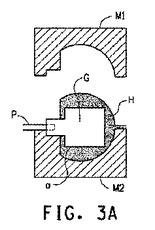 (もっと読む)
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
一体成形型容器成形方法
【解決手段】金型構造を構成する固定金型Mfに、適当数の樹脂ゲートGfを配設するとともに、前記金型構造を構成する側部スライド金型Msにも、適当数の樹脂ゲートGsを配設し、前記樹脂ゲートGf、Gsから、キャビティーCに溶融樹脂を注入するようにした一体成形型容器成形方法に関するものである。
【効果】樹脂のメルトフローレートMFRを大きくすることなく、キャビティーの全体への溶融樹脂の注入を確実に行うことができる。従って、樹脂のメルトフローレートMFRを大きくしたことによる一体成形型容器の耐衝撃性の低下を抑制することができる。
(もっと読む)
プラスチック容器並びに製造方法
本発明は、バリアシートを有する容器壁を備えたプラスチック容器を製造する方法であって、製造しようとするプラスチック容器の容器壁の少なくとも一部分に対応する形状を有するバリアシートからシートボディを形成し、シートボディを射出成形型内に配置し、プラスチック容器の内側又は外側に対応する前記シートボディの第1の側に、第1のプラスチック層を提供し、プラスチック容器の外側又は内側に対応するシートボディの第2の面に、第2のプラスチック層を提供する、ステップを有する。また、本発明は、バリアシートを有する容器壁を備えたプラスチック容器であって、バリアシートは内側のプラスチック層と外側のプラスチック層との中間に配置されている。 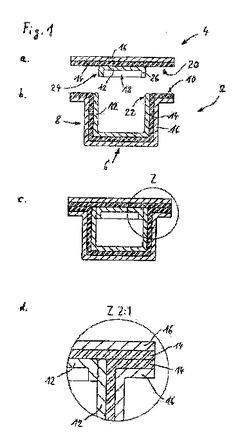 (もっと読む)
(もっと読む)
インモールドラベル容器の製造装置
【課題】 ラベルを金型に挿入して射出成形するインモールドラベル容器の製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めを可能とする。
【解決手段】 ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成部4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア22aをキャビティ21aに挿入して射出成形するようにしたインモールドラベル容器の製造装置1aにおいて、打抜形成したラベル61aを打抜形成部4aにおいて疑似コア3aに貼着させるラベル貼着機構5aを備え、ラベル61aの打抜形成とラベル貼着機構5aによる疑似コア3aへの貼着とを打抜形成部4aにおいて並行するようにした。
(もっと読む)
プロピレン系成形品
【課題】反り変形性および臭気に優れたプロピレン系透明薄肉成形品の提供。
【解決手段】メルトフローレートが3以上100以下であるプロピレン系(共)重合体100重量部に対し、下記化学構造式(1)で示される透明化核剤(A)を0.01〜2.0重量部配合することを特徴とするプロピレン系樹脂組成物を射出成形してなる、肉厚1mm以下の透明薄肉成形品。
【化1】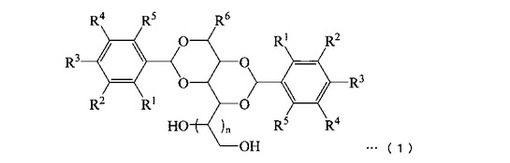
[但し、nは、0〜2の整数であり、R1〜R5は、同一または異なって、それぞれ水素原子もしくは炭素数が1〜20のアルキル基、アルケニル基、アルコキシ基、カルボニル基、ハロゲン基およびフェニル基であり、R6は、炭素数が1〜20のアルキル基である。]
(もっと読む)
酸素バリヤ成形容器及びその製造方法
実質的に酸素を透過しないプラスチック容器の製造方法であって、底酸素バリヤフィルムを用意し、底酸素バリヤフィルムはプラスチック容器の床の面積より大きい面積を有し、側壁酸素バリヤフィルムを用意し、側壁酸素バリヤフィルムは、プラスチック容器の側壁を実質的に包囲するよう寸法決めされ、かつプラスチック容器の側壁の長さより大きい長さを有している。型は、床及び側壁を有し、型は、床の下に延び、かつ側壁酸素バリヤの過剰長さを受入れるよう寸法決めされ、底酸素バリヤフィルムは、前記溝を横切って少なくとも部分的に延びるよう寸法決めされる。酸素バリヤフィルムは型内に置かれ、プラスチック容器がキャビティ内で射出成形される。耐酸素容器は、床を有する。床から側壁が延びる。酸素バリヤ材料は、床及び側壁に配置される。酸素バリヤ材料は、ナノシリケート及びナノクレーの一方である。 (もっと読む)
高湿気バリヤおよびリビングヒンジを備える自己乾燥型容器
リビングヒンジを備える自己乾燥容器が、樹脂接着吸収剤から作られる容器本体および少なくとも1つの取付機能部と、容器閉鎖体とを含み、当該容器閉鎖体が、本体を閉じるための容器本体に係合可能である閉鎖体部分と、閉鎖体を本体に固定するために容器本体上の取付機能部に互換性のある取付機能部と、閉鎖体部分を取付機能部に接続するリビングヒンジとを有する。 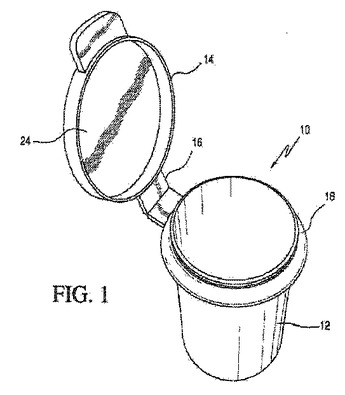 (もっと読む)
(もっと読む)
インモールドラベル容器の製造方法及びその製造装置
【課題】
ラベルを金型に挿入して射出成形するインモールドラベル容器の製造方法及びその製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めが可能であると共にラベルを確実に1枚ずつ取り上げて金型に貼着することを可能とする。
【解決手段】
ロール状のラベル用材料を供給して1枚ずつ打抜形成したラベルを保持した後、該ラベルを金型に挿入貼着してから射出成形するようにしたインモールドラベル容器の製造方法とし、その製造装置として、ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成機構4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア3aをキャビティ21aに挿入して射出成形するようにした。
(もっと読む)
21 - 40 / 110
[ Back to top ]