
Fターム[4F206AH74]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 光学部品(←ホログラム、偏光体) (596) | レンズ(眼鏡レンズ、コンタクトレンズ) (155)
Fターム[4F206AH74]に分類される特許
1 - 20 / 155
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法
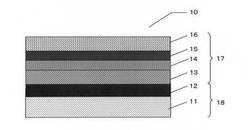
【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に離型層及び保護層をこの順で積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
多層成形品

【課題】三層以上の多層成形品でありながらその外周端部は二層に成すことができて、外周端部の肉厚を必要最小限に抑えた良好な形状と特性を有する多層成形品を提供する。
【解決手段】容積が相互に異なる複数の金型キャビティのうち最小容積の金型キャビティ12aで成形した第1層としての中間成形品を容積のより大きい金型キャビティへ移送して第2層を積層成形し、以後中間成形品を第N層までの各金型キャビティへ順次移送して積層成形することにより成形される三層以上(N層)の多層成形品1であって、多層成形品1の鍔部6は、その全周に亘り二層に形成され、多層成形品1の鍔部6を除いた部分である主要部75はN層に形成されている。
(もっと読む)
レンズの製造方法、レンズおよび光学装置
【課題】有効径よりも外側に無駄な領域が生じるのを抑制しながら、ゲート部を適切に切除可能なレンズの製造方法、レンズ、および、当該レンズを用いた光学装置を提供する。
【解決手段】対物レンズ100は、射出成形により成形されたレンズ中間体1からコバ部101の側面に形成されたゲート部13を切除することにより製造される。対物レンズ100は、円形のレンズ面102、103と、レンズ面102、103の周囲に形成されたリング状のコバ部101と、を有する。ゲート部13を切除した後の切断面Ct1がレンズ面102、103の光軸に対して傾くように、ゲート部13を切除する。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
成形品の製造方法
【課題】 樹脂射出成形によって成形される成形品は、金型から取り出す瞬間の金型温度に依存し、それに応じた形状変化を生じることになる。前記、金型温度は室温等の雰囲気温度の対流によって、ショット間にバラツキをもたらす。その結果、成形品においても、その温度バラツキに応じ、形状のバラツキを発生させてしまう不具合があった。特に、光学素子のような高精度な成形品において、そのバラツキ量が許容できない場合があった。
【解決手段】 型開きした後、成形品が保持された第一の型部材のキャビティの温度を計測し、前記キャビティの温度が所定の温度に達した時に、前記キャビティから前記成形品を取り出すことを特徴とする。
(もっと読む)
樹脂成形装置および樹脂成形方法
【課題】樹脂成形物を高精度かつ容易に成形可能な樹脂成形装置を実現する。
【解決手段】本発明に係るレンズ成形装置100は、樹脂材料に所定のレンズ形状を転写するための転写面1aを有する成形金型1と、樹脂材料に所定のレンズ形状を転写するための転写面2aを有する成形金型2と、成形金型1を移動させる支持装置3と、転写面1aと転写面2aとの間に供給された樹脂材料を硬化させてレンズを成形する加熱装置4と、成形金型1・2の側面から振動を付与することにより、転写面1a・2aとレンズとの間の少なくとも一部に空隙を形成する超音波振動子5とを備える。
(もっと読む)
複合光学部品の製造方法
【課題】樹脂製の光学レンズと樹脂製のレンズホルダーが一体化された複合光学部品を、工数を増やすことなく、双方の部品を確実に接合した状態で精度良く製造すること。
【解決手段】光学レンズ2とレンズホルダー3を備えた複合光学部品1の製造方法では、熱硬化性樹脂である第1樹脂を用いて光学レンズ2を射出成形し(ST2)、光学レンズ2の熱硬化性樹脂の架橋反応が終了する前の段階において熱硬化性樹脂あるいは熱可塑性樹脂である第2樹脂を用いてレンズホルダー3を射出成形する(ST3、4)。レンズホルダー成形用の樹脂の射出充填後において光学レンズ2の樹脂の架橋反応が進行して、レンズホルダー3の側の樹脂との間で架橋構造による接合状態が形成される。耐熱性に優れた複合光学部品を得ることができ、光照射などの架橋の工程を別途追加することなく、双方の部品2、3を確実に接合して一体化できる。
(もっと読む)
型締装置、成形機、型盤、型締装置の制御方法、及び型盤の制御方法
【課題】高精度に調整可能な型締装置を提供する。
【解決手段】一つの形態に係る型締装置1は、金型11が取り付けられる型盤3と、型盤3の傾きを調整可能な駆動部31と、型盤3または金型11の角度に関する情報を検出する測定部33と、測定部33からの情報に基づいて駆動部31を動作させる制御部34とを備える。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】ジアリルフタレート化合物を含有する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は昇温工程を有しており、前記昇温工程は、前記充填工程後の温度から前記組成物を昇温する第1昇温工程と、前記第1昇温工程後、前記第1昇温工程よりも温度変化率を上げて前記組成物を昇温する第2昇温工程と、を有しており、前記第1昇温工程の温度変化率は2.5℃/時間を超え5℃/時間未満であり、前記第2昇温工程の温度変化率は12℃/時間未満である。ただし、前記昇温工程において最大の温度変化率となる工程を第2昇温工程とする。
(もっと読む)
ヘッドライト・レンズ
【課題】 本発明は、詳細には照明目的の光学レンズ素子(2)の製造、特に車両ヘッドライト用、詳細には自動車ヘッドライト(1)用のヘッドライト・レンズ(2)の製造方法に関し、透明材料から作られたブランク(136)が、射出成形法により射出成形ツール(131、132)内で成形され、ブランク(136)は、引き続き、特に研磨された方式で、最終形状金型(140、141、142)を用いてレンズ素子(2)に処理される。
【解決手段】 ブランクは、射出圧縮金型から取り出した後に冷却し、再度加熱することができる。ここで、ブランクの温度勾配が好都合に反転されて調質される。
(もっと読む)
プラスチックレンズの製造方法、及び射出成形装置
【課題】射出成形法によってプラスチックレンズを製造するに際し、成形品への異物混入の原因となる微粒子成分が原料樹脂中に含まれていても、成形されたプラスチックレンズに当該微粒子成分に起因する異物の混入を抑制することができるプラスチックレンズの製造方法、及びそのようなプラスチックレンズの製造方法に好適に利用できる射出成形装置方法を提供する。
【解決手段】投入された原料樹脂を溶融、混練して、先端部に形成されたノズル85から射出する加熱シリンダ82に、ノズル85を加熱するノズルヒーターHnと、加熱シリンダ82の胴体部を加熱する複数のヒーターH1,H2,H3,H4とを、それぞれ独立して温度制御できるように取り付け、加熱シリンダ82内を移動する初期の段階にある原料樹脂を加熱するヒーターH3の加熱温度が最も高い温度となり、かつ、ノズルヒーターHnの加熱温度が最も低い温度となるように温度制御する。
(もっと読む)
プラスチック光学部材およびプラスチック光学部材の製造方法
【課題】 複屈折が低減されたプラスチック光学部材の提供
【解決手段】 芯レンズのゲート対応部と前記芯レンズの中心を結ぶ線分と、前記成形部のゲート対応部と前記芯レンズの中心を結ぶ線分とのなす角度が、プラスチック光学部材の光軸方向から見て、90度以上180度以下であることを特徴とする。
(もっと読む)
プラスチックレンズの製造方法
【課題】十分な屈折率と高いアッベ数を有し、かつ光弾性定数が低く、さらに表面硬度、耐衝撃性、耐溶剤性、透明性および耐熱性に優れたプラスチックレンズの製造方法を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位[A]を50〜100モル%含むホモまたは共重合ポリカーボネート樹脂を、シリンダー温度200〜300℃、金型温度40〜120℃で射出圧縮成形することを特徴とするプラスチックレンズの製造方法。
【化1】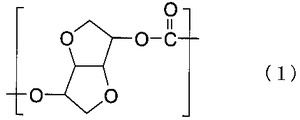 (もっと読む)
(もっと読む)
光学素子の製造方法及びそれより製造された光学素子
【課題】 射出成形により光学素子を精度良く製造することができる光学素子の製造方法を得ること。
【解決手段】 光走査装置で使用する屈折力を有する光学素子を金型を用いて成形して製造する光学素子の製造方法において、射出成形工程、光学性能の測定工程、光学性能評価工程、形状測定工程、形状誤差のモデリング工程、形状シミュレーション工程、整合性チェック工程、形状誤差関数の修正工程、型加工値の算出工程、補正加工工程、再成形工程、を有すること。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
光学レンズ用ポリカーボネート共重合体およびそれを用いた光学レンズ
【課題】高屈折率で、且つ波長が350〜450nmなどの短波長光に対して良好な耐光性を兼ね備え、実用に適したガラス転移温度を有する光学レンズ用ポリカーボネート共重合体を提供する。
【解決手段】繰り返し単位が、式(1)および式(2)からなり、式(1)と(2)のモル比率が40/60〜70/30である光学レンズ用ポリカーボネート共重合体。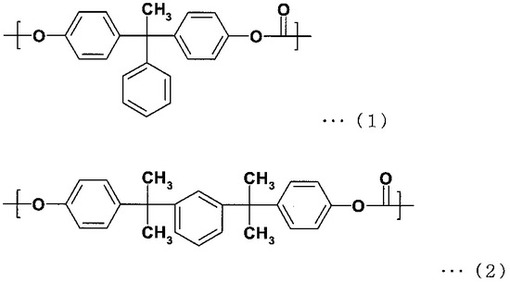 (もっと読む)
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】プラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面11を有するプラスチック成形品10において、転写面11以外の少なくとも1つの面に突起形状40を有し、該突起形状40を有する面と同一面に金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部22を有し、かつ、転写面以外の少なくとも1つの面に凸形状の不完全転写部21を有する。
(もっと読む)
画像用シリコーン樹脂レンズ及びその製造方法
【課題】
アッベ数が高く、屈折率の温度変化率が小さい、優れた画像を与えるシリコーン樹脂レンズを提供する。さらに、設計通りの寸法を有する精密なレンズを得ることができる条件を提供する。
【解決手段】
シリコーン樹脂組成物を成形及び硬化してなるシリコーン樹脂レンズであって、400nmでの屈折率が1.5以上であり、400nmでの屈折率と596nmでの屈折率の比が1.01以上であり、アッベ数が45以上であり、且つ屈折率の温度変化率dn/dTの絶対値が250ppm/℃以下であるシリコーン樹脂レンズ。
(もっと読む)
LEDレンズの製造方法
【課題】
型内に略均一に樹脂を流入させウェルドの発生を防ぐことができるLEDレンズの製造方法を提供すること。
【解決手段】
LEDレンズ50の形状に対応する型空間内へ樹脂を充填する際に、射出開始時の射出速度よりも射出速度を遅くする工程を設けることにより、比較的肉厚のレンズ部60に対応する本体空間と比較的肉薄のレンズ外周部70に対応する外周部空間とにおける樹脂の充填速度の差が小さくなる。これにより、樹脂が本体空間に充填されるより先に外周部空間に過剰に回り込むのを抑制し、回り込んだ樹脂がレンズ部60側に逆流するかのように充填するのを防ぐことができる。そのため、型空間内に略一様な方向で略均一に樹脂が流入し、成形されたLEDレンズ50にウェルドが発生するのを防ぎ、LEDレンズ50の外観不良、光学特性の劣化、耐熱性の劣化を防ぐことができる。
(もっと読む)
1 - 20 / 155
[ Back to top ]