
Fターム[4F206AH81]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | その他の特定の用途 (224)
Fターム[4F206AH81]に分類される特許
141 - 160 / 224
成形体の製造方法およびそれによる成形体およびランプ
【課題】工程を簡略化すると共に、生産効率を向上し、品質の向上を図ることができる成形体の製造方法およびそれによる成形体およびランプを提供する。
【解決手段】透光性の半製品2および非透光性の半製品4を一次射出によりそれぞれ成形し、半製品2,4を突き合わせた後、その突き合わせ部に二次射出して一体化成形された成形体1の製造方法において、半製品4に部材3を取り付けた後に、部材3が半製品2,4を突き合せることにより形成される中空部6に配されるようにして二次射出し、二次射出後に、部材3と部材3が取り付けられている半製品4とをレーザ接合して一体化成形する。
(もっと読む)
加飾成型品の製造方法及び加飾成型品

【課題】鍵盤楽器や家具などの外装に使用する加飾シートと成型品樹脂部とで構成された加飾成型品において、加飾シートの端部の剥離のない加飾成形品を提供する。
【解決手段】アンダーカット部1aを有する加飾シート1をプリセット成型する。下金型30の凹部31に、プリセット成型した加飾シート1を配設する。一旦、アンダーカット部1aの両面が下金型30に接触しない開放した状態とする。コア40の嵌合凸部41を加飾シート1内に挿入するように移動し、ゲート部42aから樹脂Pを注入する。加飾シート1のアンダーカット部1aの外面をコア40に接触して押し、樹脂Pの圧力でアンダーカット部1aも樹脂Pに密着させる。樹脂Pを固化して取り出す。
(もっと読む)
導電性部材及びその製造方法、帯電部材、プロセスカートリッジ、並びに、画像形成装置
【課題】高温多湿などの環境条件で、長期に亘って使用されても、静電潜像担持体との間に安定した空隙が維持されて、静電潜像担持体表面の均一帯電が可能である、耐久性の高い導電性部材を提供する。
【解決手段】導電性支持体とその導電性支持体の面上に形成された電気抵抗調整層を有する導電性部材であって、前記導電性支持体の前記面の中央に電気抵抗調整層側に向かって高くなった高面部、前記高面部の周辺の前記面に嵌合用凹部が設けられた低面部を有するとともに、該高面部と該低面部との間に段部が形成され、かつ、前記電気抵抗調整層が、前記高面部全体と前記低面部の少なくとも一部との上に設けられるとともに前記導電性支持体側の面に前記嵌合用凹部に嵌合する嵌合用凸部を有する導電性部材。
(もっと読む)
研磨パッドの製造方法
【課題】 半導体ウェハー等の被研磨物を、精度よく且つ高い研磨効率で研磨するために有用な、厚さが均一な研磨パッドを、効率よく製造する方法を提供すること。
【解決手段】 熱可塑性樹脂を射出圧縮成形してシート状成形体とする工程を含む研磨パッドの製造方法により達成される。該製造方法において、例えば、熱可塑性樹脂を射出圧縮成形して溝パターンを有さないシート状成形体とし、その後、該シート状成形体に溝パターンを形成するか、またはスタンパーを装着した金型を用いて熱可塑性樹脂を射出圧縮成形して溝パターンを有するシート状成形体とする。
(もっと読む)
サンドブラスト機ジェットノズルの成型方法
【課題】 寸法の縮小による変形を生じないサンドブラスト機ジェットノズルの成型方法。
【解決手段】ノズル部アクセサリー1を成型し、該ノズル部アクセサリーをジェットノズルモールド2内に嵌入し、鋳ぐるみによる射出成形法により該ジェットノズルを成型する。該ノズル部アクセサリーは底部が広がったラッパ状開口の柱体或いは底部に開口を設置するU状体で、しかも該ノズル部アクセサリーと射出されたジェットノズルの材料はUHMW PE(超高分子量ポリエチレン)などの同一材質の番号材料であるため、成型されたジェットノズルは収縮せず、しかも外観形状がより美しい最適品質を達成する。
(もっと読む)
α−ヒドロキシ酸重合体組成物およびそれを用いた成形品の製造方法
【課題】生体内で安全に吸収および/または代謝されるα−ヒドロキシ酸重合体組成物、およびそれを用いた成形サイクルが短時間であり、得られる成形品のもろさを改善でき、成形品において「ひけ」や固化不十分による成形不良が生じ難く、かつ、生産性に優れる成形品の製造方法を提供する。
【解決手段】α−ヒドロキシ酸重合体と、結晶核剤としてアミノ酸とを含むα−ヒドロキシ酸重合体組成物、およびそれを用いた成形品の製造方法。
(もっと読む)
燈体成形用の金型
【課題】光源収容部とカプラ部とが直交状に形成されたハウジングに端子部材をインサートモールドするにあたり、端子部材の変形を防止するように構成する。
【解決手段】ランプ1を構成するハウジング4の光源収容部4aとカプラ部4bとを筒軸方向に直交するよう形成し、該部位にL字形に形成された接続端子3をインサートモールドするに、接続端子3に形成されるバルブ支持片3aと側片3b、3c、3d、3eとのあいだに形成される第一〜第四間隙S1、S2、S3、S4に、第二金型8に形成される第一〜第四突き当て片8a、8b、8c、8dを嵌入させた状態で射出する構成とする。
(もっと読む)
燈体およびその成形方法
【課題】燈体のハウジングを射出成形するにあたり、成形性がよく、歩留まりが向上する構成とする。
【解決手段】ランプ1を構成するハウジング4を、光源収容部4aと、該光源収容部4aの一方の筒端縁部から筒軸に直交する方向に折曲し外部コネクタが接続するカプラ部4bと、光源収容部4aの他方の筒端縁部から外径方向に延出するフランジ部4cとを備えて構成し、前記ハウジング4を射出成形するにあたり、樹脂材は、フランジ部4c形成部位のカプラ部4bの突出方向とは反対方向に位置して設けられた第二ゲート18から樹脂材が射出するように構成する。
(もっと読む)
燈体およびその製造方法
【課題】中空状で、光源収容部とカプラ部とが直交状に形成された燈体を、可動型と固定型とを用い、作業性よく成形できるようにする。
【解決手段】ランプ1を構成するハウジング4を、バルブ2が収用される筒状の光源収容部4aと外部コネクタが嵌着する筒状のカプラ部4bとが筒軸方向に直交するよう形成し、かつ、L字形に形成された接続端子3が光源収容部4aからカプラ部4bに連通した状態でインサートモールドされたものに形成する。
(もっと読む)
金属製成形品と樹脂板材との接合構造
【課題】
金属製成形品に対して樹脂板をその端部において接合するに際し、その接合操作が比較的簡便であるとともに、接合部での強度をより大きくすることが可能であり、熱による変形、ひずみに対しても耐久性を向上させることができる、新しい接合構造を提供する。
【解決手段】
金属製成形品の裏面側での樹脂板材端部の接合構造であって、着座部1等の金属製成形品裏面の内側にインサート樹脂成形で形成された凹部5等の段部に、便座ベース2等の樹脂板材が載置され、二次成形樹脂7で一体化接合されているものとする。
(もっと読む)
ハンマドリル及びハンマドリルの製造方法
【課題】 製造工程を簡略化しかつ軽量化を図ったハンマドリル及び製造工程を簡略化したハンマドリルの製造方法の提供。
【解決手段】 駆動軸部22を備えたモータ21と、モータ21を内蔵するケーシング2と、ケーシング2内に設けられ駆動軸部22により回転駆動される略円筒状のシリンダ44と、ケーシング2に接続されてシリンダ44を支持する支持部材31と、を備え、支持部材31は、ケーシング2に接続される基部32と、基部32から前方向に延出されるシリンダ部支持部33とを有し、シリンダ部支持部33にはシリンダ44を回転可能に支持する軸受部34が設けられ、支持部材31は軸受部34を含んで一体成形されているハンマドリル1及びハンマドリル1の製造方法を提供する。
(もっと読む)
防振装置の成形型及び製造方法
【課題】成形した防振装置を円滑に脱型することができる防振装置の成形型及び製造方法を提供すること。
【解決手段】内筒2と外筒3との間に形成されたキャビティ8にゴム状弾性体の成形材料を注入充填可能に構成されており、そのゴム状弾性体の軸方向側面を成形する成形面部31と、成形面部31の中央に配され、内筒2の下端開口より嵌入して内筒2の下端面を支持し、上方に向かって突き上げ可能に構成された支持ピン34と、成形面部31の外周側に配され、外筒3の下端面の外周側部分に対向する対向面76を有するストリッパー型部7bとを備え、型開き時に、支持ピン34が突き上がるのと略同時に、ストリッパー型部7bが下型6から分離して上方に変位するように構成されている。
(もっと読む)
シリンジ体
【課題】
【解決手段】射出成形により、長手方向に宛がわれた目盛りを有する中空円筒シリンジ体を生産する方法に関する。その目盛りは薄い担体フィルムに宛がわれ、その目盛りが付された担体フィルムは、射出成形過程の前に射出成形用金型に挿入される。
(もっと読む)
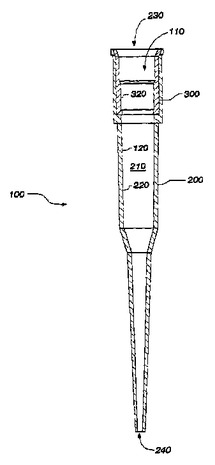
多成分ピペットチップおよび関連する方法
ピペットチップおよびそれを作製する方法を記載する。ピペットチップには、少なくとも2つの成分、すなわち輪状成分と管状体成分とが含まれてもよい。輪状成分は、異なる、比較的より従順な材料を含んでもよい。輪状成分は、管状体成分内に部分的または完全に入れ子式となるように受容されてもよい。または輪状成分はピペットチップの近位末端を含んでもよく、管状体成分は、ピペットチップの遠位末端を含んでもよい。管状体成分の一部は輪状成分によって入れ子式となるように、またはそうでなければそれに付着するように受容されてもよい。ピペットチップは、最初に輪状成分を成形する段階および次に管状体成分を成形する段階によって形成されてもよい。または、管状体成分を最初に成形して、輪状成分を管状体成分の中に、それに隣接して、またはその周囲に成形してもよい。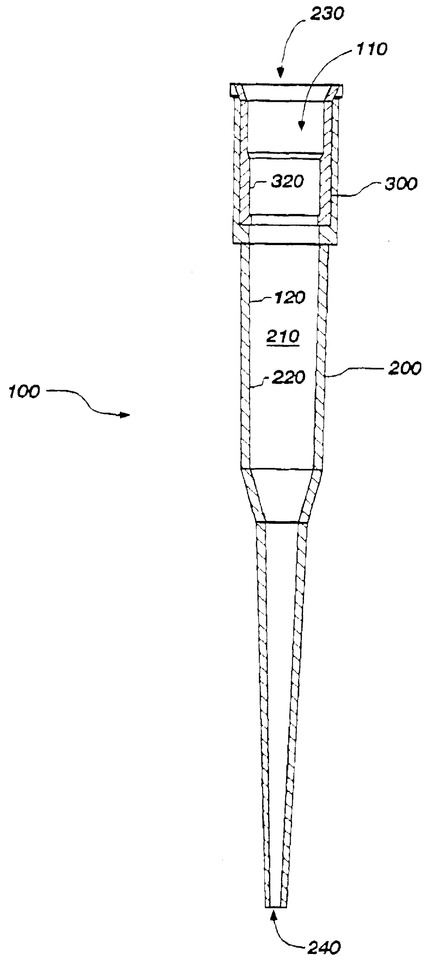
 (もっと読む)
(もっと読む)
電波透過性を有する金属色加飾成形体の製造方法
【課題】金属色パターンを有するフィルムを基礎に、これに予備賦形を施すことなく、電波透過性を有する金属色パターン加飾成形体を効率良く製造する。
【解決手段】金属色パターンを呈するフィルムアセンブリ10を基礎に、金属色パターンの視認される側に、透明性のあるクリヤ層20を設けるクリヤ層形成工程と、このように形成されたものの上記金属色パターンの視認されない裏面側へ、本プラスチック成形体の基礎を成すベース基材部30をインジェクション成形手段等を用いて設ける担体部形成工程と、からなる。
(もっと読む)
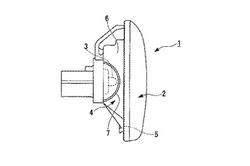
燈体の製造方法
【課題】光源と、前記光源が組み込まれ、光源が発する光の反射面が形成された燈本体3
と、光源が発する光を透光し、燈本体3に突合わされたレンズ部4と、燈本体3と前記レ
ンズ部4との突合せ部を二次の射出工程で接着してなる燈体の製造方法を容易に実施でき
るようにする。
【解決手段】燈本体3の内外側面を形成する凹凸型面1a、2a、レンズ部4の内外側面
を形成するための凸凹型面1b、2bを突き合わせた状態でこれら型面間に樹脂を射出し
て燈本体3とレンズ部4とをそれぞれ射出成形する一次の射出工程、一次の射出工程で射
出成形された燈本体3を蒸着装置5を収容した凹型面2cを内側面に反射面14を蒸着さ
せる反射面形成工程、該反射面14が形成された燈本体3をレンズ部4に突き合わせた状
態で燈本体3とレンズ部4とを二次射出して一体化する二次の射出工程を備えるようにし
た燈体の製造方法。
(もっと読む)
反射面を有する燈体の製造方法および燈体成型用の金型
【課題】燈本体3およびレンズ部4を備えて一体に製造される燈体9を、金型移動によ
る射出成形方式を用いて製造するにあたり、燈本体3の内側面に反射面14が形成された
ものを製造する。
【解決手段】固定金型2を真空蒸着装置5が設けられたものとし、燈本体3およびレン
ズ部4を成形する一次の射出工程と、燈本体3およびレンズ部4を突き合わせて一体化す
る二次の射出工程のあいだに、燈本体3の内側面に反射面14を真空蒸着する反射面形成
工程を設け、反射面のある燈体9にする。
(もっと読む)
多孔質部材を備えたインサート成形品及び多孔質部材を備えたインサート成形品の製造方法
【課題】多孔質部材を保持する部材をインサート成形によって成形できるようにする。
【解決手段】インサート成形により製造する際には、多孔質部材10の周縁部に筒状部材20を外嵌したものを金型40にセットし、多孔質部材10とは非接触であって筒状部材20の外面に密着する形態の成形部材30を成形するようにしているので、金型40の食い切り位置(第1食い切り面45A,第2食い切り面45B)が筒状部材20の外面上に設定され、インサート成形の際に液状の樹脂が多孔質部材10の隙間内に侵入する虞がない。これにより、多孔質部材10を保持する成形部材30をインサート成形によって成形することが実現できる。
(もっと読む)
孔を有する樹脂成形体の製造方法
【課題】低歪で、孔の寸法精度に優れ、かつウエルドラインが消失された状態で射出成形により孔が設けられた樹脂板を製造する方法を提供する。
【解決手段】キャビティ壁部の一部に孔を設け、この孔に挿入されて往復運動する孔ピン5を有する可動側金型1と固定側金型3とを型締めして成形キャビティを形成し、該孔ピン5が完全に孔に挿入されていてキャビティ壁部面が実質的にフラットな状態において、このキャビティ内に溶融した熱可塑性樹脂8を射出充填した後、樹脂のコア層の温度がガラス転移温度+30℃以上の時点で該孔ピン5を孔から突出させてキャビティに押し込み、その後コア層の温度がガラス転移温度以下まで冷却されてから金型内で該孔ピン5を該孔に完全に戻し入れて成形樹脂に該孔ピン5に対応する孔を形成し、しかる後成形体を金型から離脱させることにより孔を有する樹脂成形体とりわけ樹脂板を製造する。
(もっと読む)
天然繊維を有するポリアミド配合物の調合法及び天然繊維を有するポリアミドの配合物
本発明は、天然繊維を有するポリアミド配合物の製造方法及び天然繊維を有するポリアミド配合物に関し、押し出し及び射出成形の連続法を用いて、天然繊維を使用して無機物から得られたものに近い機械的性質を有する配合物を得ることを確立し、本方法は、射出法によって、正確な寸法及び複雑な機能を有する最終製品の獲得を可能にし、天然クラワ繊維を有する配合物が無機化合物より低い密度に関連した適切な機械的性質を示すことは、より軽い部品で製造された乗り物がより少ない燃料を消費するので自動車産業界の興味を引く。 (もっと読む)
141 - 160 / 224
[ Back to top ]