
Fターム[4F206AH81]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | その他の特定の用途 (224)
Fターム[4F206AH81]に分類される特許
201 - 220 / 224
燃料電池セパレータおよびその成形方法ならびにその成形装置
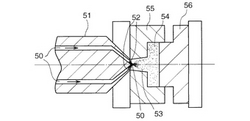
【課題】 材料密度差が少ない、したがって、強度も向上された燃料電池セパレータ、およびその成形方法(製造方法)、ならびにその成形装置(製造装置)の提供。
【解決手段】(1)密度バラツキが±15%以下で曲げ強度が15MPa以上の燃料電池セパレータ。(2)複数のノズル孔52から射出された成形材料同士を、金型面55に衝突する前に、互いに衝突させ微粒化させ、金型キャビティ54内に充填する燃料電池セパレータの成形方法。(3)ノズル51は成形材料を射出する複数のノズル孔52を有しており、該複数のノズル孔52の軸芯の延長線は、ノズル51と金型面55との間で、互いに交差している燃料電池セパレータの成形装置。
(もっと読む)
光触媒含有成形品および光触媒含有成形品の成形方法
【課題】 光触媒を含有する成形品について、特別な装置を使用しなくても成形品の表面部分の光触媒濃度を内部に比し高くできる新規な技術を提供する。
【解決手段】 光触媒を含有する樹脂組成物と、この樹脂組成物を構成する樹脂より流動性が小さい樹脂組成物とを溶融成形する。前者の樹脂組成物を構成する樹脂のメルトインデックスが後者の樹脂組成物のメルトインデックスの2倍以上の値を有することが好ましい。
(もっと読む)
複合連結長尺物の成形金型

【課題】連結箇所がフレキシブルな長尺物の製造方法を提供する。
【解決手段】複数個の単位構成部材を形成する分割可能な一次成形金型と、該一次成形金型で成形された単位構成部材を収容して連結する分割可能な二次成形金型を並設し、一次成形金型及び二次成形金型を貫通する中子12を設け、該中子と一次成形金型における形成空間19、19a …により単位構成部材の成形キャビティ22、22a …を形成すると共に、中子と収容空間29内の直列状態の単位構成部材間に連結材の成形キャビティを形成する。一次成形金型により成形した、中子に外嵌状態の複数個の単位構成部材を二次成形金型側に移行させ、直列状態にして二次成形金型における収容空間内に収容した後、単位構成部材とは異質な軟質樹脂を充填して連結材を成形することによって、複数個の単位構成部材が連結一体化されたフレキシブルな複合連結長尺物を成形する。
(もっと読む)
高精度歯車、高精度歯車の製造方法、この高精度歯車を搭載する時計
【課題】 高精度な検出孔と歯列を有する高精度歯車と、この高精度歯車を低コストで実現する歯車の製造方法と、この歯車を搭載する時計を提供する。
【解決手段】 高精度歯車は、合成樹脂を射出成形によって成形される歯車であって、前記歯車の回転位置を検出するための検出孔31と、前記歯車の回転方向に略等間隔で設けられる複数のゲート部37A〜37Cと、が設けられ、検出孔31が、隣り合うゲート部37Bと37Cの略中央に設けられている。検出孔31の位置は、射出成形の際に発生するウエルドライン39近傍にあり、収縮時の歯列、検出孔31の変形を低減することができる。
(もっと読む)
プラスチックの金属調装飾品
【課題】アルミニュウム等の金属蒸着に際してアンダーコートを配設することなしに、鏡面仕上げした金型、またはシボ、ヘアーラインといった微細模様を有する電鋳金型を用いて表面転写されたプラスチック射出成形品の外観を失うことなく、成形品と蒸着膜との密着性を良好なものとした、プラスチックの金属調装飾品を提供する。
【解決手段】プラスチック成形品の表面に、クロム金属を含有する合金を下地蒸着し、次いでアルミニュウム、錫、銀、ニッケル合金の少なくともいずれかを蒸着した後に紫外線硬化塗料を塗布して保護コートを形成する。
(もっと読む)
切削工具本体および切削工具
【課題】アルミニウム製のものより低コストで軽量の切削工具本体およびそれに切削インサートを装着してなる切削工具を提供する。
【解決手段】 切削インサート11を装着する回転切削工具本体1を、ガラス繊維相を30〜60%含有する非結晶性プラスチック製で射出成形によって形成した。切削インサート11を固定したカートリッジ15を六角穴付ボルト17による締め付け方式で固定するためのねじ穴8を、メスねじ付部材(ヘリサート)19により、本体1のチップポケット5の底部6に埋設状に固定して形成した。プラスチック製としたため、軽量化が図れる。射出成形によって形成したため、プラスチックのブロックや棒材等からなる材料から、機械加工で形成する場合に比べて低コストで製造できる。
(もっと読む)
架空ケーブル用回転式鳥害防止器の製造方法
【課題】電力線や通信線などの架空ケーブルに野鳥が止まって閃絡や糞害等をもたらすのを防止する回転式鳥害防止器の製造方法であって、組み立てが容易となり製造コストを軽減するとともに、耐候性、耐久性等の品質が優れた製品を提供できるようにする。
【解決手段】半割環状の支持体6a,6bが両端部に設けられ該両支持体の外周縁部間に複数本のバー3を平行に設けることにより架空ケーブルに回転自在に取り付けられる回転式鳥害防止器であって、バー3は多数本の長いガラス繊維4を束としてこれに不飽和ポリエステル樹脂等の熱硬化性樹脂を含浸させ、該熱硬化性樹脂が完全に硬化反応が完了しない状態で外周に耐候性樹脂をコーティングして樹脂被覆5を形成するとともに、前記支持体を成形するに際し該バーを成形型内に配置し、該バーの両端部が該支持体内に挿入された状態に一体的にインサート成形する。
(もっと読む)
流体搬送ライン用物品及びその製造方法
【課題】含フッ素共重合体の層と非フッ素樹脂の層との接着性に優れる積層体からなる流体搬送ライン用物品の提供。
【解決手段】テトラフルオロエチレン及び/又はクロロトリフルオロエチレンに基づく繰り返し単位(a)およびカルボニル基を含有する含フッ素共重合体(例えば、テトラフルオロエチレン/エチレン/(パーフルオロエチル)エチレン/無水イタコン酸共重合体。)の層(A)と非フッ素樹脂の層(B)とが直接積層されてなる積層体からなり、流体接触面が前記含フッ素共重合体の層(A)の表面からなる流体搬送ライン用物品。
(もっと読む)
マイクロレリーフ表面を備えた剤形およびこのような剤形を製造するための方法および装置
【課題】剤形に偽造を防止する特徴を付与する1または複数の機能構造を有する剤形、剤形の製造方法、およびその製造に用いられる装置を提供すること。
【解決手段】使用者が剤形をより良く識別および区別することができ、かつ偽の製品を発見し易くする、独自の光学効果およびイメージを生成できる、光学要素(例えば、プリントパターン、マイクロレリーフ格子、および/またはマクロレリーフ格子)を含む食用の剤形。この剤形は、光学素子を含むように様々な方法で形成することができる。
(もっと読む)
燃料電池用セパレータの製造方法
【課題】 本発明は、セパレータ本体両面にシール材を射出し被覆する際、セパレータ本体の反り、うねり、歪みがなく、且つ後工程で穴埋め作業が不要な燃料電池用セパレータの製造方法を提供することを課題とする。
【解決手段】 セパレータ本体11の縁11aの上下面12、13にシール材を備えた燃料電池用セパレータの製造方法において、セパレータ本体11の縁11aの上下面12、13のうち、少なくとも一方の面にシール材14の厚さに相当する径若しくは厚さの保持部材を複数個配置する工程と、保持部材を備えたセパレータ本体11を射出金型にセットする工程と、射出金型のキャビティへ、溶融シール材を注入して前記セパレータ本体にシール材を一体成形する工程と、射出金型を開いてシール材の付いたセパレータ本体を取出す工程とから構成する。
(もっと読む)
成形インサートとして使用するための射出成形された留め物品
一体形成フック領域を一つの面に有する射出成形インサートを、そのフック領域が成形物品の一つの面に存在する様に成形物品の部品として使用することができる。成形インサートを部品として有する成形物品は、射出成形、圧縮成形、ブロー成形、もしくは回転成形の様な種々の成形工程によって、または吹付け用樹脂、エポキシ系樹脂、もしくはガラス繊維系樹脂の様な成形用素材で形成することによって、形成することができる。 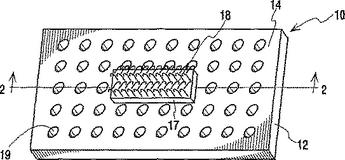 (もっと読む)
(もっと読む)
乾燥機能をもつ合成樹脂成形体
【課題】使用の初期から長期間にわたって、適度の水分吸収能力を保持する乾燥機能をもつ合成樹脂成形体を提供する。
【解決手段】乾燥剤111 を含有する合成樹脂の第1成形体110 中に、柱状で良好な水分透過性をもつ合成樹脂の第2成形体120 の両端面を、第1成形体110 の外面に露出させるようにして配設する。第1成形体110 の合成樹脂と第2成形体120 の合成樹脂とは、熱融着し合わない合成樹脂とし、第2成形体120 の比率が、総重量に対して10〜45重量%とする。
(もっと読む)
バルブ止め具
分配バルブのための止め具であって、該分配バルブは、開口部を規定する表面を有し、該止め具は、該開口部をシールするために該表面と隣接している第1位置と、該開口部を開くために該表面から間隔を空けられた第2位置との間の間を移動可能であるように適合され、該止め具は、射出成形プロセスにおいて形成され、該止め具は、該バルブに接続されるように適合された基部および該バルブ表面と隣接するように適合されたシーリング表面を有するシーリング部材を備え、該シーリング表面は、該射出成形プロセスに由来するスプリットラインがない、止め具。  (もっと読む)
(もっと読む)
反射防止及びグレア防止特性を備えた樹脂成型部品及びその製造方法
本発明は、樹脂成型部品またはその改良に関する。より詳しくは、反射防止及びグレア防止特性を備えた部品及びその製造方法に関する。本発明の樹脂成型部品の製造方法は、グレア防止加工面を有する第1の樹脂フィルム(11、11a)上に反射防止コート(12)を設け、第1の樹脂フィルムを金型(2)内に挿入し、金型内に樹脂を注入して、反射防止特性とグレア防止加工面とを備えた部品を成型する。  (もっと読む)
(もっと読む)
樹脂ケースの製造方法及び射出成形装置
【課題】 本発明は、樹脂ケースの対向する側壁の各外面にフィルムを良好に一体形成することが可能な樹脂ケースの製造方法及びそれを実現する射出成形装置を提供することを目的とする。
【解決手段】 上記課題を解決するため、本発明の樹脂ケース1の製造方法(射出成形装置)は、
有底矩形筒形状で、少なくとも一対の対向する側壁21の各外面にフィルム3が一体形成された樹脂ケース1の製造方法(射出成形装置)であって、
射出成形用金型のキャビティ内に配されたフィルムを該キャビティの内壁に向けて吸引する吸引工程(吸引手段)と、
フィルムを吸引した状態でキャビティ内を加圧する加圧工程(加圧手段)と、
キャビティ内に溶融樹脂を注入する射出工程(射出手段)と、
をこの順に行うことを特徴とする。
(もっと読む)
荷重担持用織地アセンブリおよびキャリヤ・アセンブリを製造する方法
【課題】荷重担持用織地アセンブリにおいて取付欠陥を容易に検出できるようにする。
【解決手段】荷重担持用織地14はキャリヤ16に対して直接的に取付けられる。フレーム12には、キャリヤおよび織地が該フレームに対して取付けられた後で、キャリヤと荷重担持用織地との間の接合部の目視検査を可能とする視認ポート18が形成される。荷重担持用織地アセンブリに対するキャリヤを製造する方法は、織地の少なくとも一部を成形型の表面に直接的に係合させ乍ら織地を成形型の内側に載置する段階と;織地の融点より高い融点を有すると共に溶融した熱可塑性プラスチックを成形型内へと注入してキャリヤを成形する段階と;溶融した熱可塑性プラスチックが硬化して織地上にキャリヤを直接的に成形することを許容する段階とを含む。織地は、溶融した熱可塑性プラスチックが進入することで織地が成形型キャビティの表面に付勢される様に位置決めされる。
(もっと読む)
垂直マイクロ射出成形機
【課題】供給チャンネルが設けられており、この供給チャンネルに溶融材料を輸送するためのスクリュー又はプランジャー(31)が設けられた可塑化ユニット(30)と、この可塑化ユニット(30)から計量された量の溶融材料を受け入れるようになった注入ユニット(40)と、計量された量の溶融材料を注入ユニット(40)から受け入れるようになった射出成形金型(60)と、注入前に射出成形金型(60)を閉鎖し、注入した材料の凝固後に射出成形金型(60)を開放するようになった少なくとも二つのスラストシリンダ(20)とを含む垂直マイクロ射出成形機を提供する。
【解決手段】注入ユニット(40)は注入シリンダ(42)を含み、この注入シリンダ(42)は、可塑化ユニット(30)の供給チャンネルに連結されており、垂直方向に往復動するプランジャー(41)が注入シリンダ(42)に設けられており、垂直方向に往復動するプランジャー(41)の上方への前進により、空気を注入シリンダ(42)内の溶融材料の上方に追い出すことができ、次いで溶融材料を射出成形金型(60)に押し込む。本発明による垂直マイクロ射出成形機は、バルブに対する必要をなくすことができ、溶融プラスチック中に空気が捕捉されないようにし、注入を非常に高速で行い、材料を捕捉したり材料の品質を劣化する射出成形プロセスのデッドゾーンをなくす。  (もっと読む)
(もっと読む)
射出成形シューティングポットのウェッジ機構の装置及び方法
射出成形シューティングポットショットサイズ制御装置は、同じゲートで終わる少なくとも2つの溶融物チャネルを有する共射出ノズルを備えた共射出ホットランナに設置されるように構成され、弁入口及び弁出口を備える。調整可能な溶融物制御機構が、好ましくは油圧作動式ウェッジの形で、(i)ホットランナアセンブリに隣接してキャビティプレートに配置され、金型が開いてる間にショットサイズ位置をセットできるようにし、(ii)ウェッジがシューティングポットピストンから引き戻されるときに、充填されたシューティングポットシリンダが溶融物を減圧できるように構成される。  (もっと読む)
(もっと読む)
金型、その金型を用いた筒状体製造装置および筒状体の製造方法
【課題】 充填される成形材料の流路末端より金型内の空気を放出させて、成形材料の充填されない部分が発生することを防止することができる金型、その金型を用いた筒状体製造装置および筒状体の製造方法を提供する。
【解決手段】 半円筒形上のインナーピースを芯部161に嵌めた状態で金型内に載置される中子160の芯部161の鍔部164には、インナーピースの内周側にて突起を形成するための溝163より溝170が延設されている。ヒータ内蔵グリップの成型時には、芯部161が保持部162に向かってスライドし、鍔部164は保持部162の軸受部167内に収容される。このとき保持部162の内面と鍔部164の外周面168とが当接して溝170により構成される空気抜孔から、成型時に金型内の空気抜きが行われるので、凹部内の空気の滞留がなく、成形材料の充填されない部分の発生が防止される。
(もっと読む)
射出成形研磨物品の作製方法
研磨物品を作製するための方法が開示される。典型的な実施態様は、研磨凝集塊の粒子(10)を研磨物品の型(2)の少なくとも一部(8)に配置する工程と、溶融熱可塑性バインダー樹脂を前記研磨物品の型(2)内に射出する工程と、前記熱可塑性バインダー樹脂を冷却させ、その結果、研磨凝集塊の前記粒子(10)が前記熱可塑性バインダー樹脂中に固定される工程とを含む。 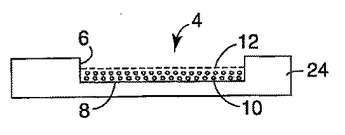 (もっと読む)
(もっと読む)
201 - 220 / 224
[ Back to top ]