
Fターム[4F206AH81]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | その他の特定の用途 (224)
Fターム[4F206AH81]に分類される特許
61 - 80 / 224
電気化学的相間移動デバイス及び方法
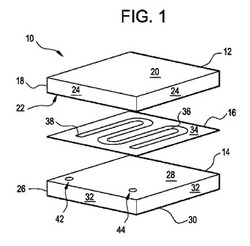
電気化学的相間移動用のデバイス及び方法は、ガラス状炭素又は炭素とポリマーとの複合材料から形成される1以上の電極を利用する。本デバイスは、入口42、出口44、及びそれらの間に延在する細長い流体通路36を画成するデバイス筐体を含む。捕集電極12及び対電極は、流体通路が捕集電極と対電極との間に延在するように筐体内に配置される。 (もっと読む)
インサート成形装置及びインサート成形方法、ロータ、モータ、並びに時計

【課題】小型化かつ構成の簡素化を図るとともに、インサート部品の損傷や位置決めコアの磨耗を防止した上で、位置決め精度を向上させることができるインサート成形装置及びインサート成形方法を提供する。
また、軸心精度が高く、長期間に亘って安定した性能を発揮させることができる前記成形方法により製造されたロータ、ロータを備えたモータ、並びにモータを備えた時計を提供する。
【解決手段】スライドコア50は、磁石22の位置決め時において径方向中心に向けて押圧されるベースコア61と、ベースコア61よりも径方向内側に配置され、磁石22の外周面に当接可能な押さえコア63と、ベースコア61と押さえコア63とを連結し、ベースコア61と押さえコア63とを離間させる方向に向けて付勢する第1弾性部材62とを備えていることを特徴とする。
(もっと読む)
合成樹脂成形品の製造方法
【課題】 表面層と裏面層とを有する合成樹脂成形品を製造するに当たって効率良く製造でき、しかも、この成形品の強度を向上させることのできる合成樹脂成形品の製造方法を提供する。
【解決手段】 可動型1を第1の成形位置に位置させることで第1のキャビティ41が形成されると共に、該第1のキャビティ41内に可動型2に沿って界面層シート6が配設される。この状態で第1のキャビティ41内に第1の合成樹脂組成物71が注入される。その後、可動型2を第2の成形位置に移動させることで可動型2と対向する面に上記界面層シート6が残置された第2のキャビティ42が形成される。この状態で第2のキャビティ42内に第2の合成樹脂組成物72が注入される。さらにその後、可動型2を離型位置に移動させることで、合成樹脂成形品7を得るようにした。
(もっと読む)
成形品の製造方法、金型および成形品
【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
射出成形用金型およびその射出成形用金型を用いたシール一体型膜電極接合体の製造方法、射出成形装置
【課題】膜電極接合体の外周にシール部を形成するための射出成形工程において、膜電極接合体の電極に担持された触媒の劣化を抑制する技術を提供する。
【解決手段】射出成形装置100は、燃料電池用の膜電極接合体20の外周にシール部30を射出成形する。射出成形装置100は、シール部30を成形するためのキャビティ231を形成する外周成形部210と、触媒を担持する電極22を固定的に保持するための中央電極保持部215とを有する金型と、外周成形部210を加熱する加熱部350とを備える。射出成形装置100は、中央電極保持部215が外周成形部210より低温となるように、中央電極保持部215と、外周成形部210とが分離した別部材として構成されている。
(もっと読む)
耐候性多層システム
本発明は、第1層(A)、第2層(B)、第3層(C)および第4層(D)を含有する多層製品に関する。第1層(A)は340nmにて少なくとも0.2の吸光度を有する耐引掻保護層であり、第2層(B)は、340nmにて少なくとも2の吸光度を有するアルキルアクリレート層であり、第3層(C)および該第4層(D)は、紫外線安定化ポリカーボネートを含有する。また、本発明は、該多層製品の製造方法にも関する。 (もっと読む)
中空体の製造方法
【課題】内径及び肉厚が均一で、かつ内面の平滑性に優れた熱可塑性樹脂製の中空体、特に屈曲部を有するパイプ状の中空体を、射出成形にて製造する。
【解決手段】一端にフローティングコア6を備えた加圧ポート4を有し他端に排出口5を有する型キャビティ2を備えた金型1の型キャビティ2内に、溶融樹脂8を射出した後、加圧ポート4から加圧流体を圧入して、フローティングコア6を排出口5側に移動させると共に排出口5から溶融樹脂8を押し出させる工程を有する中空体の製造方法において、
フローティングコア6は、円柱部と、円柱部の一方の面に連接し、円柱部の中心軸と垂直な断面積が円柱部の一方の面側から漸減する形状を有する頂部からなり、円柱部の直径をAとした時、円柱部の高さは0.1A〜1A、頂部の高さは0.3A〜1.6Aである中空体の製造方法。
(もっと読む)
燃料電池用セパレータの離型方法及びその離型装置
【課題】セパレータ本体へのシール部材の成形後,セパレータ本体に変形,破損を与えることなく,セパレータを成形金型からスムーズに取り出すことを可能にする,燃料電池用セパレータの離型方法を提供する。
【解決手段】金属製のセパレータ本体板06を成形金型19内に挿入し,金型のキャビティ19aに樹脂を充填することによりセパレータ本体06の周縁にシール部材8を形成した燃料電池用セパレータ6の該成形金型からの離型方法であって,シール部材8がキャビティ19a内面に貼りつくことにより成形金型19に付着したセパレータ6の一端を吸着パッド26に吸着させ,この吸着パッド26を成形金型19に対し離反する向きに移動させることにより一端部からキャビティ内面19aに貼りついたシール部材8を漸次剥離して該セパレータ6を離型する。
(もっと読む)
成形品の製造方法
【課題】 ナノカーボンにより成形品を簡単に高機能化する成形品の製造方法を提供する。
【解決手段】 熱可塑性樹脂を成形することによって成形品を製造する方法であって、前記熱可塑性樹脂に相溶せず、かつ超臨界流体に溶解可能な物質と、前記物質と前記超臨界流体との共溶媒とを当該超臨界流体に溶解させる工程と、可塑化スクリューを備える可塑化シリンダーにおいて、前記熱可塑性樹脂を可塑化する工程と、上記超臨界流体及び当該超臨界流体に溶解させた共溶媒及び物質を前記可塑化シリンダー内へ導入し、前記可塑化スクリューを用いて前記熱可塑性樹脂と混練する工程と、上記混練した樹脂を成形部へ導入し成形する工程とを有することを特徴とする。
(もっと読む)
グリップ、工具及びグリップの製造方法
【課題】 工具軸に嵌着可能にしながら工具軸に抜け抵抗を与えておくことができるようにする。
【解決手段】
本発明のグリップ1は、工具軸2の回り止め部12を有する後部3を包囲するグリップ本体5と、このグリップ本体5より軟質な樹脂でグリップ本体5の周囲を被覆する被覆層6とを備えている。そして、グリップ本体5と工具軸2の後部3との間に被覆層6と同一の樹脂で形成された内部層4を備えていることを特徴とする。この内部層4は、例えば工具軸2の後部3に備えたソケット17の外周面とグリップ本体5との間に設けられているのが好ましい。
(もっと読む)
樹脂成型物製造方法、樹脂成型物、樹脂成型物ユニット
【課題】隣り合う外部表示部分の間隔や外部表示部分の大きさに関係なく、外部表示部分を有する樹脂成型物を製造する。
【解決手段】所定の金型を用いて光透過性樹脂で射出成型して、背面に凹部121を有する光透過性樹脂層120を成型する。次に、少なくとも凹部121内を光遮蔽性樹脂で充填させるよう光遮蔽性樹脂を所定の金型に流し込み、光透過性樹脂層120の背面に光遮蔽性樹脂の層である光遮蔽性樹脂層160を射出成型する。光遮蔽性樹脂層160を射出成型した後に、光遮蔽性樹脂部130以外の光遮蔽性樹脂層160または光透過性樹脂層120を切削する。これにより、外部表示部分110を有する樹脂成型物が出来上がる。
(もっと読む)
成型用樹脂積層体
【課題】本発明は、成型後に良好な金属光沢を有する樹脂成型物、その製造方法および成型用樹脂積層体の提供を目的とする。
【解決手段】樹脂板(A)、粘着剤層(B)、ならびに、基材フィルム(c−1)上に金属蒸着層、金属スパッタ層および金属粒子層から選択されるいずれかの金属層(c−2)が設けられた金属処理フィルム(C)が、順次積層されてなる成型用樹脂積層体であって、前記樹脂板(A)側から測定される黒色度が20〜90であることを特徴とする成型用樹脂積層体。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位2cに接着剤層4Rを介してゴム製ガスケット30aが成型一体とされたガスケット構造体であって、上記成型時において上記所定部位2cから食み出した状態で接着剤4Raにより上記基材2に固着したゴムバリ部分30cを、レーザ処理により当該接着剤4Raと共に焼失除去して得られたものであることを特徴とする。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】簡易な構造でゴム材の注入部での接着性の影響を少なくしたシール対象基材及びガスケットが一体とされたガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位に接着剤層を介してゴム製ガスケット3が加硫成型によって一体固着されたガスケット構造体1であって、上記ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの側部近傍適所に設けられた成型時のゴム材の注入部3cと、該ガスケット本体部3aと注入部3cとの間のゴム材の流入連結部3bとを備え、該連結部3bは、上記成型時におけるゴム材の流入ラインが、上記注入部3cの中心からガスケット本体部3aの稜線Lに直交する線Loから外れた状態となるよう形成されていることを特徴とする。
(もっと読む)
マーキングラベルを製造する方法及び装置
本発明は、電子部品に印を付けるためのマーキングラベルの製造方法に関し、マット形状の射出成形部品(10)が、第1工程における射出成形プロセスで形成され、任意の幅及び/又は長さを有するマーキングラベルが、第2工程において、マット形状の射出成形部品(10)から形成される。また、本発明は、このようなマーキングラベルを製造する装置に関する。 (もっと読む)
樹脂スタンパー、その製造方法
【課題】寿命の長い樹脂スタンパーを形成する。
【解決手段】第1次型締め力で型締めを行った後、第1の型締め力に対し1/7ないし1/25の第2次型締め力で型締めを行なって、熱硬化性樹脂を2段階で加圧する。
(もっと読む)
熱硬化性樹脂発泡成形体の製造方法およびそれにより得られる発泡成形体
【課題】熱硬化性発泡成形体の製造方法を提供することであって、特に、発泡状態の優れた熱硬化性発泡成形体の製造方法を提供すること。
【解決手段】射出成形またはトランスファ成形によって熱硬化性樹脂発泡成形体を製造する方法であって、(i)金型内部を溶融化した熱硬化性樹脂原料で満たす工程、(ii)熱硬化性樹脂原料に含まれるガス成分を超臨界状態にする工程、(iii)金型の内部空間を増加させることによって、熱硬化性樹脂原料内にて発泡を生じさせる工程を含んで成る製造方法。
(もっと読む)
金型の温度制御システム、テープカートリッジ及び成形品の成形方法
【課題】冷媒の切換時における、一方の冷媒回路から他方の冷媒回路への冷媒の流入を抑制する。
【解決手段】温度制御システム10は、低温冷媒が循環する低温冷媒回路8と、高温冷媒が循環する高温冷媒回路9と、金型1に対する低温及び高温冷媒回路8,9の接続状態を、低温接続状態と高温接続状態との間で切り換える切換機構11とを備える。切換機構11は、低温接続状態と高温接続状態との間で接続状態を切り換えるときに、次の接続状態で金型1に連通させる冷媒回路を金型1の流入側に連通させ且つ金型1の流出側を次の接続状態で金型1から遮断する冷媒回路に連通させることによって、次の接続状態で金型1に連通させる冷媒回路から金型1へ冷媒を流入させ且つ金型1からの冷媒を次の接続状態で金型1から遮断する冷媒回路へ流出させる遷移接続状態に所定の期間だけ設定した後に、低温及び高温接続状態を切り換える。
(もっと読む)
61 - 80 / 224
[ Back to top ]