
Fターム[4F206AH81]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | その他の特定の用途 (224)
Fターム[4F206AH81]に分類される特許
41 - 60 / 224
両面接着加飾シート
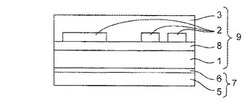
【課題】IMD法を利用して熱可塑性エラストマーと成形樹脂を結合及び加飾する過程においても、熱可塑性エラストマーと接着する接着剤が劣化し難い両面接着加飾シートを提供する。
【解決手段】熱可塑性エラストマーと接着する、水酸基を有するポリマーを含む第1接着剤からなる第1接着層1、グラビアインキ用結合剤を含むバリア層8、2液硬化型ウレタン樹脂を含む図柄層2、及び成形樹脂と接着する第2接着剤からなる第2接着層3を有する、熱可塑性エラストマーと成形樹脂を結合及び加飾するために使用される両面接着加飾シート9。
(もっと読む)
白色樹脂成形体及びLED用リフレクタ

【課題】150℃以上の高温の環境や光に長時間曝露されても変色しにくい高い耐熱劣化性と耐光劣化性を有し、さらに加工しやすく生産性に優れる等、LEDのリフレクタ部を構成する材料として好適な特性を有する白色樹脂成形体及びこの白色樹脂成形体からなるLED用リフレクタを提供する。
【解決手段】融点260℃以上のフッ素樹脂(A)と酸化チタン(B)からなる樹脂組成物を成形してなる白色樹脂成形体、及びこの白色樹脂成形体からなるLED用リフレクタ。
(もっと読む)
保持治具の製造方法及び成形金型
【課題】補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造することのできる保持治具の製造方法、及び、補強部材を変形させることなく容易に離型できる成形金型を提供すること。
【解決手段】支持孔11を有する補強部材5と保持孔15を有する弾性部材6とを備えて成る保持治具1を成形ピン33が複数立設された成形金型30で一体成形して製造する方法であって、成形ピン33を同一方向にn段階(nは2以上の整数)で順次抜脱して一体成形体を成形金型30から離型する離型工程を有する製造方法、及び、保持治具1を成形する成形金型30であって、補強部材5の配置空間35を形成する第1金型31及び第2金型32を備え、第1金型31は配置空間35に縦立する成形ピン33が立設されたn個(nは2以上の整数)の分割型41及び51を有して成る成形金型30。
(もっと読む)
機能性容器成形方法、成形用金型およびこれらを用いて製造した機能性容器
【課題】 接着剤を用いることなく、低コストでスループットが高い機能性容器を製造することができる機能性容器製造方法、成形用金型およびこれらを用いて製造した機能性容器を提供すること。
【解決手段】 所定の機能面21を有する底面部材2に筐体部3を成形するための機能性容器成形方法であって、機能面21と成形用金型5との間に機能面21の機能が損失するのを防止する保護領域9を形成し、成形用金型5と底面部材2との間に形成されたキャビティ8内に溶融樹脂を充填して成形を行う。
(もっと読む)
成形型及び当該成形型を用いた筒型防振装置の製造方法
【課題】筒体21とその内部のゴム弾性体23とを備えた筒型防振装置2の成形に際し、安価にその生産効率を高める。
【解決手段】成形型は、筒体21の筒軸方向一端面に密着する下面(第1面)40と、筒体21の筒軸方向他端面に密着する上面(第2面)30と、筒体21の外周面に当接する周側面(第3面)50と、を有する型本体1を備える。型本体1には、キャビティ11内に開口する注入孔12と、キャビティ11内のエアを排出するためのエア抜き孔13と、が形成され、下面40及び上面30の少なくとも一方には、筒体21の端面との間に所定の隙間を形成するように凹陥した逃がし凹部35が、筒体21の周方向の所定の範囲に亘って広がるように形成されている。
(もっと読む)
ホットメルト工法に於ける基板シール
【課題】 携帯電話等の電子基板等のシール(3)を貼付ける工程を変える事により、シール製作・流通・貼付け工程を無くし、悪意の第三者からシールを剥がす事によるクレーム等を防ぎ、メーカーを守る技術を提供する。
【解決手段】 ホットメルダーを用いて、ホットメルト材で、金型(5)成型を行い、基板等に直接シール(7)を成形し、生産時間・コストの削減、又、PL法対策のできる技術を特徴とします。
(もっと読む)
樹脂成形品の製造方法
【課題】アニール処理された樹脂成形品を切断して製品化する場合において、切断面に再び発生した残留応力を除去ないし低減し、高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、生産性の向上を図り、他の部品との結合に適正な切断面を確保することを課題とした。
【解決手段】アニール処理された熱可塑性樹脂成形品の所定の切断箇所の切断工程後において、切断したことにより生じるその切断端面の残留応力を低減させるために、樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程を設けた。
【効果】熱可塑性樹脂の塑性変形の性質を利用する押出成形や射出成形等の成形を行い、これによる成型部材を切断することにより製品化する場合において、その切断が原因として切断部に残留応力が発生したとしても、それを低減する樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程により、クラックや歪みが発生しない高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、簡単な処理工程で生産性の向上を図り、他の部品との結合に適正な切断面を確保できる。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
ピストン
【課題】成形型からの離型性に優れ、成形型から型抜きする際に、キャップがピストン本体から浮き上がったり外れたりすることがないピストンを得る。
【解決手段】 カップ状の合成樹脂製ピストン本体23の開口端部24に、該開口端部24の外周面、内周面及び開口端面を覆う金属キャップ31が一体に結合されるピストン21であって、キャップ31は、少なくとも開口端部24の外周面又は内周面に対応するキャップ側面32aの全周に凸部36または凹部が連続形成されて、ピストン本体23を樹脂成形する成形型の内壁面と線接触される。
(もっと読む)
樹脂製一体型塗装マスキング治具及びその製造方法
【課題】本発明は、塗装工程における高温雰囲気下での、最適な塗装マスキング材の選定と塗装マスキング治具10の射出成形時の成形収縮率の設定、および被塗装成形品20と前記塗装マスキング治具10の線膨張係数の差異による影響度を予測し、前記塗装マスキング治具10を早期量産することを課題とする。
【解決手段】被塗装成形品20のCADデータの活用による、図1のステップ1の設計仕様の決定、ステップ 2の意匠設計の早期着手、ステップ 3の機能設計における射出成形材の流動解析、ステップ 4の前述ステップ 3のデータに基づく製品設計、ステップ 5の成形収縮率を考慮した金型設計、ステップ 6のCAMデータに基づく金型加工、ステップ 7の生産試作における形状評価の過程を経て製造する高精度の塗装マスキング治具10と熱可塑性液晶ポリエステル樹脂による耐熱性に優れた前記塗装マスキング治具10を含むことを特徴とする製造方法を提供する。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】外部リード線の接続時に端子の空洞部にナットを挿入する手間を省くことができ、ナットの落下を防止することができるような蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池を提供する。
【解決手段】空洞部を有する端子4と、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシングと、両者を連結する導通部とを備えた蓄電池用端子部が、合成樹脂製の蓋にインサート成形された蓄電池用蓋2、及びその蓄電池用蓋2を備えた蓄電池10において、ナット11が端子4の空洞部に挿入されてインサート成形されることにより固定されたことを特徴とする。また、蓄電池用蓋の射出成形方法において、前記合成樹脂の蓋の射出成形時にナット11を端子4の空洞部に挿入して射出成形し、射出成形圧力により、端子4の底部4Fを変形させて、ナット11を端子4の空洞部に固定することを特徴とする。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】端子部がインサート成形された蓄電池用蓋において、電槽との嵌合をスムーズに行うことができる蓋を提供する。
【解決手段】合成樹脂製の蓋に形成した切欠き部に端子4Tを備え、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシング6Bと水平方向で並置される端子4Tの下部側とを連結する導通部7を備え、端子4Tとブッシング6Bと導通部7とが一体成形により端子部を構成するとともに、端子部のうちの少なくともブッシング6Bと導通部7とがインサート成形により蓋に埋め込まれている。さらに、蓋に埋め込まれたブッシング6Bと導通部7の隙間2Gに、両者をつなぐ合成樹脂製の薄板2Hが設けられているので蓋の変形を抑制でき、特に、蓋の短側面の反りを低減することができる。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体
【課題】高発泡倍率で金型転写性が良い、ソフト感に優れた射出発泡成形用熱可塑性エラストマー組成物を提供する
【解決手段】メルトフローレートが1〜80g/10分以下、タイプA硬度が50〜90である熱可塑性エラストマー(A)50〜97重量%以下と、下記(イ)〜(ホ)のいずれかの要件を満たし、かつ、歪み硬化性を示す改質ポリプロピレン系樹脂(B)3〜50重量%以下を含んでなる射出発泡成形用熱可塑性エラストマー組成物。(イ)メルトフローレート4.5g/10分〜10g/10分、メルトテンション5cN以上(ロ)MFR10g/10分〜30g/10分、メルトテンション2cN以上(ハ)MFR30g/10分〜50g/10分、メルトテンション1cN以上(二)MFR50g/10分〜100g/10分、メルトテンション0.3cN以上、(ホ)MFR100g/10分〜250g/10分以下、メルトテンション0.3cN以上
(もっと読む)
燃料電池用セパレータの製造方法および搬送装置
【課題】金属板に樹脂部品をモールド成形して燃料電池用セパレータを製造する際、予備加熱した金属板を射出成形機に搬送する際に外気の影響を受け、予備加熱した金属板の温度がばらついてしまい樹脂部品の寸法精度が低下する課題を解決する。
【解決手段】予備加熱された金属板を射出成形機に搬送する搬送工程において、前記金属板は前記搬送装置に備えられた加熱手段で加熱されながら搬送される。
(もっと読む)
艶消し樹脂フィルム
【課題】 充分な艶消し性を有し、かつ機械的強度に優れるとともに、良好な成形性をも有する艶消し樹脂フィルムを提供する。
【解決手段】 本発明の艶消し樹脂フィルムは、ポリカーボネート樹脂を樹脂成分とする樹脂組成物(a)を含むポリカーボネート樹脂材料からなる層(A)の少なくとも一方の面に、メタクリル樹脂を樹脂成分とする樹脂組成物(b)を含むメタクリル樹脂材料からなり、表面に微細な凹凸を有するマット層(B)が積層されてなる艶消し樹脂フィルムであって、前記樹脂組成物(a)のガラス転移温度TgA(℃)と前記樹脂組成物(b)のガラス転移温度TgB(℃)とが式:TgA−TgB<25を満たす。
(もっと読む)
液晶ポリエステル樹脂組成物
【課題】カメラ生産工程中、使用中およびカメラモジュールの駆動中に発塵(粉の脱落)が少なく、表面硬度が高く、耐熱性、剛性、成形性、と、表面脱落物特性とのバランスに優れ、自動焦点調整の動作不良等のないカメラモジュール用樹脂組成物の提供。
【解決手段】組成物全体を100質量部として、(A)液晶ポリエステル49.5〜69.5質量部、(B)モース硬度が5以上、かつ、一次粒子径が5μm以下の不定形あるいは球状粉体30.0〜50.0質量部、(C)カーボンブラック0.5〜5.0質量部を含む液晶ポリエステル樹脂組成物を用いる。
(もっと読む)
粘着成形体
【課題】低硬度で、粘着性とハンドリング性が良好な粘着成形体を提供する。
【解決手段】フィルム2上に熱可塑性エラストマー3を有し、フィルム2が、未延伸ポリプロピレンおよび低密度ポリエチレンより選ばれる一種以上である。フィルム2の厚みが50μm以下である粘着成形体1であることが好ましく、少なくとも固定側金型11と可動側金型12とを有する金型を使用して作製され、固定側金型11と可動側金型12との間にフィルム2を供給して設置した後に、フィルム2をはさんで型締めし、次いで、熱可塑性エラストマー3を射出して一体成形されたものであることが好ましい。
(もっと読む)
歯ブラシ用ハンドルの成形方法
【課題】 着色樹脂と透明又は半透明の樹脂からなる成形体の外観に簡易にグラデーションを形成すること。
【解決手段】 グラデーションが形成された歯ブラシ用ハンドルの成形方法であって、最初に着色樹脂11を金型1のゲート1Aから射出し、次に着色樹脂の射出停止後に透明又は半透明の樹脂12を金型1のゲート1Aから着色樹脂11の内部に射出し、透明又は半透明の樹脂12が着色樹脂11の流動末端を突き破って該金型1の奥側にまで延在するとともに、着色樹脂11を突き破った透明又は半透明の樹脂12が着色樹脂11の流動末端の外側に回り込みするもの。
(もっと読む)
薄板の射出成形方法及びその金型
【課題】縦横の寸法が大きく、肉厚の寸法公差が厳しい薄板を、そりや曲がりが発生することなく成形することができる薄板の射出成形方法及びその金型を提供する。
【解決手段】金型分割面27が若干開いた状態で、射出成形機のノズルから加熱溶融された樹脂を射出する。遊動キャビティブロック43は圧縮コイルバネ433の付勢力によって、金型分割面27側に向かって移動している。その結果、遊動キャビティブロック43のテーパー面432と固定キャビティブロック41のテーパー面412との間には、隙間βができている。溶融樹脂から発生したガスは、隙間β、ガス抜き溝435、ガス抜き孔232を介して外部に排出される。
(もっと読む)
レーザーマーキング用成形体及びレーザーマーキング方法
【課題】レーザー光照射により、黒色系の基層と透明な被覆層とからなる二色成形部の積層界面に、層剥離、クラック、白化、滲み等の問題を引き起こすことなく、視認性に優れたマーキングを精度良く施す。
【解決手段】基層と、該基層を被覆する被覆層とからなる二色成形部を有し、該被覆層側から該基層にレーザー光を照射することにより該基層と被覆層との積層界面部にマーキングが可能なレーザーマーキング用成形体において、該基層は、(A)熱可塑性樹脂100質量部に対して、(B)ホウ化ランタン0.0001質量部〜0.05質量部を含有する熱可塑性樹脂組成物で構成され、該被覆層は、(a)透明熱可塑性樹脂で構成されていることを特徴とするレーザーマーキング用成形体。
(もっと読む)
41 - 60 / 224
[ Back to top ]