
Fターム[4F206AH81]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | その他の特定の用途 (224)
Fターム[4F206AH81]に分類される特許
81 - 100 / 224
液体噴射記録ヘッド、及び液体噴射記録ヘッドの製造方法
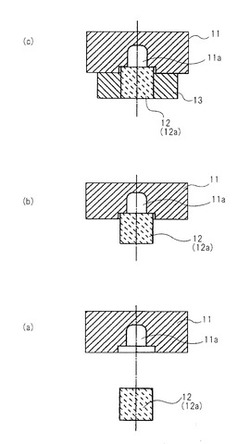
【課題】気泡が混入されても液滴の不吐出に至るのを回避できる記録液供給路を構成する。
【解決手段】第1の流路形成部材11の底面には記録液供給路11aとなる溝が設けられている。一方、第2の流路形成部材12は複数の幅狭の長尺部である腕部12aを備えている。腕部12aは、第1の流路形成部材11底面の、記録液供給路11aとなる溝の輪郭に沿った形状となっている。第2の流路形成部材12の腕部12aは第1の流路形成部材11底面に形成された液体供給路11aとなる溝の開口を塞ぐ蓋としての役割を担っている。このような第1の流路形成部材11と第2の流路形成部材12は射出成形により形成され且つ接合部材13によって接合される。第1の流路形成部材11の記録液供給路11aとなる溝の開口縁と第2の流路形成部材12の腕部12aとが当接する部分の周囲を覆うように接合部材13が形成される。
(もっと読む)
樹脂成形品

【課題】プリント基板等に取り付けるために1個ずつ取り上げる際に絡み合わないクランプを提供する。
【解決手段】クランプ1は、キャリアフィルム20を不可逆的に変形させなければキャリアフィルム20から分離できない連結構造にてキャリアフィルム20と連結されて出荷されて、使用時にはキャリアフィルム20から分離されるので、例えばプリント基板等に取り付けるにあたってキャリアフィルム20から1個ずつ分離すればよく、その際にクランプ1同士が絡み合ってしまって作業性が低下するおそれはない。キャリアフィルム20に整然と連結されているので員数不足又は員数過剰は生じない。クランプ1を分離した痕跡がキャリアフィルム20に残り白変するので、破断痕を数えることで納品数に不足又は過剰があったか否か(紛失や組み付け忘れはなかったか)を容易に検認できる。
(もっと読む)
射出成形機
【課題】 射出成形機のコストを上昇させることなく、成形型のキャビティ面の全部に型締め力が作用するようにすることである。
【解決手段】 一対の可動型3,4を取り付ける可動型取付盤12,13の周縁部に、3本のボールねじ17,18,19を取り付ける。このとき、3本のボールねじ17,18,19の軸心17a,18a,19aを結ぶ直線55,56,57によって形成される三角形(型締め力作用中心部58)の内側に、固定型2のキャビティ面2a,2bの大部分が配置されるようにし、かつ三角形の周囲に形成される型締め力作用部59の内側に、それらの全部が配置されるようにする。
(もっと読む)
石鹸の製造方法及び製造装置
【課題】所望の形状の石鹸を効率良く製造することができる石鹸の製造方法及び製造装置を提供すること。
【解決手段】本発明の石鹸の製造方法は、駆動源20に接続され所定方向に往復動可能な蓋型1Aを含む複数の割型1A,1B及び1Cを組み付けることによって内部に成形用のキャビティ10が形成され、且つ駆動源20を用いて蓋型1Aを動作させることによってキャビティ10の容積を調整可能な成形型1の該キャビティ10に、溶融石鹸を充填して冷却固化させる工程を備えている。蓋型1Aにかかる圧力が、溶融石鹸の充填開始時から充填完了時の間は0.2MPa以下、該溶融石鹸の充填完了時から冷却完了時の間は0.03〜0.2MPaの範囲に維持されるように、キャビティ10の容積を増減させながら溶融石鹸を固化させる。駆動源20は好ましくはサーボモーターであり、該サーボモーターのトルクを制御することによってキャビティ10の容積を調整する。
(もっと読む)
射出成形用液晶性樹脂組成物、当該樹脂組成物を成形してなる成形体、および当該成形体からなるカメラモジュール
【課題】成形体を洗浄するための超音波洗浄自体が液晶性樹脂成形品の表面をフィブリル化させ、新たな脱落物(ゴミ)の要因となることが知られており、この小さなゴミ、埃等が成形体に付着すると光学特性等の成形体の性能が低下することが知られている。本発明はこの成形体の性能低下を防ぐために、液晶性樹脂を含む成形体を超音波洗浄しても成形体表面のフィブリル化を抑える技術を提供する。
【解決手段】平均一次粒径5μm以下のシリカを含む液晶性樹脂組成物を射出成形してなる成形体の表面粗さRaと金型表面粗さRaとの差を0.1mm以下に調整する。用いるシリカとしては、平均一次粒径0.7μm以下のシリカであることが好ましい。
(もっと読む)
ゴム成分(A)と基布(B)とを強固に加硫接着した筒状成形品及びその製造方法。
【課題】基布上にゴムを強固に接着した筒状成形品及びその製造方法の提供。具体的には回転式ゴム印用の無端印字ベルトの製造時に、補強布とゴムとの煩雑な接着工程を必要としない製造方法の提供。
【解決手段】ゴム成分と基布を、接着剤を塗布することなしに強固に加硫接着した筒状成形品。射出成形用金型のキャビティ内に、表面を基布で被覆した中芯を貫通させて、この基布上にゴムを射出成形し、加硫することで加硫接着をさせる筒状成形品の製造方法。
(もっと読む)
成形品取出装置
【課題】把持機構の動作安定性を高めて、ダイカストマシンにて鋳造された鋳造品を確実に取り出すことができる成形品取出装置を提供する
【解決手段】2枚のフィンガプレート76,77の間に、連結ピン85を介して、第1及び第2のフィンガ18,19を揺動可能に取り付ける。また、これらフィンガプレート76,77の間に、把持用エアシリンダ75の可動部であるフィンガロッド78を配置し、その先端部を案内部材79で保持する。フィンガロッド78に連結され、フィンガプレート76,77の内面に摺動可能に配置されたフィンガカム82に、ハの字状に配置された2つの駆動ピン案内溝83,84を形成し、該駆動ピン案内溝83,84内に、フィンガ18,19の末端部に取り付けられた駆動ピン86,87を挿入する。
(もっと読む)
アタッチ部材の製造方法
【課題】 従来のエラストマーを用いたアタッチ部材の製造方法は、条件的に複雑な要素を要し、しかも仕上がり精度にも問題が残ってしまうという点である。
【解決手段】 本発明に係るアタッチ部材の製造方法は少なくとも一端に硬質な止着要素を備えた長尺部材を有し、その長尺部材をエラストマーによって成形してあるアタッチ部材の製造方法において、前記止着要素を予め先立って成形し、その後に、その止着要素に対し、適宜手段で成形されたエラストマー製の長尺部材を固着結合させることとする。
(もっと読む)
ダイカストマシンにおける射出シリンダの油圧回路
【課題】単位時間当たりに射出シリンダに供給できる圧油の量を減少させることなく、切替弁が破損するのを回避できる油圧回路を提供する。
【解決手段】圧油供給路30と、圧油排出路32と、パイロット圧油室36aに圧油が充填されたときは圧油供給路30を閉じ、圧油が排出されたときは開く主ロジック弁36と、パイロット圧油排出路38と、主ロジック弁36よりも容積の小さいパイロット圧油室40aを備え、パイロット圧油室40aに圧油が充填されたときはパイロット圧油排出路38を閉じ、圧油が排出されたときは開く従ロジック弁40と、パイロット圧油室40aに圧油を供給するパイロット圧油供給路42と、「パイロット圧油供給状態」および「パイロット圧油排出状態」を切り替える切替弁44と、パイロット圧油供給42およびパイロット圧油排出路38の間を連通する連通路46と、チェックバルブ47とで油圧回路10を構成することで上記課題を解決できる。
(もっと読む)
スタティックミキサー
【課題】本願発明の目的は、スタティックミキサー及び該スタティックミキサーの製造方法を提供する。
【解決手段】射出成型処理でスタティックミキサーを製造するための方法であって、500バール以下の射出圧力で射出口で通路に発泡剤を含有するポリマーメルトを射出するステップと、該ポリマーメルトで通路を充填するステップと、壁の厚さに対する流路の割合が少なくとも10に達する状態で、通路内に該ポリマーメルトの少なくとも部分的に発泡するステップと、を含む。管状ミキサーハウジング内に設置するための設置体を含んでいるスタティックミキサーは、射出成型工具によって製造される。設置体は、長手方向寸法及び直径を有する。直径に対する長手方向寸法の割合は、1以上であり、設置体は、発泡プラスチックから少なくとも部分的に構成される。設置体は、少なくとも10の該割合が存在する状態で、発泡プラスチックから少なくとも部分的に構成される。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
樹脂成形体及びその製造方法
【課題】極めて熱伝達が良好な保温あるいは放熱機能を付与でき、信頼性が高く、製造工程が簡便で低コストの樹脂成形体を提供する。
【解決手段】一端にフローティングコアを備えた加圧ポートを有し、他端に排出口を有するパイプ部キャビティを備えた金型の該パイプ部キャビティ内に溶融樹脂を射出した後、前記加圧ポートから加圧流体を圧入して、前記フローティングコアを前記排出口側に移動させると共に、該排出口から前記溶融樹脂を押し出させる工程から得られる、少なくとも曲管部3を有し流体を通過させるパイプ部1と、平板部4とが一体に射出成形されてなる樹脂成形体。
(もっと読む)
金属多孔質材のインサート成形方法
【課題】複合成形品の良否判断を適切に行うことができるとともに、射出条件をより容易に設定できる金属多孔質材のインサート成形方法を提供する。
【解決手段】あらかじめ設定した射出条件で、金属焼結体の骨格により構成されてなる三次元網目構造を有するシート状の金属多孔質材の周囲に樹脂を射出成形することにより、前記樹脂からなる枠部が設けられてなる複合成形品を形成し、前記複合成形品の表面の画像認識により前記樹脂部の面積βと前記枠部における欠肉部の面積αとを測定し、前記欠肉部の面積αが0である場合には前記樹脂部の面積βがあらかじめ定めておいた枠部面積上限値γ以下であるか否かによって前記複合成形品の良否を判断し、前記欠肉部の面積αが0でない場合にはこの欠肉部の面積αと前記樹脂部の面積βとの和と前記枠部面積上限値γとを比較してその大小関係に応じて前記射出条件を調整する。
(もっと読む)
OA用ブレード用金型
【課題】ショートのない適正形状の弾性部材を備えたOA用ブレードを製造するのに最適であるOA用ブレード用金型を提供する。
【解決手段】長尺形状の硬質プレート2上に、弾性部材3が長手方向に沿って設けてあるOA用ブレード1の製造に用いる金型5であって、前記弾性部材に対応した形状に形成してあるキャビティCAと、前記キャビティCAに前記弾性部材となる材料MAを外部から注入するゲート14とを有し、前記ゲート径が0.5〜0.8mmとされている。一般的なゲート径よりも細い径に設定されているので、キャビティ内で材料の最適な充填速度の確保して、ショートなどの発生を抑制できる。
(もっと読む)
ポリ(1,4−ジオキサノン)の成形方法
本発明は下記の連続工程:(a) ポリ(1,4-ジオキサノン)を前記ポリマー中の溶媒の不在下で145℃〜165℃の塊温度に加熱する工程、(b) 工程(a)で得られた溶融塊をポリ(1,4-ジオキサノン)の塊温度より80℃〜115℃低い温度である金型中で射出成形する工程、(c) 金型をポリ(1,4-ジオキサノン)塊の固化まで冷却する工程、及び(d) こうして得られた部品を離型する工程を含む、生体吸収性医療装置を製造するための生体吸収性ポリマーの成形方法に関する。本発明はまた前記方法により得られる成形部品、及びこのような部品を含む医療装置に関する。 (もっと読む)
レゾルバステータモールド成形方法
【課題】本発明は、輪状レゾルバステータにインサート成形する端子ピン保持部の角部に、中子のテーパ面による傾斜面を形成してバリの発生を防止することを目的とする。
【解決手段】本発明によるレゾルバステータモールド成形方法は、金型内の輪状絶縁カバー(2)の端子ピン保持部(3)の角部(3a)に対応する位置に、第1中子(5)の先端部(30a)と第2中子(6)を互いに重合させて設置し、前記角部(3a)に傾斜面(20)を形成させてバリ(B)の発生を防止する方法である。
(もっと読む)
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
熱可塑性樹脂組成物及び鏡筒用射出成形体
【課題】弾性率、機械的強度及び流動性に優れた熱可塑性樹脂組成物、並びに真円度、外観、剛性、機械的強度及びウエルド強度に優れた円筒形状の射出成形体を提供すること。
【解決手段】(A)熱可塑性樹脂50〜90質量%、(B)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)1〜2及び前記短径8〜17μmのガラス繊維(繊維B)5〜40質量%、及び(C)平均繊維長2〜8mm、繊維断面のアスペクト比(長径/短径)3〜6及び前記短径5〜10μmのガラス繊維(繊維C)5〜40質量%、を溶融混練することにより、得られるペレット中の繊維Bの平均繊維長を0.16〜0.40mmに、且つ繊維Cの平均繊維長を0.20〜0.45mmに制御した熱可塑性樹脂組成物。
(もっと読む)
射出成形品およびその製造法
【解決手段】大型で、薄肉の断面を有する射出成形品は、特定の量のポリ(アリーレンエーテル)と、ゴム変性ポリスチレンと、を含有する組成物の射出成形で調製される。該特定の成分量によって、温度260〜300℃、せん断速度100〜10,000秒−1の条件で測定した該組成物のせん断速度依存指数は6〜17となる。 (もっと読む)
ポリ乳酸樹脂組成物の成形方法および成形体
【課題】ポリ乳酸樹脂に耐熱性を付与させ、各種用途に要求される性能を損なわず、生分解性を維持する優れたポリ乳酸樹脂組成物の射出成形方法とそれにより得られる成形体を提供する。
【解決手段】金型を、急激な昇温と急激な冷却が可能なようにし、材料のポリ乳酸樹脂に、結晶化を誘起する物質を添加剤として含有させることで、結晶化温度を特定の範囲にさせることで、ポリ乳酸樹脂組成物を当該金型内で結晶化させる。
(もっと読む)
81 - 100 / 224
[ Back to top ]