
Fターム[4F206AL21]の内容
プラスチック等の射出成形 (77,100) | ホッパー (227) | 検知、制御、表示 (23)
Fターム[4F206AL21]に分類される特許
1 - 20 / 23
樹脂供給量調節手段を有する射出成形機
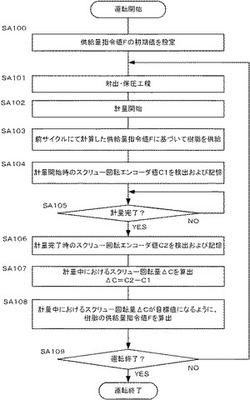
【課題】スクリューの溝内の成形材料を検出するための特別の手段を必要とせず、さらには、樹脂材料の種類によらず、さらには計量回転速度の大小に影響されることなく、飢餓状態が一定の状態を保つように材料供給を行うことが可能な射出成形機を提供すること。
【解決手段】供給量指令値Fの初期値を設定し、射出・保圧工程を実行し、計量開始し(SA100〜SA103)、前サイクルにて計算した供給量指令値Fに基づいて樹脂を供給するが、最初の成形サイクルではステップSA100で設定した供給量指令値Fの初期値を用いる。計量開始時のスクリュー回転エンコーダ値C1を検出し記憶し、計量完了か否か判断し、計量完了の場合は、計量完了時のスクリュー回転エンコーダ値C2を検出し記憶し(SA104〜SA106)、計量中におけるスクリュー回転量ΔC(=C2−C1)を算出し、計量中におけるスクリュー回転量ΔCが目標値になるように、樹脂の供給量指令値Fを算出する(SA107,SA108)。
(もっと読む)
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置

【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
射出成形システム
【課題】遮断バルブを開く時機の設定を簡素化し、成形材料の射出成形機への供給を過剰に行うことなく、生産性を向上させる射出成形システムを提供する。
【解決手段】射出成形システムには成形材料供給装置13、真空脱気装置14、射出成形機15が具備されている。成形材料供給装置13の第1のホッパ1及び第2のホッパ2には、真空計16及び真空計17が設けられている。また、真空計16及び真空計17で測定された真空度を比較する真空比較装置18が具備されている。真空比較装置18は、各々の真空度の差を比較し、真空度差が所定の値(圧力差によって遮断バルブ3が開となったときに少なくとも第2のホッパ2に衝撃が加えられることのない値)以下になったところで真空比較装置18は遮断バルブ3を開とする。
(もっと読む)
成形機システム
【課題】作動液を節約可能な成形機システムを提供する。
【解決手段】成形機システム1は、液圧装置130をそれぞれ有する複数のダイカストマシン3と、複数の液圧装置130に共用される集中タンク5とを有する。
(もっと読む)
射出装置
【課題】ホッパ内に貯留された射出成形用の原料樹脂を乾燥させる場合、従来では射出成形機とは別な独立した乾燥機を用いているため、設備全体が大型化する上にエネルギー効率が悪い。
【解決手段】射出成形機にて発生した熱を回収するための熱交換部51を持った熱回収手段15と、原料樹脂11を収容してこれを射出成形機の射出シリンダ部13へと供給するためのホッパ40とを有する本発明による射出装置は、一端側に熱交換部51が取り付けられると共に他端がホッパ40内に連通する熱風ダクト52と、熱交換部51にて回収された熱を熱風として熱風ダクト52からホッパ40内に導くための排気ファン53と、ホッパ40に形成された排気口56に連通する排気ダクト54とを熱回収手段15が具え、排気ファン53が排気ダクト54に組み込まれている。
(もっと読む)
射出成形機における加熱筒の排気装置
【課題】射出成形機の加熱筒において減圧雰囲気で成形原料を可塑化したときに水やタール状物が生成され難いガス排気装置を提供する。
【解決手段】減圧雰囲気で成形原料Mを可塑化し、加熱筒27内で発生した水分やガスを真空源35により吸引して大気へ放出するように構成した射出成形機10における加熱筒の排気装置であって、成形原料Mが供給される加熱筒の上部開口33の上方に設けられた原料落下路34の内表面に制御装置41により昇温制御される電気ヒータ22からなる加熱制御手段45を設ける。
(もっと読む)
射出成形機
【課題】ホッパー下部分Bの設定温度を好適温度に自動的に設定できるようにすること。
【解決手段】加熱シリンダ内に回転並びに前後進可能に配設されたスクリュを有するインラインスクリュ式の射出成形機において、加熱シリンダの基部を内蔵・保持すると共にその上部に加熱シリンダ内に原料樹脂を供給するホッパーを設置したヘッドストックにおけるホッパーの下側部分(ホッパー下部分)の設定温度を、ヘッドストック(ホッパー下部分)に最も近いバンドヒータによって加熱される加熱シリンダの部分領域の設定温度に応じて、自動的に設定する。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、フィードシリンダ内に滞留した樹脂を容易に且つ迅速に排出することのできる材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置において、フィードシリンダ16Aは、成形材料を送るフィードスクリュ16Aを内部に有し、成形材料が供給される供給口16Abと供給された成形材料を送出する送出口17とを有する。フィードシリンダ16A内の成形材料を排出するための排出孔16Acが、フィードシリンダ16Aの送出口17と供給口16Abとの間に設けられる。排出孔16Acを塞ぐための蓋部材52が設けられる。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、フィードシリンダから送出される樹脂の単位時間当たりの供給量を調整することのできる成形機の材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置10は、成形材料を送るフィードスクリュ20を内部に有し、供給された成形材料を送出する送出口17を有するフィードシリンダ16を有する。供給する成形材料の形状に基づいてフィードシリンダ16の送出口17の構造を変更することにより、フィードシリンダ16から供給する成形材料の供給量を調整する。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、メンテナンス作業を行う際に一人の作業者であっても容易にフィードシリンダからフィードスクリュを抜き取ることのできる成形機の材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置は、成形材料を送るフィードスクリュ20Aを内部に有するフィードシリンダ16Aと、フィードシリンダ16Aに取り付けられたフィードスクリュ駆動機構30とを有する。フィードスクリュ駆動機構30がフィードシリンダ16Aに取り付けられた状態で、フィードスクリュ20Aをフィードシリンダ16Bから抜き取ることができるように構成される。
(もっと読む)
射出成形装置及び射出成形方法
【課題】溶融された熱可塑性樹脂の滞留時間が変動しても射出される熱可塑性樹脂の粘度を一定の値に保つことができ、製品品質を一定に保つことができる射出成形装置を提供する。
【解決手段】熱可塑性樹脂1が供給される材料受け部2と、材料受け部2から熱可塑性樹脂1の供給を受けてこの熱可塑性樹脂1を加熱溶融し、金型6に向けて射出する射出手段3と、材料受け部2内の雰囲気を制御する雰囲気制御手段4とを具備する。前記雰囲気制御手段4が、熱可塑性樹脂1の種類と、熱可塑性樹脂1が射出手段3に供給されてから射出されるまでの滞留時間と、射出手段3での熱可塑性樹脂1の加熱条件とに基づいて、射出手段3から射出される熱可塑性樹脂1が所定の粘度となるように材料受け部2の雰囲気を調整するものである。
(もっと読む)
材料装入装置及び材料装入方法
【課題】シリンダ部材に供給される成形材料による目詰まりが発生するのを防止し、ペレットを除湿し、成形品の品質を向上させることができるようにする。
【解決手段】成形材料をシリンダ部材に供給するための供給口15に臨ませて配設され、成形材料を収容するための材料収容部と、駆動部と、回転自在に配設され、熱風を噴射するための複数の噴射穴を備え、前記駆動部を駆動することによって回転させられて成形材料を攪拌する目詰まり防止ユニット73と、空気を加熱し、熱風を前記目詰まり防止ユニット73に供給する加熱装置とを有する。シリンダ部材に供給される成形材料に向けて熱風が送られるとともに、成形材料が攪拌されるので、重なり合うペレットpt間の隙間に進入した水分を十分に除去することができる。攪拌に伴って、ペレットptの向きが常に変更され、熱風をペレットptの全体に当てることができる。
(もっと読む)
原料乾燥装置及び方法並びに射出成形システム
【課題】原料が再吸湿する恐れがなく、原料から発生するガスを除去可能で、しかも、既存の射出成形機をそのまま適用可能な射出成形機用の粒体原料乾燥装置及び粒体乾燥方法並びに射出成形システムを提供する。
【解決手段】射出成形機1の周囲の雰囲気よりも湿度の低い気体である乾燥エアを射出成形機1の原料供給口111からシリンダ11内に吹き込む乾燥エア発生装置21と、射出成形機1の樹脂射出量に応じて、原料供給口111からシリンダ11内へ投入する樹脂原料の量を制御し、シリンダ11内において溶融した樹脂と原料供給口111との間に乾燥エアの流路を確保する樹脂供給装置22及び制御盤24とを有する。
(もっと読む)
成形装置及び成形方法
【課題】成形材料によるブリッジの発生を低コストで回避し、安定的に成形材料を供給することができる成形装置及び成形方法を提供する。
【解決手段】材料供給機10と、樹脂材料1を成形する射出成形機30とを備えた射出成形装置Sであって、材料供給機10は、樹脂材料1を一時的に貯留するホッパ11と、ホッパ11とシリンダ31aとを連通するパイプ12と、樹脂材料1が貯留された材料乾燥機15とパイプ12とを連通する材料供給路18aと、材料供給路18aを遮断可能なシャッタ部16と、ホッパ11と連通されホッパ11内の気体を吸引可能なローダ13と、シャッタ部16およびローダ13の作動を制御するコントローラ40と、を備え、コントローラ40は、所定時間毎に、シャッタ部16によって材料供給路18aを遮断した状態で、ローダ13を作動させてパイプ12に溜まった樹脂材料1を気流と共にホッパ11側へ吸引する。
(もっと読む)
材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法
【課題】 材料の無駄がなく、材料の回収が容易な材料供給装置ならびにこの装置を用いた材料供給方法および材料回収方法を提供する。
【解決手段】 材料通路11を介して貫通穴10に連通する材料供給口14を有するとともに材料供給部12の外面に沿って移動可能なホッパー取付部材15を設け、材料供給口14にホッパー13を取付けた状態でホッパー取付部材15を移動させる。また材料供給部12の下端位置にホッパー取付部材15の材料供給口14を位置させ、材料供給口14にホッパー13を取付け、ホッパー取付部材15を移動させ材料供給口14を材料供給部12の下端位置に位置させて材料供給口14付近の材料23をホッパー13内に落下させて回収している。
(もっと読む)
プラスチックおよび複合材料の多色物品を成形するための色変化制御方法
多色成形物品において無秩序な色変化を与える方法。この方法は、着色剤の混合をほぼ防止する所定の順序および手法により、成形物品に関連した体積の非整数倍に関連した所定の比で、成形装置に個々の着色剤を供給する工程を含む。  (もっと読む)
(もっと読む)
射出成形機のホッパフランジ
【課題】ホッパフランジの温度を速やかに上昇安定させ、ホッパ下部の温度を上げることで可塑化能力の向上と、安定した樹脂の可塑化を実現する。
【解決手段】ホッパフランジ3の前段に棒状のヒータ1と、ホッパフランジ3の後段に冷却水配管2と、ホッパフランジ3の中央位置に熱電対8とを設置し、ホッパフランジ3の温度を制御できるようにし、その温度を70℃から130℃の範囲において制御する。
(もっと読む)
重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法
【課題】給湯炉からの出湯制御を精度良く行うことで、鋳造不良や給湯の無駄を防止することを可能とした重力鋳造法に於ける給湯炉からの出湯制御方法及びその装置、出湯制御方法により製造するタイヤ加硫用金型の製造方法を提供する。
【解決手段】給湯炉1からの出湯時に、傾倒制御装置8により給湯炉1を順次傾倒させてアルミ等の溶湯Wを出湯し、この時に前記樋2内の溶湯重量A及び供給ホッパ3内の溶湯重量Bを樋2の重量計9及び供給ホッパ3の重量計10または溶湯量の検出センサー11により測定する。そして、供給ホッパ内3の溶湯が所定重量Gに達する前に、予め求めた給湯計算値と前記重量計9,10で求めた重量(溶湯重量A+溶湯重量B)とを制御装置12により比較演算(減算)し、この計算値に基づき前記給湯炉1を傾倒制御装置8を介して所定の傾斜角度に傾倒作動させ、給湯炉1からの出湯を停止するように制御する。
(もっと読む)
樹脂乾燥方法
【課題】樹脂供給及び樹脂成形の生産性を向上させた樹脂乾燥方法を提供する。
【解決手段】射出成形機に樹脂成形に連動して樹脂を乾燥させ、前記射出成形機の樹脂成形に応じて乾燥樹脂を前記樹脂成形機に供給する樹脂乾燥方法であって、乾燥すべき前記樹脂を乾燥処理槽に入れる工程と、この乾燥処理槽を減圧させる工程と、前記乾燥処理槽内の前記樹脂を加熱する工程と、前記乾燥処理槽で乾燥した前記樹脂を前記射出成形機へ前記樹脂を供給する工程と、前記乾燥処理槽へ乾燥すべき前記樹脂を補給する工程とを含む構成である。
(もっと読む)
液状樹脂材料供給装置およびその制御方法
【課題】 液状樹脂材料の計量値の精度を向上させる。
【解決手段】 液状樹脂材料A,Bを送出する圧送ポンプ22と、圧送ポンプ22により送出された材料を蓄えるシリンダ24aと、ピストン24bを押し下げる押し下げ板27を上下方向に移動させる移動装置28と、圧送ポンプ22およびシリンダ24aの間に設けられた材料流入弁23の開閉を制御する流入弁制御部と、シリンダ24aおよび射出装置9の間に設けられた材料流出弁25の開閉を制御し、少なくとも材料を射出装置9に供給するときには材料流出弁25を開かせる流出弁制御部とを備える材料供給装置2であって、上記流出弁制御部は、射出装置9における材料の計量が終了することにより押し上げられる押し下げ板27が、この押し下げ板27の上昇限度位置まで上昇したときに開始される第1の所定時間が経過した後に、材料流出弁25を閉じさせる。
(もっと読む)
1 - 20 / 23
[ Back to top ]