
Fターム[4F206AR13]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 形状(←表面粗さ、光沢等) (180)
Fターム[4F206AR13]に分類される特許
141 - 160 / 180
ホットランナー式射出成形金型のマニホールド及びマニホールド用ヒータ

【課題】ホットランナー式射出成型用金型マニホールドの温度バランスを均一化する。
【解決手段】マニホールド10は、マニホールド10を所定の領域に区分けし、その領域A,B,C毎にヒータ30A,30B,30Cが設けられる。電力量調整器は、所定の箇所に設けられた温度センサの検出信号に基づいて、マニホールド10の全体の温度が均一になる様に各々のヒータ30への電力量を調整する。マニホールド10全体の温度差を小さく、ひいては温度を均一化することができる。
(もっと読む)
安全装置用パネルの成形装置とその成形方法

【課題】 安全装置用パネルの破断部に線状に、溶融樹脂の固化状態に合致するタイミングで切れ目を形成することができる。
【解決手段】移動物体が一定値以上の衝撃を感知して作動する安全装置用のケースを形成する樹脂パネル1を成形する第1金型5と、これに相対的に可動する第2金型6が閉じて樹脂を射出し成形後、第1金型5に対する相対移動可能で、樹脂パネル1の厚みを部分的に薄くする破断部2を形成する破断形成用駒7を第2金型6に設ける。破断形成用駒7は、複数に分割された分割破断形成用駒であって、各々独立した往復動作で樹脂パネル1側に有する複数の凸刃4が前進し破断部2を形成する。
(もっと読む)
レピア織機のための改良したレピアテープヘッド及びその実現のための方法
【課題】固定穴を設けレピアテープに直角に固定されるクレストを有する、改良したレピアテープヘッドを提供する。
【解決手段】クレストの固定は熱可塑性樹脂の接続要素(5)を使用し、クレストの一部を囲み且つレピアテープヘッドに沿って延びた穴(6a、6b)へ入る材料によって実現される。レピアテープとクレストで形成される組立体の端部は、レピアテープ(3)の表面と補剛クレスト(4)の重なっているブラケット延長部(7,8,9)の表面との間にグリッパ(1)の表面を束ね締着するように形作られている。レピアテープ(3)の下側部分では、連続的なあるいは局部的な(中断した)突出ブロックが、レピアテープヘッド(2)の支持機能を備え、レピアテープ(3)の下面から突出するグリッパの解決策と関連して、ヒ口の経路に沿い横方向経路に関してレピアテープヘッド(2)の最適な位置決めを保証する。
(もっと読む)
射出成形機の逆流防止装置
【課題】 摩擦リングや逆流防止リングが磨耗することを防止することができる射出成形機の逆流防止装置を提供する。
【解決手段】 射出成形機の逆流防止装置は、スクリュ5とスクリュ5の先端に設けられたスクリュヘッド1との間に移動可能に設けられた逆流防止リング4と、逆流防止リング4が当接する摩擦リング2とを有している。摩擦リング2の逆流防止リング4が当接する面には、表面粗さRaが0.05μm以下のダイヤモンド焼結体層7が形成されている。
(もっと読む)
車両用トリム部品及びその成形方法
【課題】 外観上の見栄えが良好なシール部やスペーサ部を効率的に形成する車両用トリム部品及びその成形方法を提供する。
【解決手段】 貫通孔27を芯材21の周縁近傍に配置する一方、前記表皮材23の外周縁を、芯材21の周縁を覆いながら芯材21よりも裏面側に突出するように折り返した折り返し部31に形成し、この状態で、前記芯材21及び表皮材23を金型65,63内に配置し、前記芯材21の貫通孔27から流出した溶融樹脂を、金型の内面73で支持された折り返し部31でせき止めて固化させることにより、前記シール部97を折り返し部31の内側に形成している。
(もっと読む)
射出成形機及び射出移送成形機
【課題】配合材料におけるゴムの流動性を選ぶ必要がなく、又射出成形機の最大射出圧力を最大限に生かしてゴムに最大射出発熱を生ぜしめ、且つゴムの滞留によるスコーチの発生を確実に防止して成形品の品質を向上し、更に生産性を最大限に向上し得る汎用性ある射出成形を可能とした射出成形機及び射出移送成形機の提供。
【解決手段】本発明は、金属ケース1に、射出ポット6と、該ポット6先端に設けられ射出ポット先端通路8Bを介して連結した射出ノズル9と、前記ポット内へ可塑化状態にある成形材料を側方から供給する投入口5とを形成するとともに、前記射出ポット6内に摺動可能にプランジャ7を配設した射出成形機及び射出移送成形機であって、前記射出ポット6本体部下端から前記射出ポット先端通路8B間をテーパー角度が10度以上45度以下となるよう構成したことにより前記課題を解決した。
(もっと読む)
インモ−ルドラベル成形容器
【課題】 汎用樹脂のポリプロピレン、ポリスチレンなどからなる成形容器のインモールドラベル成形において、使用するラベルが透明性があって内容物の変質原因である紫外線を遮断し、かつ酸素ガスに起因する酸化などの変質を防ぐことができるインモールドラベル容器の提供を課題とする。
【解決手段】 基材フィルム31に少なくとも透明な紫外線遮断層34、必要に応じて透明なガスバリア層及び成形容器の樹脂との熱接着樹脂層36積層されたインモールドラベルを容器の側部10a、底部10bに設ける。そして底面ラベル2の外径は底部10bの外径Bより大きく、側部10aの外径Aより小さく、底面ラベル2の周縁部2aは下方に降下して構成する。
(もっと読む)
樹脂成形体
【課題】 軽量でありながら高剛性の取付座を備え、しかも取付座に掛かる衝撃荷重を効果的に吸収し得る樹脂成形体を提供する。
【解決手段】 取付座7及び取付座外周近傍部19を除くパネル本体3の表面にスキン層23を形成するとともに、内部に多数の空隙を有する膨張層25を形成する。取付座7及び取付座外周近傍部19に膨張層25を有しないソリッド層27を形成する。取付座外周近傍部19を除くパネル本体3の板厚T1と取付座外周近傍部19のソリッド層27の板厚T2との関係を、T1=(1.7以上3.3以下)×T2に設定する。取付座7の中心Oからパネル本体3側基端の開口部15内周縁までの寸法L1と取付座7の中心Oから取付座外周近傍部19外縁までの寸法L2との関係を、L2=(1.4以上1.7以下)×L1に設定する。
(もっと読む)
射出成形回路部品とその製造方法
【課題】 隣り合う回路間での短絡を生じにくい射出成形回路部品と、その製造方法とを提供する。
【解決手段】 射出成形回路部品は、強化繊維の体積比率Vが0.05〜0.5で、かつ、強化繊維の平均繊維長w(μm)と、上記体積比率Vと、隣り合う回路間の距離L(μm)とが、式(1):
【数1】
を満足する樹脂組成物によって形成した一次成形品の表面に、回路を設けた。製造方法は、上記樹脂組成物を、射出成形して形成した一次成形品の表面に、二次成形部分をインサート成形して二色成形品を得、その表面に触媒を担持させた後、二次成形部分を除去して、一次成形品の表面の、触媒を担持させた領域に、化学めっきによって、選択的に、回路となる金属層を形成する。
(もっと読む)
射出成形部品中の充填剤の配向および/または充填剤の分布を均一にする方法
【課題】射出成形部品中の充填剤の配向および/または充填剤の分布を均一にし、または射出成形部品の強度を向上させる方法を提供する。
【解決手段】射出モールド内で生産され、成形コンパウンドを含むか又はそれから成る射出成形部品の充填剤入りのプラスチック材料を含むか又はそれから成る射出成形部品の中で、充填剤の配向および/または充填剤の分布を均一にする方法であって、射出モールドおよび成形コンパウンドが射出モールド内での射出成形中に音響を付与され、その周波数が充填剤−マトリックス系の最初の10個の固有周波数のスペクトルの範囲内にあるものとする。
(もっと読む)
意匠性に優れた被覆成形品の金型内被膜成形方法
【課題】 金型内被覆成形方法により、意匠性及びソフトタッチ感に優れた被覆成形品を提供する。
【解決手段】金型内で成形した樹脂成形品の表面と、金型の内表面との間に被膜形成塗料を注入した後、金型内において、被膜形成塗料を樹脂成形品の表面上で硬化させて、樹脂成形品の表面に被膜が密着した一体成形品を製造する際に、金型の内表面に、複数の直線状又は曲線状の突出部又は溝部を設け、樹脂成形品を被覆する被膜表面に、対応する直線状又は曲線状の突出部又は溝部を設ける。
(もっと読む)
曲がりくねった経路を一体に備えた容器カバー
【課題】医療用廃棄物処分容器用カバー及び医療用廃棄物処分容器用カバーの製造方法を提供する。
【解決手段】カバー10は、全体として、容器の開放端を実質的に閉鎖する形体を備えた本体部分12、及び一体に形成されたヒンジ54を介して本体部分にヒンジ止めで相互連結された蓋部分50を含む。ヒンジは、蓋部分と本体部分との間を延びる。本体部分は、アクセス開口部が貫通したカバー表面14、及びこのカバー表面から垂下した、前記アクセス開口部から延びる固定された曲がりくねった経路を提供する形体を備えた、少なくとも一つの固定された傾斜した第1スライド表面を含む。
(もっと読む)
シミュレーション方法、シミュレーション装置、プログラムおよび記憶媒体
【課題】薄肉成形品の収縮率、寸法、そり量を正確に予測することができるシミュレーション方法を提供する。
【解決手段】中央処理装置1は、薄肉成形品の三次元シェル要素でメッシュ分割された三次元シェル形状モデルを取得し、流動、保圧、冷却解析を行う(ステップS11〜S13)。そして、中央処理装置1は、流動、保圧、冷却解析によって得られた収縮開始時点の温度、圧力、せん断力を取得し、これらを初期値とし、板厚方向に多層に要素分割されているメッシュモデルを用いて樹脂の粘弾性率を考慮した熱収縮シミュレーションを行うことにより、前記薄肉成形品の各部の収縮率を予測する(ステップS14〜S17)。
(もっと読む)
自動車の構成要素用の盛上がったライニング、相応する構成要素、自動車並びに製造方法
【課題】
【解決手段】本発明は、発泡材7の層を被覆する面19と、支持フレーム構造3に形成された発泡材受け入れキャビティ9の壁11に対して膨張するとき、発泡材により平坦化される密封スカート部25とを備えるライニングに関する。被覆面19は、周縁の輪郭部21により画成され且つ、少なくとも部分的に、密封スカート部25によって上記輪郭部を越えて伸びている。上記ライニングは、発泡材7に向けた方向を向く内面28を有している。ライニング5の内面28は、少なくとも1つの隆起面27を有している。本発明のライニングは、例えば、自動車のダッシュボードに適用することができる。 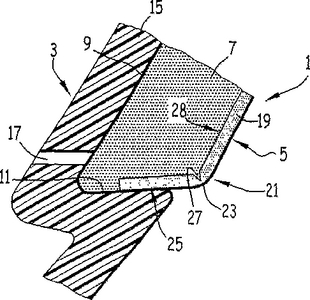 (もっと読む)
(もっと読む)
光ディスク基板の製造方法
【課題】本発明の目的は、高良品率で得ることができかつ信頼性の高い光ディスク基板の製造方法を提供することにある。
【解決手段】本発明は、ポリカーボネート樹脂を成形して、光ディスク基板を製造する方法であって、該ポリカーボネート樹脂が、粒径15μm以上である異物総個数が1個/40g以上、36個/40g以下であり、かつそのうち鉄または鉄含有異物が22個/40g以下であることを特徴とする光ディスク基板の製造方法である。
(もっと読む)
縦型射出成形機
【課題】 その上面側に固定側金型を取り付けた固定ダイプレートに対して、その下面側に可動側金型を取り付けた可動ダイプレートが上下動するタイプの縦型射出成形機において、金型交換の作業性を向上させること。
【解決手段】 その上面側に固定側金型を取り付けた固定ダイプレートに対して、その下面側に可動側金型を取り付けた可動ダイプレートが上下動する縦型射出成形機において、固定ダイプレートにマシンフレームとしての機能を担わせ、このマシンフレームの一部を兼ねる固定ダイプレートの上面を、面一にする。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】多数個取りが可能であり、汎用の型締装置が使用出来、複数のキャビティにおける可動金型部又は固定金型部のキャビティ形成面と、樹脂成形品と、の間の隙間へ導入する塗料の流動バランスを調節することが可能な型内被覆成形手段を提供すること。
【解決手段】固定金型部3と可動金型部4とで構成される金型10の提供による。この金型10には、固定金型部3及び可動金型部4によって、樹脂成形品の成形空間である複数のキャビティ5,6と、それら複数のキャビティ5,6の中へ溶融樹脂を射出するためのランナ7,8と、複数のキャビティ5,6の中へ被覆材を注入するための被覆材注入路と、が形成されている。金型10は、ランナ7,8が、複数のキャビティ5,6のそれぞれに接続されるとともに、被覆材注入路が、ランナ7,8に通じて設けられ、複数のキャビティ5,6に接続されたそれぞれのランナ7,8を形成する面のうち被覆材が流れる面に、複数の凹部が形成されているところに特徴がある。
(もっと読む)
高充填材入り射出成形用ポリアリールエーテルケトン
【課題】PBIの代わりに普通の安価な充填材を用いる、高温での最高の可能な寸法安定性を示しつつ、押出および射出成形機で加工できる範囲の加工溶融粘度をも示すPEEK複合材料の提供。
【解決手段】ポリアリールエーテルケトンマトリックスに2種類の充填材を含める。第一充填材は、高い強度および剛性を与える強化用繊維充填材である。第二充填材は、部分結晶性ポリアリールエーテルケトンポリマーの非晶質部分を不動化しそして耐高温撓み性を与える非熱可塑性不動化用充填材である。
(もっと読む)
鏡面駒の作製方法、光学素子の製造方法、光学素子
【課題】 光軸の偏心量の少ない、高精度の光学素子を製造することが可能な光学素子の製造技術を提供する。
【解決手段】 補正加工前の仮鏡面駒を用いて仮の光学素子の樹脂成形を行い(ステップ101)、光学素子の光軸のズレを実測し(ステップ102、ステップ103、ステップ104)、さらに、成形に用いた仮鏡面駒の光軸位置を実測し(ステップ105)、ステップ105で実測された仮鏡面駒の光軸位置を、ステップ104で実測された仮光学素子の光軸位置のズレを相殺する方向にズラすような補正データを生成して(ステップ106)、仮鏡面駒の修正加工を行い(ステップ107)、修正された鏡面駒を用いて製品となる光学素子の成形を行う(ステップ108)。
(もっと読む)
プラスチックレンズの製造方法
【課題】 高度な寸法精度を有し、かつ内部歪が十分に排除された大型のプラスチックレンズを取得することを目的とする。
【解決手段】 レンズ成形用金型のキャビティに溶融した合成樹脂材料を充填し、前記合成樹脂材料を冷却硬化することによってプラスチックレンズを射出成形する工程と、射出成形したプラスチックレンズをガラス転移点よりも5〜10℃低い温度でアニール処理する工程とからプラスチックレンズを製造する方法であって、所望形状のプラスチックレンズについて前記アニール処理をしたときに生じるレンズの形状変化を予め測定しておき、前記測定値に基づいて、前記アニール処理する工程を行った後に前記形状変化が相殺されて前記所望形状のプラスチックレンズとなるようにレンズ成形用金型を補正し、該補正したレンズ成形用金型を用いて射出成形したプラスチックレンズをアニール処理し、所望形状のプラスチックレンズを取得する。
(もっと読む)
141 - 160 / 180
[ Back to top ]