
Fターム[4F206AR13]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 形状(←表面粗さ、光沢等) (180)
Fターム[4F206AR13]に分類される特許
41 - 60 / 180
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
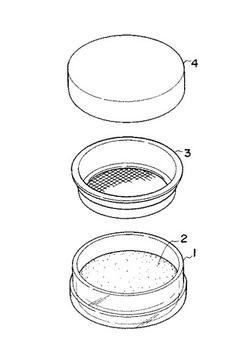
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
金型組立体、射出成形方法、及び、成形品

【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備え、極めて高い平滑性を有する成形品を成形するための金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14A, 14B、キャビティ13を備えた金型、並びに、(B)入れ子20A, 20Bを備えており、入れ子20A, 20Bは、(a)金属製ブロック31A, 31B、(b)厚さ0.03mm乃至1mmの金属下地層32A, 32B、及び、(c)金属下地層32A, 32B上に形成された、セラミックスから成る溶射皮膜33A, 33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値であり、溶射皮膜の表面には、10原子%乃至45原子%の水素原子を含有する炭素水素固形物から成る炭素水素固形物被膜が形成されている。
(もっと読む)
筐体用パネルおよびその製造方法と、この筐体用パネルを備えた電子機器
【課題】本発明は、金属板と樹脂等の2種類の複合部材からなる筐体用パネルにおいて、両部材の接合部における厚みを増加させることなく、両者を一体化する筐体用パネルを提供することを目的とする。
【解決手段】この発明に係る筐体用パネル4は、板状部の第1の領域に、第1の材料で成形された第1の部材6が、前記板状部の第2の領域に、第2の材料で成形された第2の部材7が、それぞれ隣接して配置されている部分を備えている。
また、第1の領域と第2の領域の境界面が、第1の部材は凹凸形状6a、6bを有し、第2の部材はこの凹凸形状6a、6bに接触する形状を有していることにより、両部材の位置関係が拘束されている。
(もっと読む)
モールド金型及びその製造方法
【課題】キャビティ凹部を形成する側面部の加工条件を底面部と変えることで離型性が向上したモールド金型を提供する。
【解決手段】金型母材に放電加工を含む加工工程を経て形成されたキャビティ凹部4のうち、少なくともキャビティ底面部5とこれを囲むキャビティ側面部6は面性状が異なり、該キャビティ側面部6の断面形状は周縁部が溝部6aに囲まれた上に凸となる逆クレーター部6bが連なる平滑面に形成されている。
(もっと読む)
成形品の変形形状の予測方法とその装置、変形形状の予測プログラムとその記憶媒体
【課題】実際の収縮率と予測値との間に生じる差異を抑制し、予測精度の高い変形形状の予測が可能となる成形品の変形形状の予測方法等を提供する。
【解決手段】成形品の変形形状の予測方法であって、
変形形状の予測を行う前の準備段階において、予測の対象とされる成形品形状と類似する特定の形態における形状データに基づいて算出された形状特徴と、実測収縮率とを関連づけた収縮率テーブルデータを算出する工程と、
前記予測の対象とされる成形品形状の形状データに基づいて形状特徴を算出し、これに対応する実測収縮率を前記準備段階の収縮率テーブルデータから読み込み、これらを元にして収縮歪データを算出する工程と、
前記算出された収縮歪データを用い、成形品の変形形状を予測する工程と、を有する構成とする。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器
【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
ネット成形光学物品およびその製造方法
ネット成形光学物品を製造することができる射出成形装置およびその利用方法が開示されている。樹脂の冷却プロファイルを制御することにより、縁部の波打ちによる形状偏差が低減される。本装置は、型穴の縁部に隣接して配置された少なくとも1つの熱制御素子を備えるよう構成されうる。可塑化された樹脂が型穴内に射出された後、型穴の縁部は、型穴の中央部に対して熱的に調節されうる。  (もっと読む)
(もっと読む)
成形機及び成形機用モータ
【課題】小型の成形機用モータ及び成形機用モータの取付板を含む射出ユニットが小型化された成形機を提供する。
【解決手段】成形機については、モータ取付板2の四隅部分に連結バー3の一端を挿入保持するための4個の連結バー挿入穴2aを形成すると共に、各連結バー挿入穴2aの両側部分に、射出用サーボモータ締結用のボルト18を貫通するためのボルト貫通孔2cを開設する。射出用サーボモータ10については、取付部12の四隅部分に、所定の間隔を隔ててそれぞれ2個ずつのネジ穴12aを開設する。
(もっと読む)
発泡成形用金型構造、発泡成形品の成形方法及び発泡成形品
【課題】発泡成形品におけるリブ、ボス、クリップステー、ツメ形状等の凸状部位の強度を向上させる。
【解決手段】固定型1と可動型3とを型合わせした状態において、キャビティ4に溶融樹脂を充填する。この状態においては、可動入れ子11は可動型3の型合わせ面3aから所定距離(L1)だけ奥まった位置に設定されており、その固定型1側の面はキャビティ面11aとして機能し、入れ子嵌合部10にまで溶融樹脂が充填される。そして、可動型3のみを所定距離(L1)だけ型開き方向(図中、矢印方向)へ後退させて、圧力を開放し溶融樹脂を発泡させることで、一部の強度を向上させた発泡成形品20が成形される。
(もっと読む)
2色成形品の成形方法および筐体部品
【課題】薄肉で肉厚の異なる2色成形品の成形方法を行なってもヒケや樹脂流れ等の成形不良を防止できる2色成形品の成形方法を提供する。
【解決手段】可動型と一次固定型とを型締めし、両型の間に形成されるキャビティに樹脂を注入することにより側壁5aを有する一次成形品5を成形し、一次成形後に一次固定型から型開きされた可動型を、二次固定型と対向する位置に移動させて型締めし、両型の間に形成される第二のキャビティに樹脂を注入することにより、一次成形品5上にその一次成形品5と一部重なる状態で二次成形品6を成形し両者を一体化させる2色成形品の成形方法であって、一次成形品5の上面に沿って延設されるとともに側壁5aから突出する二次成形品6を、一次成形品5上に重ねて成形される二次成形品6の厚みよりも厚い厚肉層6bで成形し、側壁5aの厚みの一部または全部に対して、厚肉層6bをオーバーラップさせることを特徴とする。
(もっと読む)
加飾表面を備えた加工品の製造方法
【課題】本発明の目的は、写真等の転写技術や特殊な塗料を必要とせず、フィルム等の貼り合わせを不要とした加飾表面を備えた加工品の製造方法を提供する。
【解決手段】本発明は、加飾表面を備えた加工品の製造方法であり、基材に絞を形成する絞付き基材の形成工程10と、絞付き基材の形成工程で形成された基材を脱脂する脱脂工程と20、脱脂工程の後で、第1の塗料を塗布する第1中塗り工程30と、第1中塗り工程の後で、半乾燥した状態で、第2の塗料を塗布する第2中塗り工程50と、第2中塗り工程の後で、乾燥させる乾燥工程60と、乾燥工程の後で、塗布面を研磨する研磨工程70と、研磨工程の後で、漆により仕上げ層を形成する仕上げ塗布工程80と、仕上げ塗布工程の後で、漆に紫外線を照射する工程90と、を備えた。
(もっと読む)
射出成形金型及び射出成形方法
【課題】異なる材料からなる第1部分及び第2部分を一体に有する樹脂成形品において、第1部分と第2部分との見切り線を明りょうにする。
【解決手段】第1部分(上面部2)を成形する第1成形面31のうち、第1部分と第2部分(正面部3)との境界部を成形する面に沿って、粗面31aを設ける。この粗面31aは、粗面31aから前記境界部と離反した領域に設けられた平滑面31bよりも、表面粗さが大きくなるように設定される。
(もっと読む)
結像素子の射出成形金型および結像素子の製造方法
【課題】
射出成形における成形サイクルタイムの短縮と、スプル詰まり現象の抑制に好適な金型とこれを用いた結像素子を得るための射出成形方法の提供。
【解決手段】
射出成形用ノズルからキャビティ内に溶融樹脂を注入する際に樹脂導入路となるスプルを形成するスプルブッシュを備え、前記スプルブッシュのキャビティ側の端面(D)は楕円形状の開口部を有し、かつ該楕円形状の長半径Daと短半径Dbの比Da/Dbが1.1≦Da/Db≦2.0であり、前記スプルの断面の最大短半径bmが2.5mm〜7.5mmである、結像素子の射出成形用金型。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型のコアバックにより前記縦壁部近傍の樹脂部が反縦壁部側に引き込まれることを抑制する抑制手段12,12pを講じた状態で、前記可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
樹脂成形方法および樹脂成形品および金型
【課題】充填材の配向性を向上させることができる樹脂成形方法および樹脂成形品および金型を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、樹脂流路90を形成し、樹脂流路90に邪魔部材221U、221Dを配置する型締め工程と、ノズルから、樹脂流路90に、母材と、母材に分散される異方性の充填材910と、を備える溶融樹脂91を注入し、溶融樹脂91の流れを邪魔部材221U、221Dが邪魔することにより、邪魔部材221U、221Dの上流側における溶融樹脂91の流速のばらつきを補正すると共に邪魔部材221U、221Dの下流側にウェルド部WLを形成し、ウェルド部WLの延在方向における充填材910の配向性を向上させる注入工程と、金型1を開き、樹脂成形品93を取り出す型開き工程と、を有する。
(もっと読む)
樹脂製品の精密加工装置と精密加工方法
【課題】射出成型の利点と切削加工の利点とを併せ持ち、生産性の高い、樹脂成型品の精密加工装置と精密加工方法を提供することを目的とする。
【解決手段】接離自在に合体され、当接面間に樹脂成型品12を射出成型するためのキャビティ16を有する固定金型18及び可動金型20と、固定金型18と樹脂通路22を通じて連結され、キャビティ16に樹脂24を射出する射出機26と、固定金型18から離脱し可動金型20に保持された樹脂成型品12に対して、切削工具30により切削加工を施して所定形状の製品に仕上げる切削装置32と、切削装置32により加工された製品を、可動金型20から排出する排出機構34とを備えている。
製品の仕上がり寸法精度と切削加工の加工精度と可動金型20の切削工具30に対する相対位置制御の精度と固定金型18及び可動金型20のキャビティ16の寸法精度とを整合させた。
(もっと読む)
パウダー成形用スクリュ
【課題】本発明は、フライト開始位置近傍のスクリュグランド外径部にシール部材を設けることにより、パウダー樹脂の漏洩及び押し戻しをし、品質の向上及びスクリュの安定回転をすることを目的とする。
【解決手段】本発明によるパウダー成形用スクリュは、スクリュグランド外径部(9)に形成された輪状溝(30)と、前記輪状溝(30)に設けられたシール部材(31)とを備え、前記シール部材(31)は、シリンダ内孔(6)のシリンダ内径部(6a)に接する構成である。
(もっと読む)
複合成形品の製造方法
【課題】成形サイクル時間の短縮が可能であり、安定的に良好な密着性を有する液晶性ポリマーと金属の複合成形品を提供する。
【解決手段】液晶性ポリマーと金属部品との複合成形品の製造方法であって、
(1)成形用金型が、成形機との連動性を制御するための主型と、温度制御のための加熱用回路と冷却用回路を有する液晶性ポリマーと金属部品とが接する部分を内部に包含する駒型に分割され、
(2)成形用金型の成形時に樹脂が流入して接する部分が十点平均粗さ(Rz)が0.5μm以下に表面処理され、駒型の容積を60cm3以下にし、駒型の主型に接する外周部が断熱処理された状態で主型に駒型が埋め込まれた成形用金型を用い、
(3)成形用金型内に金属部品を設置し、駒型の金型温度を特定範囲に加熱した状態で液晶性ポリマーを射出充填し、成形用金型内に液晶性ポリマーが充填完了した後、直ちに駒型の加熱用回路を遮断すると共に駒型の冷却用回路により7℃/秒以上の冷却速度で急速冷却する。
(もっと読む)
発泡樹脂製表皮付きパネル及びその成形方法
【課題】外観見栄えの向上した健全な発泡樹脂製表皮付きパネルを提供する。
【解決手段】基材3の表面に発泡樹脂からなる表皮5を一体に射出成形する。表皮成形時にキャビティ109′内に射出されて異なる方向に流れて合流する発泡樹脂の合流領域Eの表皮5の発泡倍率を、他の領域の発泡倍率よりも低く設定する。
(もっと読む)
靴および靴の製造方法
【課題】靴底を形成する際に、靴の内部を足の形状にフィットする立体形状に形成することができる靴および靴の製造方法を提供すること。
【解決手段】底部に中底4を有したアッパー体2に靴底3を設けた靴1であって、前記中底4に表裏貫通した孔、切り欠き、スリット等の連通部10を設け、前記靴底3を形成する成形素材の一部を前記連通部10を介して中底4の表面に導くことにより、当該中底4の表面に前記成形素材による膨出部11を形成する。また、靴底3を形成する成形素材は発泡性の樹脂または発泡性のゴムであり、膨出部11は土踏まずの位置に設けられている。
(もっと読む)
41 - 60 / 180
[ Back to top ]