
Fターム[4F206JF12]の内容
プラスチック等の射出成形 (77,100) | 成形材料の供給 (3,852) | シリンダーへの供給 (128)
Fターム[4F206JF12]の下位に属するFターム
スクリュー内の通路を介しての (8)
Fターム[4F206JF12]に分類される特許
1 - 20 / 120
射出成形機の材料供給装置
【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
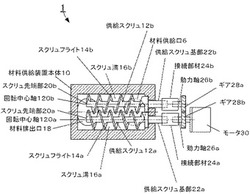
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
射出成形方法
【課題】ポリ乳酸系樹脂、ポリリン酸塩難燃剤、及びホスファゼンを直接、射出成形装置に供給した場合において、これらの材料を均一に混合することができる射出成形方法を提供する。
【解決手段】ペレット状のポリ乳酸系樹脂50と、粉状のポリリン酸塩難燃剤52とホスファゼン化合物54とを、シリンダー14と、供給部40、圧縮部42、計量部44とを有するスクリュー16を備えた射出成形装置10に直接供給し、供給部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物を砕いて混ぜながら圧縮部に送り出し、圧縮部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物とを溶融し、溶融物を形成し、計量部では、溶融物を計量し、溶融物を射出成形装置からに金型30内に射出する。スクリューは、フライト16Bと、フライトの下流側の側面に隣接し、フライトより低い段差16Cを有する。
(もっと読む)
材料供給装置及びシャッタ装置
【課題】粒状材料の供給通路の閉鎖を1回で行える材料供給装置等を提供すること。
【解決手段】本発明の材料供給装置は粒状材料の供給通路を開閉するように移動可能に設けられたシャッタ部材と、前記供給通路に対して前記シャッタ部材の移動方向で閉鎖側において前記供給通路と連通して形成され、前記シャッタ部材が進入する材料退避空間と、前記材料退避空間と前記供給通路との連通部において、前記粒状材料の前記材料退避空間への移動を妨げるように前記連通部を塞ぐ一方、前記粒状材料が押し付けられた場合に、その前記材料退避空間への移動を許容するよう弾性変形する弾性部材と、を備える。
(もっと読む)
射出装置
【課題】ペレット状の樹脂材料を供給する際に生じるブリッジ現象を防止し、あるいは発生したブリッジ現象を効率よく解消し、また射出部では重力に逆らった方向への溶融樹脂の射出をも可能とする。
【解決手段】ペレット状の樹脂材料が材料供給部40によって射出部10に供給され、射出部10において樹脂材料を溶融して金型30に射出する構成の射出装置であって、材料供給部40は、射出部10の内部に通じる筒状の供給路44と、この供給路に内蔵されたスクリュー50と、このスクリューをその軸線回りに回転させる駆動機構54とによって構成されている。この駆動機構54によってスクリュー50を供給路44内で回転させることにより、ペレット状の樹脂材料が射出部10の内部に供給される。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
樹脂成形品、及び樹脂成形品の製造方法
【課題】本発明は、透明性に優れ、しかもアウトガスの発生が少ない新規な樹脂成形品及び樹脂成形品の製造方法を提供することを目的とする。
【解決手段】素材Pとしてのポリプロピレン系樹脂組成物を、加熱筒2の上流側から間欠的に供給し、供給された素材Pを加熱筒2の軸心に沿って加熱筒2内に配されたスクリュー3を回転させることによって加熱筒2の上流側から下流側に順次輸送し、加熱筒2を加熱すると共に加熱筒2内を減圧することによって、素材Pからガス成分を遊離させつつ、ベント孔4を介して除去する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】樹脂成形品においてウェルドラインを目立たなくさせる。
【解決手段】樹脂成形品の製造方法は、着色材料と、着色材料よりも溶融時の粘度が低く且つ着色材料よりも光線透過率が高い光透過材料とを準備する準備工程と、着色材料及び光透過材料を溶融した状態で成形型に充填する充填工程と、充填した前記着色材料及び光透過材料とを固化させる固化工程とを含んでいる。樹脂成形品1は、着色材料で成形されたメタリック層3と、メタリック層3よりも表層側に設けられ、前記着色材料よりも光線透過率が高い光透過材料で、メタリック層3と同時に成形されたクリア層4とを備えている。
(もっと読む)
射出成形機用射出装置
【課題】低生産性、低効率、溶融材料の漏れ、溶融材料の流れの停滞およびそれによる分解といった従来の射出装置の問題点のうち少なくともいくつかを解決する。
【解決手段】射出成形機用射出装置が提供される。当該射出成形機用射出装置は、フランジと、シャットオフノズルと、充填シリンダと、上記フランジに接続される射出シリンダとを具備する。上記充填シリンダは、溶融材料を上記シャットオフノズルを介して上記射出シリンダに供給し、上記フランジの内部には、上記射出シリンダに相互接続する射出経路が設けられ、上記射出シリンダは当該射出経路を介して射出を行うことが可能である。上記充填シリンダの内部には、充填スクリューが設けられ、当該充填スクリューの前部には、上記シャットオフノズルの入口を塞ぐことが可能な充填シャットオフアセンブリが設けられる。上記射出シリンダには射出スクリューが設けられる。
(もっと読む)
射出成形機の材料供給方法及びその装置
【課題】短時間に多量の樹脂材料を低コストで供給でき、樹脂成形のサイクルタイムを短縮できる射出成形機の材料供給方法及びその装置を提供する。
【解決手段】本発明では、ホッパ3が2つに分岐し、2つの材料供給口31a,31bを有すると共に、材料供給部2が2つの供給部21a,21bを有し、この2つの供給部を交互に切り替えることで、射出成形機1のバレル11への材料供給が行われるようになっており、切替操作により、一方の供給部がバレルと連通し、これに材料供給を行っている間、他方の供給部には、ホッパの一方の材料供給口から樹脂材料が供給されるようになっている。また材料供給部2は、2つの供給部の外に2つのシャッタ部22a,22bも一体的に有しており、ホッパの一方の材料供給口から一方の供給部に樹脂材料が供給されるとき、ホッパの他方の材料供給口はシャッタ部により閉じられる。
(もっと読む)
射出成形機の材料供給装置のスクリュ
【課題】樹脂ペレットの供給スクリュとの共回りによる挟み込みの発生を抑制することが可能な射出成形機の材料供給装置に用いる供給スクリュを提供すること。
【解決手段】供給スクリュ50には、スクリュフライト51の外周部を切り欠いた領域60が設けられている。スクリュフライト前側壁面56とスクリュフライトの外周部を切り欠いた境界壁面58とで形成されるくさび状形状部は、供給スクリュ50が供給スクリュ回転方向44に回転することによって、くさび状形状部の前方にある樹脂ペレット30を、スクリュフライト前側壁面56とスクリュフライトの外径を切り欠いた境界壁面58との2側面方向に掻き分けて進むことができる。これによって、樹脂ペレット30の挟み込みを低減することができる。
(もっと読む)
射出装置
【課題】射出が長時間行われないとき、樹脂材料の熱変形を防止しつつ、生産性を高めることができる射出装置を提供する。
【解決手段】ホッパ17と加熱筒12との間に三方切替弁30を設け、上部の口31をホッパ17に向け、下部の口32を加熱筒12に向け、側部の口33から材料排出管34を延ばし、三方切替弁30と加熱筒12との間にガスを吹込むガス吹込みノズル64を置き、三方切替弁30と加熱筒12との間に所定の滞留条件で樹脂材料が滞留していると制御部71で判断したときに、ガス吹込みノズル64からガスを吹込み、このガスの作用により樹脂材料を排出することで、樹脂材料の熱変形を防ぐことができるようにした。
【効果】スクリューへガスを直接吹付けることができ、スクリュー周りの樹脂材料を効果的に排出させることができる。
(もっと読む)
非導通性金属光沢めっき膜を有する樹脂製品の製造方法、及び非導通性金属光沢めっき膜を有する樹脂製品
【課題】金属光沢を有しながら、非導通性の金属膜を形成した樹脂製品を安価に提供する。
【解決手段】めっき触媒核となる金属を含む触媒成分を加圧二酸化炭素に分散させた加圧流体を用いて、表面から深さ1μmまでの表層領域1cm3あたり、触媒成分を、触媒成分の金属換算で0.003〜0.05mg含有する樹脂成形体を作製し、触媒成分を含有する樹脂成形体を無電解めっき処理することにより非導通性金属光沢めっき膜を形成する。
(もっと読む)
樹脂供給量調節手段を有する射出成形機
【課題】スクリューの溝内の成形材料を検出するための特別の手段を必要とせず、さらには、樹脂材料の種類によらず、さらには計量回転速度の大小に影響されることなく、飢餓状態が一定の状態を保つように材料供給を行うことが可能な射出成形機を提供すること。
【解決手段】供給量指令値Fの初期値を設定し、射出・保圧工程を実行し、計量開始し(SA100〜SA103)、前サイクルにて計算した供給量指令値Fに基づいて樹脂を供給するが、最初の成形サイクルではステップSA100で設定した供給量指令値Fの初期値を用いる。計量開始時のスクリュー回転エンコーダ値C1を検出し記憶し、計量完了か否か判断し、計量完了の場合は、計量完了時のスクリュー回転エンコーダ値C2を検出し記憶し(SA104〜SA106)、計量中におけるスクリュー回転量ΔC(=C2−C1)を算出し、計量中におけるスクリュー回転量ΔCが目標値になるように、樹脂の供給量指令値Fを算出する(SA107,SA108)。
(もっと読む)
一体型溶融装置を備えた金型アセンブリ
射出成形機、材料供給機能付きの射出シリンダ及び射出成形機用の材料供給装置
【課題】ホッパを取り外す際、ホッパの位置変更によってホッパ内に残留している射出材料がこぼれ落ちることを防止し、しかも射出材料を噛み込むことを回避すること。
【解決手段】本発明の射出成形機は、射出シリンダ内と連通する供給通路を形成する通路形成部材と、前記通路形成部材に設けられ、ホッパから射出材料を前記供給通路に導入する導入通路が形成されたホッパ取付部と、前記通路形成部材に設けられ、前記供給通路内に導入された射出材料を前記射出シリンダ内へ送り出す送出手段と、前記射出シリンダに設けられ、前記通路形成部材の先端部が接続されて前記通路形成部材を支持する支持部と、を備え、前記支持部は、射出材料が前記供給通路内に供給可能な第1の位置と、供給されない第2の位置との間で前記通路形成部材を回転可能に支持することを特徴とする。
(もっと読む)
射出装置の加熱筒
【課題】ナットによる加熱筒と供給ブロックの連結による曲げの課題を、連結筒の供給口側と非供給口側の伸び量をバランスさせることによって解決した加熱筒である。
【解決手段】内部に射出スクリュが進退自在に挿入される円筒本体の後端部を、供給ブロックの開口と嵌合する外径の連結筒に形成する。連結筒の供給ブロックから突出する端部をねじ部に形成する。供給ブロック内の材料落下口に位置する部分を内部と連通した供給口に形成する。連結筒の供給口側と非供給口側の伸び量の差を減少する凹所を非供給口側の供給口対向部位の外側に凹設する。
(もっと読む)
接続部材
【課題】成形機に供給される粉粒体に成形機内のガスおよび/または熱気が接触することを防止できる、接続部材を提供すること。
【解決手段】
上端部が、材料を貯留するホッパ2に接続され、下端部が、成形機3に接続される接続部材において、上下方向に材料を通過させる通路と、通路内に吸気する多数の吸気部側貫通穴32と、吸気部側貫通穴32の下方に間隔を隔てて形成され、通路内から排気する2つの排気部側貫通穴33とを備え、吸気部側貫通穴32から吸気すると同時に排気部側貫通穴33から排気することにより、吸気部側貫通穴32から吸気されて通路内を下降する気流、および、通路の下端部において排気部側貫通穴33から排出される気流を形成する。そして、バレル6から通路へ流入したガス(材料に含まれていた水分や揮発成分)および/または熱気を、通路内を下降する気流により、その上昇を規制するとともに、排気部側貫通穴33から排出される気流により、通路から排気する。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】可塑化シリンダー101内の加熱原料から発生して当該可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内壁面に至ったガス成分の流れに沿うようにして機外雰囲気Y中の空気を、前記可塑化シリンダー101の原料供給口101aと原料フィーダー機構20の供給筒202との接続部分の内部空間Xに導き入れる外気取入れ連通路202aを設けて、両者の接続部分に形成される段差部Sによるガス成分の貯留状態を回避して吸引装置等を配置したガス排出経路におけるガス成分の流動性を良好に確保するように構成したものである。
(もっと読む)
ハングリー成形装置
【課題】ハングリー成形の本来の高い成形品質を確実に得ることを可能とする。
【解決手段】フィードシリンダー203の供給開口部203cから落下する原料の量を規制する原料供給規制手段を設けて、そのフィードシリンダー203の供給開口部203cから供給筒201の内部に落下する原料の量を適宜の量となるように調整し、原料の過多状態の発生のおそれを防止して供給筒201内における原料のカサ密度を好適状態に維持するように構成したものである。
(もっと読む)
1 - 20 / 120
[ Back to top ]