
Fターム[4F206JN11]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276)
Fターム[4F206JN11]の下位に属するFターム
複数回射出充填を行うもの (562)
操作条作を多段に変化させるもの (78)
充填通路での処理、操作 (323)
Fターム[4F206JN11]に分類される特許
201 - 220 / 313
射出延伸ブロー成形用のポリオレフィン組成物
【課題】耐衝撃性と光学特性に優れた容器を製造するための射出−延伸ブロー成形方法。
【解決手段】メタロセン触媒を用いて製造されたポリプロピレンとポリエチレンとから成るポリオレフィン組成物を用いる。
(もっと読む)
封止型電子機器及びその製造方法

【課題】 封止時の電子部品に対する可塑化溶融封止材の流動圧力や熱の影響を軽減し、電子部品へのダメージをなくし得るとともに量産性を可能にした封止型電子機器を提供する。
【解決手段】 導入通路16の空間16aに可塑化溶融封止材を充填するとともに収容部12内の空間12aには導入通路16から分岐開口17を通して可塑化溶融封止材を充填し固化することで、電子部品13をケース体11の収容部12内に封入する封止カバー18を形成するようにした。
(もっと読む)
遊技盤の成形方法及び成形金型

【課題】合成樹脂製の遊技盤の成形において、ウェルドの発生を防止すること。
【解決手段】キャビティ室35内に溶融状態の合成樹脂を射出し、未硬化の状態で釘用下穴ピン37をキャビティ室35内に突出させ、キャビティ室35内で合成樹脂(遊技盤1)が固化したら、釘用下穴ピン37を引き抜いた後に型開する。射出、充填時に釘用下穴ピン37がキャビティ室35に無いので、釘用下穴ピン37が原因となってウェルドが発生することはない。型開に先立って、遊技盤1を金型30で保持した状態で抜くので、釘用下穴ピン37を確実に遊技盤1から引き抜くことができる。
(もっと読む)
射出成形機の異常検出方法
【課題】本発明は、樹脂充填圧が異常に高くなった場合に、その異常を判断し、金型の損傷を未然に防ぐことこのできる射出成形機の異常検出方法を提供することを課題とする。
【解決手段】射出成形機は、型締力を検出するタイバーセンサ18を有する。タイバーセンサ18による型締力検出値を監視する。型締力検出値が所定の閾値以上となったときに、樹脂充填圧が異常であると判断する。型締力検出値の監視を、樹脂充填開始から保圧完了までの間で行うことが好ましい。記所定の閾値を、正常動作時における型締力検出値の最大値より大きい値、あるいは、型締力設定値から所定の値だけ大きな値に設定することもできる。
(もっと読む)
積層成形体の成形方法
【課題】積層成形体の成形方法であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、トップ層31の裏面にクッション層32を一体化したものを加熱軟化処理した後、成形上型50により真空成形するとともに、アシストモデル80をスペーサとして成形上下型50,60間に介装し、アシストモデル80を挟んで成形上下型50,60を型締めすることにより、表皮30は薄肉で、かつ均一厚みが確保された成形が可能となり、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避させることで製品表面の外観性能を高める。
(もっと読む)
低溶融流動指数の射出−延伸−ブロー成形用樹脂溶融流動樹脂。
【課題】1段階の射出−延伸−ブロー成形で小びん、特に医薬用バイアルの製造方法。
【解決手段】メルトインデックスが1〜3dg/分で、エチレン含有量がRCPの重量の2〜3.5重量%であるチーグラー‐ナッタ触媒系を用いて製造されたプロピレンとエチレンとのランダム共重合体(RCP)を用い、プレフォームの射出温度が少なくとも210℃にする。
(もっと読む)
積層成形体の成形方法並びに成形金型
【課題】積層成形体の成形方法並びに成形金型であって、ソフト感を良好に維持するとともに、シャープな外観形状を確保できる。
【解決手段】樹脂芯材20の表面に表皮30をモールドプレス成形工法、射出成形工法により一体化する際、表皮30は、トップ層31の裏面にクッション層32を一体化したものを加熱軟化処理した後、成形上型50により真空成形する際、成形下型60上に支柱83,84,86を介して支持されるアシストモデル80と成形上型50との間でプレス圧をかけて、薄肉状に均一厚みを確保できるように成形を行ない、溶融樹脂Mの供給時、熱的ダメージが表皮30に及ぶことを回避するとともに、表皮30を真空・プレス成形することで製品表面の外観性能を高める。
(もっと読む)
一段階射出−延伸−ブロー成形における延伸/ブロー条件
【課題】メルトインデックスが1.5〜3dg/分で、エチレン含有量がRCPの重量の6重量%以下であるプロピレンとエチレンとのランダム共重合体(RCP)と、必要に応じて用いられる核剤および/または清澄剤とを含む樹脂を用いて、1段階の射出−延伸−ブロー成形で容器を製造する方法。
【解決手段】プレフォームの射出温度Tinjは200〜270℃で、延伸およびブロー温度Tsbは15℃以下の非常に狭い範囲ΔT内に限定され、延伸/ブロー温度Tsbはプレフォームの射出温度Tinjを用いてTsb=105+0.27×(Tinj−200)で表わされる。
(もっと読む)
電動射出成形機の制御装置、電動射出成形機の圧力検出方法
【課題】樹脂圧力を検出する検出手段での検出値より慣性力の影響を精度高く除去し、かつ、高周波ノイズも除去して樹脂圧力を検出できるようにする。
【解決手段】スクリュ1を前後進させるモータ3のトルクをスクリュに伝達する伝達機構の伝達関数を低次遅れの伝達関数で特定して圧力補正部21に設定しておく。圧力補正部21は、エンコーダ8で検出したモータの回転角より求めたモータの回転角加速度と伝達関数よりスクリュの加速度を求める。該スクリュ加速度にロードセルが取り付けられた部材からスクリュまでの全質量を乗じて慣性力を求める。ロードセル検出力をこの慣性力で補正し、樹脂圧力の推定値を求める。ロードセル検出力をスクリュ加速度に基づいた慣性力で補正するから、より正確な樹脂圧力の推定値となる。又、低次遅れの伝達関数はローパスフィルタの形となるから、樹脂圧力の推定値から高周波ノイズが除去される。
(もっと読む)
流れ指数が低い射出−延伸−ブロー成形用樹脂
【課題】二段階の射出−延伸−ブロー成形で小びんを製造する方法。
【解決手段】メルトインデックスMI2が1〜3dg/分で、エチレン含有量が樹脂重量の2〜3.5重量%であるチーグラー−ナッタ触媒系を用いて製造されたプロピレンとエチレンとのランダム共重合体を用い、プレフォームの射出温度が少なくとも280℃である。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。一実施態様において、その方法は、複数の金型キャビティへ第1の材料の第1回ショットを同時に送出するステップと、(14a〜14i)、第1回ショットの送出のステップ中に対応するキャビティへ送出される材料の容積または流量を示す特性を、それぞれのキャビティについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティへ同時に送出するステップと、を提供する。 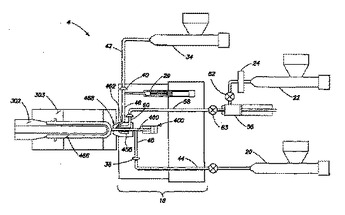 (もっと読む)
(もっと読む)
射出成形機の制御方法
【課題】本発明は、キャビティへの樹脂の充填速度が変動しても、キャビティ内で成形品の凹部を形成する部分及びその周囲部分に十分に樹脂を充填することのできる射出成形機の制御方法を提供することを課題とする。
【解決手段】金型装置50のキャビティ72内にコア圧縮部材73を突出させて成形品に薄肉部を形成する。金型装置50のキャビティ72へ溶融樹脂の充填を開始し、溶融樹脂の充填中にコア圧縮部材73の突出を開始する。溶融樹脂の充填とコア圧縮部材73の突出を同時に進行させ、コア圧縮部材73が所定の距離だけ突出した時点で、コア圧縮部材73の突出を停止する。
(もっと読む)
樹脂成形品の製造方法、及びローラの製造方法
【課題】硬度と弾性復元性とのバランスがよい現像ローラ等のローラ製造に適した、発泡体からなる樹脂成形品の製造方法等を提供する。
【解決手段】分子中に少なくとも1個のヒドロシリル化反応可能なアルケニル基を有する有機重合体を主成分とする発泡体からなる弾性層の表面に、厚さ0.01mm以上のスキン層が設けられた樹脂成形品の製造方法であって、前記有機重合体を主成分とする発泡させた樹脂原料を昇温可能な金型に接触させ、該金型からの伝熱により前記樹脂原料を表面から加熱して硬化させ、前記スキン層を10秒以内に形成させることを特徴とする。金型の昇温は、例えば誘導加熱により行う。本製造方法を利用した、芯体の外周に弾性層が設けられ、かつ該弾性層の表面にスキン層が設けられたローラの製造方法も提供される。
(もっと読む)
射出成形による成形体の製造方法
【課題】射出成形時の生産性を改善し、しかも、ポリプロピレンとオレフィン系エラストマーとを含むポリプロピレン系樹脂組成物が本来の力学特性を有する成形体の製造方法を提供する。
【解決手段】ポリプロピレン系樹脂樹脂混合物100重量部に対して、JIS K7112の密度勾配管法による密度が880〜920(kg/m3)の範囲、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリエチレン換算の数平均分子量(Mn)が500〜4,000の範囲、かつ下記式(I)で表される関係を満たすポリエチレンワックス0.01〜10重量部を添加した原料混合物を射出成形により製造する。B≦0.0075×K ・・・(I)(Bは、ゲルパーミエーションクロマトグラフィーによる上記ポリエチレンワックス中のポリエチレン換算の分子量が20,000以上となる成分の含有割合、Kは上記ポリエチレンワックスの140℃における溶融粘度。)
(もっと読む)
合成樹脂製バスタブの製造方法
【課題】簡単に効率よく合成樹脂単体のバスタブ製品を製造することができる合成樹脂製バスタブの製造方法を提供することである。
【解決手段】固定型21と可動型22で構成されキャビティー29を有する合成樹脂製バスタブを形成するための金型20と、射出シリンダー11を備えた射出装置10とを用いて合成樹脂製バスタブを製造する方法であり、シリンダー11内に合成樹脂を供給し、該合成樹脂をシリンダー11内に配置されたスクリュー12を回転させながら溶融させると同時に、溶融した合成樹脂をスクリュー12の回転によって金型20のキャビティー29内に連続的に流入させて充填を行う。
(もっと読む)
異種材料を一体化した栓
【課題】 異種材料を一体化した栓に関し、接合部分の接合強度が優れた栓を提供することにある。特に、高圧蒸気滅菌等で内容物の体積膨張が生じる医療用吸着器等において、容器の変形を緩和し、人体に悪影響を及ぼさず、更に煩雑な作業を無くすことを目的として、材質の異なる部材が一体化された栓を提供することにある。
【解決手段】 熱可塑性樹脂から成る第1の部材と熱可塑性エラストマーから成る第2の部材を界面で接合させ、一体化した栓。接合部分の接合強度が優れるとともに、接合部分に接着剤を使用しないため人体への悪影響がないので、医療用吸着器に好適に用いることが出来る。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法および成形体
【課題】立壁部を有する形状の成形体の成形において、薄肉射出充填が可能で高発泡倍率で軽量性に優れ、かつ成形体全体でボイドや凹みのない、剛性、表面平滑性に優れた、特に箱形状の発泡成形体を容易に得られる製造方法を提供すること。
【解決手段】熱可塑性樹脂と発泡剤からなる溶融混合物7を金型に射出して発泡成形体を製造する方法において、その一部を型開き方向および型開き方向以外の方向に摺動可能な構造を有する金型を用いて、該摺動部をキャビティクリアランスt0に調整した状態で金型内に溶融混合物7を2秒以内で射出充填したのちに、金型の一部を型開き方向および型開き方向以外の方向に後退させ、表面に片側の厚みが100μm以上、両側の厚みの合計がt0×0.8mm以下の非発泡層を形成させる。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維2と樹脂3とを組み合わせ繊維により強化された繊維強化樹脂から成形されてなる繊維強化樹脂成形品1の製造方法は、繊維と樹脂とを混練させる混練ステップと、該混練ステップの後に、繊維を延伸させる延伸ステップとを備え、延伸ステップは、成形型内において繊維を延伸させる延伸力Fを付与することにより行われることを特徴とする。また、繊維強化樹脂成形品の製造方法は、混練ステップの前に、繊維又は樹脂に発泡剤を含ませることを特徴とする。
(もっと読む)
プラスチック成形品のリサイクル方法
【課題】回収されたプラスチック成形品を該成形品と同一のものを成形するための成形材料としてリサイクルし、このリサイクルにより成形されたプラスチック成形品の強度や外観等を維持する。
【解決手段】使用済みコンテナの強度を落錘装置13及び割れ判定装置14により測定し、強度を保持している使用済みコンテナを選択して粉砕し、リサイクル樹脂を得ているので、リサイクルコンテナの強度を保持することができる。また、測定された強度に応じてリサイクル樹脂の投入比率の上限を設定することによっても、リサイクルコンテナの強度を保持している。更に、リサイクル樹脂のコア層及び未使用樹脂の表層を有するサンドイッチ構造のリサイクルコンテナを成形しているので、優れた外観のリサイクルコンテナを提供することができる。
(もっと読む)
光学部品の射出成形方法
【課題】所望の特性、形状を有するSWS型反射防止層を光入射面に備えた光学部品を確実に成形することを可能とする射出成形方法を提供する。
【解決手段】光学部品の射出成形方法は、第1の金型部10及び第2の金型部13から成る金型、並びに、高さ2.2×10-7(m)乃至6.0×10-7(m)、ピッチ1×10-7(m)乃至3×10-7(m)のSWS型反射防止層として機能する凹凸部が光入射面に設けられた透明な熱可塑性樹脂から成る光学部品の該光入射面を成形するために凸凹部が配された、ジルコニアセラミックスから成る入れ子20を備え、金型組立体を型締めしてキャビティ18を形成した後、キャビティ18内に溶融樹脂射出部19から透明な溶融熱可塑性樹脂を射出し、キャビティ18内の熱可塑性樹脂が冷却、固化した後、金型組立体を型開きし、光学部品を取り出す各工程から成る。
(もっと読む)
201 - 220 / 313
[ Back to top ]