
Fターム[4F206JN13]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 操作条作を多段に変化させるもの (78)
Fターム[4F206JN13]に分類される特許
1 - 20 / 78
三枚構造の射出成形金型、射出成形装置及び射出成形方法
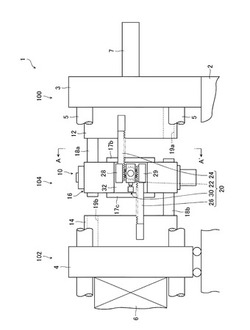
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出装置

【課題】簡単かつ安価な構成で高速工程での射出速度を速めることができる射出装置を提供すること。
【解決手段】射出装置には、アキュムレータの油圧による高速工程用シリンダ40の第2ロッド40fの移動を規制する連結状態と、該連結状態を解除して油圧によって第2ロッド40fを移動可能とする非連結状態とを取り得る連結機構Rが設けられている。この連結機構Rは、第2ロッド40fの軸Lと直角の関係にある第1回転軸G1を有し、かつ第2ロッド40fに回転可能に支持され、第1当接面52aを有する第1連結部材52を備える。また、連結機構Rは、第1当接面52aに面接触する第2当接面53aを有する第2連結部材53と、第2連結部材53を、第2回転軸G2を軸として回転させるモータM3と、を備える。
(もっと読む)
射出装置
【課題】低速工程、高速工程、及び増圧工程に特化した制御を実現することができる射出装置を提供すること。
【解決手段】射出装置11は、低速工程用シリンダ30と低速工程用モータM2を有する低速工程用ユニットU2を備える。また、射出装置11は、高速工程用シリンダ40とアキュムレータ46を有する高速工程用ユニットU3を備える。射出装置11は、増圧工程用シリンダ18と、増圧工程用シリンダ18を駆動させる作動用モータM1及び作動用シリンダ20を有する増圧工程用ユニットU1を備える。型部Kには、増圧工程用ユニットU1のロッド18cが機械的に連結されるとともに、増圧工程用ユニットU1には、低速工程用ユニットU2のロッド30cが機械的に連結され、さらに、低速工程用ユニットU2には高速工程用ユニットU3の第1ロッド40cが機械的に連結されている。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
成形機、及び射出制御方法
【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
成形条件の設定方法
【課題】充填速度および保圧の応答度合いの選択肢を広げることで応答特性を最適化できると共にその選択作業を容易にする成形条件の設定方法を提供する。
【解決手段】射出充填の開始から終了までを1以上の区間に分割し、各区間に対して射出充填の速度と射出充填の圧力のうちいずれか一方を設定することで、成形条件を1段以上の階段状に設定し、前記1以上の区間のうち少なくとも一つの区間について、当該区間に設定した射出充填の速度又は射出充填の圧力となるまで射出軸の駆動を制御するための応答区間を設定すると共に当該応答区間における成形条件を、曲り度合いが異なる2種類以上の関数から選択する。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
成形型
【課題】樹脂成形品の耐久性の低下が抑制された成形型を提供する。
【解決手段】樹脂成形品の外形を形作るキャビティ(30)、及び、溶融した樹脂(50)をキャビティ(30)に注入するためのゲート(40)を有する成形型であって、キャビティ(30)は、樹脂成形品の主要部の外形を形作る第1キャビティ(31)、及び、該第1キャビティ(31)とゲート(40)とを結ぶ第2キャビティ(32)を有し、第2キャビティ(32)は、複数の連結管(33)がジグザグに連結されて成り、連結管(33)の樹脂(50)の流動方向に垂直な断面積は、第1キャビティ(31)の断面積よりも小さくなっており、互いに連結する二つの連結管(33)の内、ゲート(40)側の連結管(33)の断面積は、第1キャビティ(31)側の連結管(33)の断面積よりも小さい。
(もっと読む)
射出成形機及び射出成形方法
【課題】シワ、ヒネリ、ジェッティングの成形不良の発生を防ぎ、容易かつ短時間に成形条件を設定する。
【解決手段】成形金型内に樹脂材料を充填するためのサーボモータと、サーボモータを制御することによって、射出速度を無段階に変化させ、かつ、樹脂材料が充填された成形金型内に加える保圧力が無段階に小さくなるように保圧力を変化させる制御部と、を備える。
(もっと読む)
発泡成形体の製造方法
【課題】発泡成形体の重量のばらつきが小さく、かつ、発泡均一性に優れる発泡成形体を提供する。
【解決手段】内部にスクリュを備える成形機のバレル内で前記スクリュ位置を変動させてバレル内の溶融状熱可塑性樹脂の量を所定量計量する計量工程と、前記スクリュを、前記計量工程で計量された射出ストロークの95%以上100%以下となるまで前進させ、前記計量工程で計量された溶融状熱可塑性樹脂を金型キャビティ内に充填する充填工程と、前記充填工程で前進させた前記スクリュの位置を、0.1秒以上2秒以下の間固定又は前進させるスクリュ固定工程と、前記金型キャビティの容積を拡大して充填された溶融情熱可塑性樹脂を発泡させる発泡工程と、を有する。
(もっと読む)
射出成形機及び射出成形機用制御回路
【課題】射出時におけるスクリュの加減速指令に対する応答性が良好で、高品質の薄物又は精密品を歩留まり良く成形可能な射出成形機及び射出成形機用制御回路を提供する。
【解決手段】射出制御用サーボアンプ26を介して射出用電動サーボモータ4を駆動する射出モータ駆動回路を備えた射出成形機において、前記射出制御用サーボアンプ26に、コントローラ11から出力される射出位置指令パターンxij0にスクリュ1の位置を追随させる射出速度指令vijと、コントローラ11から出力される加速度指令パターンaij0に所要の定数を乗算して得られるトルク加算値taを供給する。
(もっと読む)
LEDレンズの製造方法
【課題】
型内に略均一に樹脂を流入させウェルドの発生を防ぐことができるLEDレンズの製造方法を提供すること。
【解決手段】
LEDレンズ50の形状に対応する型空間内へ樹脂を充填する際に、射出開始時の射出速度よりも射出速度を遅くする工程を設けることにより、比較的肉厚のレンズ部60に対応する本体空間と比較的肉薄のレンズ外周部70に対応する外周部空間とにおける樹脂の充填速度の差が小さくなる。これにより、樹脂が本体空間に充填されるより先に外周部空間に過剰に回り込むのを抑制し、回り込んだ樹脂がレンズ部60側に逆流するかのように充填するのを防ぐことができる。そのため、型空間内に略一様な方向で略均一に樹脂が流入し、成形されたLEDレンズ50にウェルドが発生するのを防ぎ、LEDレンズ50の外観不良、光学特性の劣化、耐熱性の劣化を防ぐことができる。
(もっと読む)
金属調装飾部材の製造方法
【課題】ウエルドラインのない金属調装飾部材を安価に製造できる金属調装飾部材の製造方法を提供する。
【解決手段】金型に設けられたキャビティ部13が有する複数のゲート14から溶融成形材料20を圧入して、キャビティ部13に溶融成形材料20を充填するとき、複数のゲート14から圧入された溶融成形材料20の流動先端部Sa、Sb、Scが互いに合流する際に、互いに合流される溶融成形材料20が圧入される2つのゲート14の一方における溶融成形材料20の流動圧力が、他方における溶融成形材料20の流動圧力より小さくなるように、複数のゲート14からの溶融成形材料20の圧入をそれぞれ時間差で停止させる。
(もっと読む)
成形機、その成形機を用いたモールドモータの製造方法及びその製造方法によるモールドモータ
【課題】熱硬化性樹脂成形機では、副上金型で熱硬化性樹脂が直接接触・加圧されながら金型の内に充填するため、副上金型に直接接触している熱硬化性樹脂に流動が生じず、副上金型で形成される製品の一部の外観不具合やボイドの発生していた。
【解決手段】工程(a)は分割されたプランジャー9と分割された副上金型10が機械的に連結され、最終的にモールドモータを形成する形状とは異なった凹状の形態で、固定子巻線4と固定子鉄芯5が設置された金型の内に熱硬化性樹脂6を加圧・充填する前段階を示している。工程(b)は金型の内に熱硬化性樹脂を加圧・充填している工程を示しており、このとき、分割されたプランジャー9と分割された副上金型10が機械的に連結された部分は、最終的にモールドモータを形成する形状とは異なった凹状の形態で加圧・充填する段階を示している。
(もっと読む)
コア層のブレイクスルーを制御する多層ポリマー製品の成形方法
樹脂製窓の2色射出成形方法
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
表皮付き発泡樹脂成形品の成形方法及び成形装置
【課題】溶融発泡性樹脂の発泡により形成される発泡層を表皮層の裏側により均一に形成する。
【解決手段】キャビティ1の底部16aに表皮層51を設ける表皮層配置工程と、表皮層51の裏側に溶融発泡性樹脂3を射出して、溶融発泡性樹脂3をキャビティ1内に充填する充填工程と、成形型2を表皮層51の表裏方向にコアバックすることで溶融発泡性樹脂3を発泡させるとともに表皮層51と一体となるように硬化させて表皮付き発泡樹脂成形品を形成する成形工程と、少なくとも成形工程中に、キャビティ1の底部16aに配置された表皮層51を囲む成形型2の壁部16bと表皮層51の外縁部51aの裏側に配置された溶融発泡性樹脂3との間の圧力を表皮層51の中央部51bの裏側に配置された溶融発泡性樹脂3内の圧力よりも低くなるように減圧する減圧工程とを実施する。
(もっと読む)
ガスカウンタープレッシャー成形方法、並びにその装置
【課題】 ガスカウンタープレッシャー成形の際に、金型キャビティ内でガス圧力が上昇する部分が複数箇所発生して問題となるような状況下においても対応できる成形方法とそれに適した装置を提供する。
【解決手段】 本発明によるガスカウンタープレッシャー成形装置は、開閉可能なガス排気手段を金型キャビティ内の複数箇所に備えて、射出成形装置のスクリュの位置に応じて、該複数箇所に設けたガス排気手段の開閉状態を、それぞれ個別に制御できる構成とした。従って、樹脂の充填時において、金型キャビティ内でガス圧力が上昇する部分が複数箇所発生して問題となるような状況下においても、スクリュ位置で、該複数箇所に設けたガス排気手段の開閉状態を、それぞれ個別に制御することにより、簡単に対応できる。
(もっと読む)
射出制御装置
【課題】射出制御装置において、簡単な構成により、種々の樹脂材料や成形品形状に対して柔軟に対応して射出成形でき、速度制御から圧力制御への切替位置精度を向上でき、ショットボリュームのばらつきを低減できるものとする。
【解決手段】本装置1の制御対象装置は、溶融した樹脂を貯留するシリンダ21と、シリンダ21内で前後移動して樹脂の貯留および射出をするプランジャ22と、プランジャ22を駆動する駆動装置24とを備え、シリンダ21内に樹脂を貯留する計量工程と、樹脂を金型Mに射出する射出工程と、樹脂の圧力を保つ保圧工程とを含む1サイクルによって射出成形を行う射出成形装置2であり、本装置1は、1サイクルを任意の複数の工程に分割した各工程毎にフィードバック制御またはオープン制御のいずれかを選択して設定するための選択操作部10を備え、種々の樹脂材料や成形品形状に対応して制御方式を設定して射出成形することができる。
(もっと読む)
1 - 20 / 78
[ Back to top ]