
Fターム[4F206JN17]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 射出充填 (1,276) | 充填通路での処理、操作 (323) | ゲートシール (20)
Fターム[4F206JN17]に分類される特許
1 - 20 / 20
電子部品実装部品
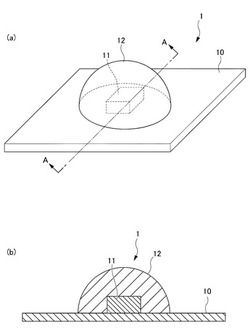
【課題】樹脂封止された電子部品の生産性を高めるために熱可塑性樹脂を使用しつつ、且つ熱可塑性樹脂を使用することにより生じる、封止樹脂の固化収縮による問題を抑制する。
【解決手段】樹脂封止の材料として、発泡熱可塑性樹脂を使用し、且つ封止樹脂部の基板に垂直な断面の外周形状が円弧状になるように設計する。上記円弧状は、略真円の円弧状であることが好ましい。また、封止樹脂部の表面は、略真球面であることが好ましい。そして、発泡熱可塑性樹脂は、低融点且つ高流動のポリブチレンテレフタレート樹脂を主成分とすることが好ましい。
(もっと読む)
トーピード

【課題】ペレットの可塑化の効率をより向上させることができつつ、ブレードを簡便に加工できるトーピードを提供すること。
【解決手段】トーピード1は、ノズルケース2の内部30に組み付けたとき、この内部30の内面に対して空隙Fが生じるように外面にブレード14が形成された略円柱状の本体10と、この本体10の先端から軸方向に進退可能なニードルピン20とを備え、この空隙Fに送り込まれたペレットPが溶かされて成る溶融樹脂Mが所定の圧力を超えると、ノズルケース2に組み付けられる金型3のキャビティ40に連通するゲート42をニードルピン20が開放する構造となっている。ブレード14は、本体10の軸方向に沿うように、本体10の周方向に均等を成すように、且つ、その軸方向の途中位置を境に本体10の周方向において互い違いを成すように複数形成されている。
(もっと読む)
射出発泡成形方法
【課題】製品形状の異なる複数のキャビティを有する金型を1つの射出ユニットで時間差を設けて発泡性溶融樹脂を順次射出充填して、金型を開くことによって充填した発泡性溶融樹脂を発泡膨張させて、1回の成形動作で所定の発泡倍率、製品重量及び形状の安定した複数の発泡製品を同時に成形することができる射出発泡成形方法を提供すること。
【解決手段】各キャビティは独立駆動の樹脂流路の切り替え手段を有し、先ず第1製品キャビティ容積に相当する樹脂量を計量して第1製品キャビティ内へ発泡性溶融樹脂を射出充填する。射出充填の完了後に金型を拡張して溶融樹脂を発泡膨張させるとともに、次いで第2製品キャビティ容積に相当する樹脂量を計量し、第2製品キャビティ内へ発泡性溶融樹脂を射出充填する。樹脂を各キャビティに充填するに際して、切り替え手段を操作してキャビティを選択する。
(もっと読む)
ランナーレス金型
【課題】成形品の形状が限定されないように、凹所を備える固定型やこの凹所に勘合する圧縮コアについて、その形状や構造を工夫すること。
【解決手段】ランナーレス金型は、固定型(1)と可動型(2)との対向面間に複数個のキャビティー(18)を形成し、
前記固定型(1)内の複数個のキャビティー(18)の中央にホットノズル(10)を具備し、前記ホットノズルの外側には所要深さの凹所(11b)が形成されたランナー形成部(11)を設け、このランナー形成部の凹所(11b)には、これに嵌合する進退自在のコア(12)を設けると共に、前記ランナー形成部(11)の凹所(11b)の外周端縁には、前記複数個のキャビティー(18)につながるゲート(13)を形成し、
前記可動型(2)の中央には、前記コア(12)を押圧する進退自在の押し出しロッド(21)を具備することである。
(もっと読む)
射出成形機
【課題】ゲートの開度を調整可能な射出成形機を安価で提供することを目的とする。
【解決手段】樹脂供給口17を複数個形成してなる金型14、15と射出装置100から射出される合成樹脂を各樹脂供給口17に供給させる分岐路19と各分岐路19に設けられるゲート25を個別に開閉する複数個の開閉装置20とを備え、開閉装置20は、開閉ピン22とピストンロッド27を2つの位置の間にて往復駆動させるシリンダ装置23とピストンロッド27の変位を受けて開閉ピン22を開位置と閉位置との間にて移動させる開閉ピン駆動装置24から構成され、ピストンロッド27を2つの位置間の中間位置にて停止させるストッパ部材42とこの位置を変更する位置変更装置によって各ゲート25の開度を調整可能とすると共に、開閉ピン駆動装置24によりピストンロッド27の運動をより小さな運動量に変換しつつ開閉ピン22に伝達する。
(もっと読む)
結像素子の射出成形金型および結像素子の製造方法
【課題】
射出成形における成形サイクルタイムの短縮と、スプル詰まり現象の抑制に好適な金型とこれを用いた結像素子を得るための射出成形方法の提供。
【解決手段】
射出成形用ノズルからキャビティ内に溶融樹脂を注入する際に樹脂導入路となるスプルを形成するスプルブッシュを備え、前記スプルブッシュのキャビティ側の端面(D)は楕円形状の開口部を有し、かつ該楕円形状の長半径Daと短半径Dbの比Da/Dbが1.1≦Da/Db≦2.0であり、前記スプルの断面の最大短半径bmが2.5mm〜7.5mmである、結像素子の射出成形用金型。
(もっと読む)
プラスチック成形品の製造方法、プラスチック成形装置及びプラスチック成形品
【課題】 本発明は、樹脂供給通路の閉止のための駆動装置等複雑な装置を用いず、確実に樹脂流入口を閉止し、かつ成形品内の歪みの発生を防ぎ、転写面を高精度に転写することができる。
【解決手段】 本発明のプラスチック成形装置は、樹脂供給通路を構成する射出成形金型における樹脂供給通路用入子の一部を移動させる移動手段を有し、キャビティ内及び樹脂供給通路内に樹脂を充填した後、樹脂供給通路内の充填樹脂内であってキャビティと、樹脂供給通路の一部に設けられ、樹脂供給通路内で移動可能な可動部材との間に挿入するように、樹脂供給通路用入子を移動手段によって移動させて樹脂供給通路内の充填樹脂の容積を減少させ、可動部材をキャビティ側と反対側の開口部に押圧させて樹脂供給通路を閉止する。
(もっと読む)
射出成形方法および射出成形型
【課題】ホットランナー構造を有する射出成形型において、成形生産開始当初の1ショット目の成形不良を良品にするための射出成形方法および射出成形型を提供する。
【解決手段】射出成形型において、固定型1のホットランナーの樹脂流入口6に逆流防止弁7を設け、ホットランナーの樹脂流出口8にバルブゲート9又は逆流防止弁を設け、射出成形生産の終了で樹脂押出機を射出成形型より分離させる前に、固定型1のホットランナー樹脂流入口6をすべて閉じた後、樹脂流入口6のすべてを逆流防止弁7により閉じ、樹脂押出機によりホットランナー内の樹脂圧力を40Mpa〜80Mpaに保圧し、樹脂押出機を射出成形型より分離し射出成形型を冷却することによりホットランナー内を減圧し、ホットランナー内に残存する仕掛かり樹脂の体積収縮を縮小し、ホットランナー内に発生するスキマを少なくするようにした。
(もっと読む)
射出発泡成形用金型および該金型を用いた射出発泡成形体の製造方法
【課題】 高発泡倍率で軽量性に優れ、かつ外観美麗な射出発泡成形体が容易に得られる金型および該射出発泡成形体の製造方法を提供すること。
【解決手段】 固定型と前進および後退可能な可動型とから構成され、前記固定型と前記可動型の摺動面にガス注入口を備え、該ガス注入口の外側にシール部を備えた射出発泡成形用金型であって、発泡樹脂原料を射出する前に固定型と可動型から構成される成形空間内を発泡樹脂原料のフローフロントで発泡が起きない圧力P1で加圧する際に、成形空間内の圧力P1がこの時のガス供給装置とガス注入口を接続しているガス供給路の圧力P2の5〜70%であり、かつ加圧開始から成形空間内の圧力P1に到達するまでの時間が3秒以下となることを特徴とする射出発泡成形用金型。
(もっと読む)
射出成形装置
【課題】射出成形装置の剛性を高めることができ、金型及び金型を支持する部材の撓みを抑制することができる射出成形方法及び射出成形装置を提供する。
【解決手段】型締装置8の油圧シリンダ40は、下側プラテン4の下面に接触して下側プラテン4及び移動型16を支持する接触面42を有する。接触面42は、金型2の平面視で、キャビティ10が形成される部分と重なるように配置される。したがって、樹脂材料をキャビティ10に射出する際に、最も撓みやすい部分を、油圧シリンダ40によって支持することができるので、金型2および下側プラテン4の撓みを抑制することができ、射出成形装置本体1の剛性を高めることができる。また、樹脂注入口18からエジェクタピン46を挿通して、金型2から成形品を取り出すので、エジェクタ機構に干渉することなく油圧シリンダ40を配置することができる。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】一層目の樹脂成形品、二層目の樹脂成形品をそれぞれ順次積層成形してなる積層成形品の成形方法並びに成形装置において、成形装置の構造を簡素化して、コストダウンを図るとともに、樹脂漏れをなくし、成形性を高める。
【解決手段】可動側金型50と固定側金型60との型クリアランスを狭めた型締め状態で、かつ可動側金型50に設けたゲート開閉用入子80で二層目のゲート64を遮断したまま第1のキャビティC1内に第1の射出機70から溶融樹脂M1を射出充填して樹脂芯材21を成形する。次いで、可動側金型50を型開方向に後退動作させるとともに、ゲート開閉用入子80を後退させて二層目のゲート64を開放し、第2の射出機71から溶融樹脂M2を樹脂芯材21と可動側金型50の型面との間の第2のキャビティC2内に射出充填することで、樹脂芯材21表面に表皮22を積層一体化する。
(もっと読む)
適合しない構成要素を接合するシステム及び方法
適合しない構成要素(例えば冶金学的に溶接適合性ではないノズル先端3及びシール8)を固定/取り付けすることができる、改良型ノズル1装置及び製造方法が提供される。例えば、この装置及び方法は、シール8を、ノズル先端3の第1の部分と保持リング30との間に固定することを含み得る。保持リング30は、ノズル先端3と溶接適合性がある材料を含み、ノズル先端3に溶接することができる一方で、シール8はノズル先端3と溶接適合性がない場合がある。その結果、ノズル先端3及びシール8の材料は、それらの適合性に実質的に関係なく選択することができる。  (もっと読む)
(もっと読む)
ライナー射出成形装置および方法
【課題】キャップシェルの天板部内面のライナーを形状の異常を生じさせることなく、またその素材である合成樹脂材料を垂れ落とすことなく効率的に成形する。
【解決手段】キャップシェル1の内部に挿入されるコア金型6が、ライナー4の外周部側を形成する周辺部材8とライナー4の内周部側を成形する中央部材9とを有し、中央部材9の外周先端部であって前記周辺部材8の内周面に摺接する箇所に開口するゲート部19が中央部材9に設けられ、コア金型6をキャップシェル1の天板部内面に当接した射出形成状態ではゲート部19が周辺部材8の内周面から外れて開口し、その射出成形状態からコア金型6を引き上げる過程で周辺部材8と中央部材9とが相対的に移動してゲート部19が周辺部材8の内周面によって摺り切るようにして閉じられる。
(もっと読む)
サンドイッチ成形品の射出成形金型および成形方法
【課題】異形製品形状にも柔軟に対応可能で、表層部が安定して形成可能なサンドイッチ成形品の射出成形金型および成形方法を実現する。
【解決手段】金型2には、キャビティ1側終端部に第1ゲート10を設けた、第1樹脂注入口6と連通する第1樹脂通路7を形成すると共に、キャビティ側終端部に第1ゲート10の中央部に連通する第2ゲ−ト11を設けた、第2樹脂注入口8と連通する第2樹脂通路9を形成し、前記第2ゲート11の直前の第2樹脂通路9に、ゲートシャツトバルブ13により開閉可能なバルブゲート12を設けた。
(もっと読む)
金型、当該金型を有する射出成形装置、封止機構
【課題】熱可塑性樹脂の成形時に成形品の表面の任意の個所を改質する金型、射出成形装置及び封止機構を提供する。
【解決手段】固定金型と、前記固定金型とともにキャビティを形成する可動金型とを有し、前記可動金型は、前記キャビティと熱可塑性樹脂を前記キャビティに導入するゲートとを連通及び遮断するゲート形成部材を内蔵し、前記ゲート形成部材は、前記ゲート形成部材と一体で駆動するゲートシールの位置決め部材を有する射出成形用の金型において、前記ゲート形成部材は、前記可動金型に対して独立駆動でき、かつ、前記ゲートシールの位置決め部材により、前記ゲート形成部材の前記固定金型に対する相対距離をキャビティの開き量に拘わらず一定に維持することを特徴とする金型を提供する。
(もっと読む)
射出成形金型及び射出成形方法
【課題】 ゲートカットさらにはカット後の保圧工程等をスムースに行えるようにする。
【解決手段】 固定型1の固定側分割面と可動型2の可動側分割面との間に形成されたキャビティに、ゲート36を介してランナー等と称する材料通路35を接続する。ゲート36を材料通路35側の外側に設けたゲート内側部36Aとキャビティ3側の内側に設けたゲート外側部36Bとに分割する。ゲート外側部36Bに対して外周面22Aに連続して配置されるゲート内側部36Aとゲート36の成形部切断手段を形成する開口縁36Cと封止手段を形成する開口縁36C脇の外周面22Aを選択的に設ける。ゲート内側部36Aとゲート外側部36Bを接続して成形材料のキャビティ3への充填を行う。次にゲート外側部36Bに連続する前記成形部切断手段によってゲート36の成形部を切断する。さらにこの後に成形部切断手段に連続する前記封止手段によってゲート外側部36B及びキャビティ3を封止する。
(もっと読む)
樹脂プーリ用射出成形金型および射出成形方法
【課題】 本発明は、射出成形による樹脂プーリの強度および寸法精度を向上させ、かつ後加工となるゲート仕上げなしで樹脂プーリを得ることのできる射出成形用金型およびこれを用いた射出成形方法を提供するものである。
【解決手段】中央部に貫通孔を有する円筒状のインサート金具が埋設された樹脂プーリを成形するための射出成形金型であって、前記インサート金具5の外周部に樹脂が通過するリングゲート17を有し、かつこのリングゲートを遮断するためのゲートカットスリーブ18を有することを特徴とし、また、かかる射出成形金型を用いたプーリの射出成形方法において、射出された樹脂がプーリ成形キャビティ21に充填された後、ゲートカットスリーブ18にてリングゲート17を遮断することにより、キャビティに充填された樹脂とスプルーおよびランナー部の樹脂とを分離することを特徴とする。
(もっと読む)
射出成形機およびその射出成形方法
【課題】 ウエルドの発生を抑えるとともに、フラッシュ(銀条)の発生がなく、コールドフローもない、さらに、成形品が複雑形状であっても高品質な成形品が可能な射出成形機およびその射出成形方法を提供する。
【解決手段】 金型2,3の樹脂充填室に射出充填する場合、ホットランナーバルブゲートによりディレード射出成形を行う射出成形機において、前記金型2,3内のホットランナー33に溶融樹脂の流通を遮断または開口する複数のバルブ34と、前記バルブ34の後流かつ樹脂充填室内のゲートを含む金型2,3内に設けられた複数のセンサ38を、バルブ34とセンサ38とが一対で備えたことを特徴とする射出成形機である。
(もっと読む)
バルブノズル
【目的】射出溶融樹脂の温度をより厳密に制御することで射出樹脂の物性変化を抑制することのできるバルブノズルを提供する。
【構成】バルブノズル本体の内部空間乃至は後方空間には、冷媒通路が設けられているトーピードと、ヘッド部分と該ヘッド部分から連続して形成されると共に前記トーピードの内部空間に樹脂流路となる間隙を外周面に設けて配設される軸部と該軸部の後端に接続されて樹脂流路内で樹脂の受圧面となるテーパー面を有する後端部とを有して成るピストンと、前記ピストンの後端部をゲート方向に付勢するコイルバネを組込構成して成るゲート開閉機構が配設されており、樹脂の圧力が一定値以下である時にはピストンがコイルバネによりゲート方向に付勢されて樹脂流路が閉となり、樹脂の圧力が一定値以上になるとコイルバネの付勢力に打ち勝ってピストンのヘッド部分がノズルヘッドのゲートから後退してゲートを解放する構成である。
(もっと読む)
ホットランナー金型
【課題】加熱されたノズルの熱が冷めるのを待つことなく金型からのノズルの取り外しを不都合なく行えるホットランナー金型を提供すること。
【解決手段】固定型10又はゲートパッドに形成される凹部20内に組み込まれたノズル40からキャビティ12内に溶融樹脂が射出されるホットランナー金型50において、前記凹部20はノズル40の径より拡径された径を有する第1の凹部21と、該第1の凹部21の底部に連通する第2の凹部22とからなり、前記第1の凹部21の底部周りには付勢手段34により付勢される環状スリーブ30が形成され、前記ノズル40を前記凹部20に組み込むことによりノズル40の外周の一部が前記環状スリーブ30の外側面に当接し、平面状の面接触によりシール構造35が形成されるホットランナー金型50。
(もっと読む)
1 - 20 / 20
[ Back to top ]