
Fターム[4F206JN32]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 型開閉、型締 (620) | 型閉じ、型締 (253)
Fターム[4F206JN32]の下位に属するFターム
操作条件を多段に変化させるもの (137)
Fターム[4F206JN32]に分類される特許
1 - 20 / 116
射出成形機の型締力設定方法および型締力設定装置
【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
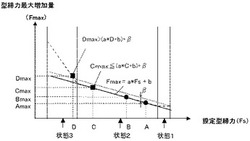
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
射出成形機のノズル前後進用モータの制御装置

【課題】型閉じ工程における金型タッチ位置までの工程と金型タッチ位置から型締め完了までの工程と同期して動作させることにより、サイクル時間が伸び生産性が低下する問題を解決する射出成形機のノズル前後進用モータの制御装置の提供。
【解決手段】金型開閉用サーボモータで金型の開閉を行う型締機構と、ノズル前後進用サーボモータでノズルを前後進させるノズル前後進機構を有する射出成形機の該ノズル前後進用サーボモータの制御装置は、前記金型開閉用サーボモータによって可動側金型が固定側金型にタッチする位置まで型閉じを行い、可動側金型が固定側金型にタッチした位置から型締め完了位置まで型締めし、可動側金型が固定側金型にタッチするのと同時に前記ノズルが金型とタッチするように前記ノズル前後進用のサーボモータによって前記ノズルを前進させ、型締め完了と同時に所定のノズルタッチ力を発生するように前記ノズルを前進させる。
(もっと読む)
型締装置、成形機、型締装置の制御方法
【課題】異常検出の精度を向上させることができる型締装置を提供する。
【解決手段】一つの実施形態に係る型締装置2は、固定金型21が取り付けられる固定盤12と、移動金型22が取り付けられる移動盤13と、移動盤13を進退させる型締駆動機構17と、移動盤13に保持され、移動金型22から成形品を剥離させる押出部材15と、押出部材15を押し出す押出用駆動機構16と、型閉動作中に、押出部材15または押出用駆動機構16の状態の変化から異物を検知する異常検知手段81とを具備する。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型内に樹脂を射出する際に発生する樹脂圧力に応じてバリを発生させることがなく、かつ、金型の変形が生じない適正な型締力を求めることができる射出成形機の型締力設定方法および型締力設定装置を提供すること。
【解決手段】第1の設定型締力(A)を設定して射出した場合に検出された型締力の最大値(Amax)と、第2の設定型締力(B)を設定して射出した場合に検出された型締力の最大値(Bmax)は、射出中の型締力の最大値が設定型締力より大きくなるような2組の組み合わせである。この2つの組み合わせにより、線形近似式(Fmax=a*Fs+b)の2つの係数a,bを求め、Fmax=Fsと線形近似式(Fmax=a*Fs+b)との交点を求め、検出型締力の最大値と設定型締力とが等しくなるような適正な設定型締力Fs(good)の値を得る。
(もっと読む)
発泡射出成形品
【課題】ゲート部からの破断の拡大を抑えた発泡射出成形品を提供する。
【解決手段】本発明の発泡射出成形品1は、発泡層5が外部に露出している、少なくとも1つのゲート部2を有している。そして、発泡射出成形品の表面から突出して、ゲート部2の周囲を囲んでいる、ゲート部2からの破断を止めるためのリブ3が、ゲート部2の少なくとも1つに対応して設けられている。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
型締装置及び型締制御方法
【課題】電磁石を用いて作用させる型締力を適切に制御することのできる型締装置を提供する。
【解決手段】電磁石によって型締力を作用させる型締装置であって、目標型締力に応じた前記電磁石への電流指令を生成する第一の電流指令生成部と、前記電磁石による前記型締力を検出する型締力検出部と、前記型締力検出部によって検出される型締力の検出値に基づいて前記電流指令を補正する補正指令を生成する第二の電流指令生成部とを有する。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】駆動源を増設せずに、型締め、型移動にそれぞれ適した駆動力を得ること。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源を備え、該駆動源の駆動力により前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記駆動源を制御する制御手段と、を備え、前記制御手段は、前記駆動源に駆動力を出力させることにより、前記第1の型締部を前記金型に型締力が作用しない退避位置から型締完了位置まで移動させ、かつ、前記第1の型締部の位置により前記駆動源の駆動力を変化させることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
射出成形機の点検システム
【課題】点検作業員の熟練度に関わらず、点検作業を効率良く行うことができると共に、射出成形機の作動状態をより正確に把握することが可能な射出成形機の点検システムを提供することを課題とする。
【解決手段】作動状態を検出可能な各種センサを備えた射出成形機100と、点検作業によって得られた情報を入力可能に構成された点検用携帯端末220と、ネットワーク250を介して射出成形機100および点検用携帯端末220に通信可能に接続され、各種センサにより検出された検出結果を射出成形機100の作動情報として取得すると共に点検用携帯端末220への入力情報を点検情報として取得する情報管理装置230と、を備えた。
(もっと読む)
防振ゴムの成形用金型
【課題】防振ゴムの成形用金型において、既存の成形用金型の形状等を大幅に代えることなく、金型の分割面に形成されるバリに、貫通孔を確実に形成する。
【解決手段】第1パイプ部材23及び第1外筒体13と、すぐり孔が形成された第1ゴム弾性体とを備えるトルクロッドの成形用金型61である。筒軸方向と垂直な分割面61aを構成する下型71及び上型81を備えている。下型71及び上型81には、第1ゴム弾性体を成形するためのと、すぐり孔を形成するための空間形成部とが形成されている。第1及び第2下側空間形成部の先端部には、樹脂ネジ93が螺合挿入される挿入孔が形成されている。空間形成部は、型締め状態では、先端面同士が接近して樹脂ネジ93を膨張させる。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
樹脂封止装置、及び樹脂封止方法
【課題】樹脂封止装置の第1、第2金型の当接位置の検出精度を向上させ、高品質な被封止品を安定して供給することができる。
【解決手段】樹脂封止装置100において、第1、第2金型114、115の相対位置に関係して変化する金型位置指標値Xを測定する金型位置指標値測定手段122と、第1、第2金型114、115に現に掛かっている閉じ圧力Pを測定する閉じ圧力測定手段124と、閉じ圧力Pが所定値PA以上になった以降において得られた2以上の閉じ圧力PA、PBと、金型位置指標値XA、XBとの関係から、閉じ圧力Pが零のときに対応する金型位置指標値X0を推定・演算する演算手段126と、を有し、閉じ圧力Pが零のときに対応する金型位置指標値X0を、第1、第2金型114、115の当接位置とする第1、第2金型114、115の当接位置の検出機構121を備えた。
(もっと読む)
電動竪型射出成形機および電動竪型射出成形機の異物検出方法
【課題】電動竪型射出成形機の型締め工程における異物検出において型締めを行う中間プレートと下型間の距離をセンサによって直接測定し、異物検出を行う。
【解決手段】電動竪型射出成形機の型締め動作を行う中間プレート12と下型13間を第二の距離センサ9により監視し、異物の有無を判定するようにした。また、第二の距離センサ9の測定に最適な位置を検出する為に可動プラテン5の型締方向への下降位置を測定する第一の距離センサ6を配設した。これにより、異物による金型損傷を確実に防ぐことが出来る。
(もっと読む)
型締装置及び射出成形機
【課題】駆動源としてモータを備えた型締装置において、測定器を別途必要とせずに、型締力を測定すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、モータを駆動源として備え、前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記モータを制御して前記第1の型締部を前記第2の型締部に近接する方向に所定の型締位置まで移動させた後、前記第1の型締部の位置を変えずに前記モータのトルクを減らしていくモータ制御手段と、前記モータ制御手段が前記モータのトルクを減らしていく制御を行っている場合に、前記型締位置から前記第1の型締部が移動したことを検出する検出手段と、を備える。
(もっと読む)
射出成形機のエジェクタ制御装置
【課題】成形品を排出するエジェクタ装置に関し、型閉じ工程において、最適なエジェクタ後退端位置を検出し、検出位置を射出成形機のエジェクタ装置の制御装置を提供する。
【解決手段】エジェクタのトルク制限値Tlimitを通常のトルク値Tstdに設定し、型閉じを開始し、現在の可動プラテン位置を取得しCPとする(SA100〜SA102)。CPがエジェクタのトルク値を切り換える可動プラテン位置を表すPosPlaten以上である場合には、エジェクタのトルク制限値Tlimitに金型が破損しない低トルク値Tlowを入力し、以上でない場合にはステップSA102に戻る(SA103〜SA105)。CPが型閉じ終了時の可動プラテン位置CPend以上である場合には、検出したエジェクタ位置をエジェクタ後退端位置とし、トルク制限値Tlimitを通常のトルク値Tstdにし、処理を終了する(SA106〜SA108)。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
1 - 20 / 116
[ Back to top ]