
Fターム[4F206JN33]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 型開閉、型締 (620) | 型閉じ、型締 (253) | 操作条件を多段に変化させるもの (137)
Fターム[4F206JN33]に分類される特許
1 - 20 / 137
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
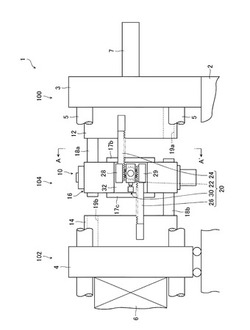
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法

【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】樹脂成形型5・8のキャビティ10内に供給セットした樹脂封止前基板上の電子部品を樹脂封止成形する際に、キャビティ10内の樹脂材料未充填状態や樹脂パッケージ内外部のボイド形成を防止すると共に、キャビティ10内と外部とを連通させたエアベント溝部13からの樹指漏れを防止する。
【解決手段】樹脂成形型の型開閉方向の位置となり且つ成形品突出機構17と重ね合せた位置にエアベントピン28を装着したエアベントピン取付プレート29を連続して配設すると共に、エアベントピン28をエアベント溝部13の部位に配設する。このエアベントピン28を介してエアベント溝部13を開放した状態に設定し且つこの開放状態でキャビティ10内への樹脂材料注入工程とキャビティ10内の減圧工程を行うと共に、エアベントピン28を介して樹脂材料注入工程の終了時期に合わせてエアベント溝部13を閉鎖した状態に設定する。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
射出圧縮成形機の型締制御方法および型締装置
【課題】クローズドループ制御により流量制御して供給可能なバルブが各型締シリンダに設けられた型締装置により圧力制御すると、高圧になる型締シリンダと低圧になる型締シリンダにバラつきが発生するという問題があった。
【解決手段】固定盤14または可動盤19のいずれか一方に複数配設された型締シリンダ16と、型締シリンダ16毎に対してクローズドループ制御により作動油を供給可能なバルブ28と、型締シリンダ16毎に設けられ作動油の圧力を検出する圧力センサ34,35と、可動盤19または可動金型18の位置を検出する位置センサ23とが設けられ、圧力センサ34,35より作動油の圧力を検出してバルブ28をクローズドループ制御し、型締シリンダ16毎に圧力制御を行うとともに、位置センサ23により可動盤19または可動金型18の位置を検出し、可動盤19または可動金型18のそれぞれの位置の偏差が設定値を超えたら異常と判断する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】結晶化度の高い高分子樹脂成形品を、形状の自由度が高く且つ比較的簡素な工程で製造可能な成形方法及び成形装置を提供する。
【解決手段】成形型11を構成する固定型12と可動型13とで囲まれたキャビティ15’内の圧力を大気圧よりも高くなるように上昇させるとともに、この高圧状態を維持しておき、キャビティ15’に発泡剤を含有する結晶性高分子樹脂の融液A’を射出して充填させ、キャビティ15’内の高分子樹脂を発泡させながら成形するように可動型13をコアバックする際、該コアバックを融液A’が過冷却状態であるときに開始し、キャビティ15’内において融液A’に臨界伸長ひずみ速度以上の速度で伸長ひずみを生じさせることで該融液を配向融液の状態にして結晶化させるような発泡速度で前記高分子樹脂が発泡するように、前記コアバック中の所定のタイミングで、予め加えられたキャビティ15’内の圧力を解放する。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】材料供給時、発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品の成形方法であって、発泡樹脂成形品における縦壁部の成形精度を高める。
【解決手段】バックドアトリム(発泡樹脂成形品)10は、製品面部11の周縁の少なくとも一部に段付き縦壁部12が形成されており、この段付き縦壁部12は、製品面側縦壁部13とパネル側縦壁部15とが段部14を介して一体化しており、段部14の内面に型保持用リブ16が設けられているとともに、パネル側縦壁部15の表面に深絞模様17が形成されていることで、可動側金型30の後退操作時、型保持用リブ16が固定側金型40に対して保持されるとともに、可動側金型30の型面にパネル側縦壁部15の製品表面が吸着されるため、段付き縦壁部12の成形精度を高める。
(もっと読む)
樹脂成形方法、金型装置および樹脂成形品
【課題】樹脂の分流や流動の妨げの要因となるような金型の凸形状部などがキャビティ内に存在した場合でも、意匠面にウエルドや樹脂の流動模様である配向ラインのない高品位の外観を得ることができる樹脂成形方法、金型装置および樹脂成形品を提供する。
【解決手段】金型2のキャビティ9内に出退自在の流動堰5を配設し、この流動堰5により樹脂の充填経路を制御し、意匠面以外の凹凸形状などが設けられている領域のみにウエルドや樹脂の流動模様である配向ラインを発生させ、それら以外にはウエルドや樹脂の流動模様である配向ラインを発生させないとともに、ウエルドや樹脂の流動模様である配向ラインの発生するエリアには意匠面を有する別部品を取り付ける。これにより、所望のメタリック調外観を得る。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
型締装置及びその制御方法
【課題】金型寸開工程時または圧縮型締工程時での移動盤の位置精度向上及び成形サイクルの短時間化を図ることができる型締装置及びその制御方法を提供する。
【解決手段】型締装置11は、固定盤13、固定盤13に取り付けられた進退自在なタイバー14、タイバー14を進退させる第1の駆動装置15、タイバー14に沿って固定盤13に対して進退自在な移動盤16、移動盤16を進退させ型開閉を行う第2の駆動装置17、移動盤16をタイバー14に着脱自在に固定する固定機構18、および、金型寸開工程時または圧縮型締工程時、第1の駆動装置15を駆動して、タイバー14を移動させるとともに、第2の駆動装置17を駆動して移動盤16を移動させる制御装置20を具備する。
(もっと読む)
型締装置および型締装置の制御方法
【課題】金型の温度変化等の成形サイクルを重ねた際に発生する問題に対応して、型締装置のハーフナット機構のハーフナットと係合部とを係合後に型締シリンダを作動させて成形金型の型締を行うまでのタイムロスを極めて小さくすることを可能とした型締装置および型締装置の制御方法を提供する。
【解決手段】型締装置12のハーフナット機構19はハーフナット20と係合部21とが隙間がある状態で係合可能に設けられ、ハーフナット20を係合部21に対して係合した後に型締機構22の作動によるハーフナット20の型締面20bと係合部21の型締面21bとが当接されるまでの空走距離T,T1,T2に基づいて型締側の部材であるが係合開始位置Ln+1に移動制御される。
(もっと読む)
熱可塑性樹脂の射出成型方法及びその射出成型方法による成型品
【課題】光輝材を有する熱可塑性樹脂の射出成型方法であって、比較的形状の制限が少なく、多点ゲートでも対応可能な射出成型方法、及びウェルドラインやフローラインが抑制された成型品を得ること。
【解決手段】光輝材を有する熱可塑性樹脂5の射出成型方法において、金型4の温度をキャビティ内の熱可塑性樹脂5を熱変形温度以上に保ち、型開き状態で熱可塑性樹脂5を射出後、型締め動作によって厚み方向に圧縮をかけることにより成型品を得るもので、熱可塑性樹脂5の温度を熱変形温度以上に保つことで熱可塑性樹脂5を流動しやすい状態とし、この状態の熱可塑性樹脂5に圧縮による力を加えることにより熱可塑性樹脂5の流動方向を変化させ、射出時に発生した光輝材の配向が揃うように変化させてウェルドラインやフローラインを抑制する。
(もっと読む)
射出発泡成形機
【課題】コアバック装置の少数化、小型化を可能とし、低コストの射出発泡成形機を提供すると共に、更にコアバック動作時の型締シリンダの型開用油室に油圧回路中のアンロード油を充当させることによって、コアバック抵抗力の低減および型開速度低下を防止可能な射出成形機を提供する。
【解決手段】射出発泡成形機は、可動型盤3を固定型盤2から離間させる発泡コアバック動作の際に、2組の型開閉用アクチュエータと、前記2組のコアバック専用装置を併用して同時に動作制御するコアバック専用プログラムを備えている。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】可動側金型と固定側金型とを型締めした後エアを注入し、更に発泡樹脂材料を射出充填した後、可動側金型を型開き操作して発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法並びに成形装置であって、成形サイクルを短縮化するとともに、金型への負荷を低減し、外観不良を解消する。
【解決手段】製品キャビティCの外周に沿う外周シール機構部80について、固定側金型60には、昇降式のシールプレート82を配置し、可動側金型50の高い位置での先行シールを達成することにより、製品キャビティC内へのエア圧確保を短時間に行なえ、型締め前における発泡樹脂材料Mの射出充填を可能にする。また、発泡反応時には、外周シール機構部80におけるシールプレート82を下降操作して製品キャビティCを大気に開放させることでエア溜まりを解消する。
(もっと読む)
合成樹脂製の中空成形品の製造方法
【課題】接合ムラの発生を防止し、接合部の長手方向の全長にわたって均一に確実に接合する上で有利な合成樹脂製の中空成形品の製造方法を提供すること。
【解決手段】1次成形において、開口縁に接合部14を有する一対の半中空体12を射出成形する。一対の半中空体12の各接合部14は、内部空間16寄りに位置する内壁30と、内壁30に対向して内部空間16と反対側に位置する外壁32と、内壁30の基部と外壁32の基部とを接続する接続壁34とを有している。凹部18はそれら内壁30と外壁32と接続壁34とにより形成されている。2次成形において、一対の半中空体12の接合部14を合わせ、それら接合部14の凹部18で形成された接合用通路20に溶融樹脂を射出して接合部14相互を接合する。より詳細に説明すると、溶融樹脂の接合用通路20への充填完了と同時に、接合用通路20に充填された溶融樹脂の圧力を高める。
(もっと読む)
構成部品を製造する射出成形法
本発明は、金型内に熱可塑性樹脂の溶融物を射出することにより、構成部品を製造する射出成形方法に関する。一方の側面または両方の側面が、ランダム配向繊維層に接合されると共に、熱可塑性樹脂を含浸させた2枚以上の繊維織布または多軸布を含むシート状ブランク材(14)は、熱可塑性樹脂の軟化温度より高い温度まで加熱され、加熱により拡大した多孔性のブランク材は、金型の2つの内壁(16、17)の一方に接して配置され、金型はブランク材を圧縮するために閉鎖され、再度、所望範囲まで開放され、且つ、熱可塑性樹脂の溶融物が、多孔性のブランク材のコア領域に射出される。本発明は、また、平坦、屈曲、湾曲、あるいは角度が付けられた板の形態を有する構成部品(24)に関し、特に、自動車の分野で用いられることが可能である。  (もっと読む)
(もっと読む)
薄板の射出成形方法及びその金型
【課題】縦横の寸法が大きく、肉厚の寸法公差が厳しい薄板を、そりや曲がりが発生することなく成形することができる薄板の射出成形方法及びその金型を提供する。
【解決手段】金型分割面27が若干開いた状態で、射出成形機のノズルから加熱溶融された樹脂を射出する。遊動キャビティブロック43は圧縮コイルバネ433の付勢力によって、金型分割面27側に向かって移動している。その結果、遊動キャビティブロック43のテーパー面432と固定キャビティブロック41のテーパー面412との間には、隙間βができている。溶融樹脂から発生したガスは、隙間β、ガス抜き溝435、ガス抜き孔232を介して外部に排出される。
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
1 - 20 / 137
[ Back to top ]