
Fターム[4F206JN35]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形操作の内容 (4,618) | 型開閉、型締 (620) | 型開き (118)
Fターム[4F206JN35]に分類される特許
1 - 20 / 118
多層樹脂成形品成形用の金型構造
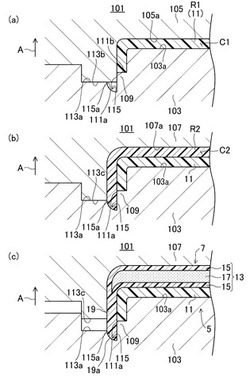
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
射出成形方法

【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
型締装置及びその制御方法並びに射出成形機
【課題】機構系の噛み込みを生じた場合に、その復旧を行うこと。
【解決手段】本発明の型締装置は、金型に型締力を付与する第1及び第2の型締部と、駆動源としてのモータと、前記第1の型締部の移動を案内する軸とを含み、前記第1の型締部の互いに異なる被付勢部位に対して、前記第2の型締部に近接・離間する方向に前記第1の型締部を移動させる移動力をそれぞれ独立して付勢する、複数の駆動手段と、前記第1の型締部が前記軸に対して異常姿勢となった場合に、各々の前記モータを制御して、前記第1の型締部を正常姿勢に復旧させる復旧制御手段を備え、前記復旧制御手段は、回転方向を切り替えながら各々の前記モータを駆動することを特徴とする。
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 成形品の表面に2層あるいは3層の塗膜を形成することにより、色彩表現に優れた外観性の良い樹脂成形品を、効率的に生産できる金型とその成形塗装方法。
【解決手段】 共通金型と成形下塗り金型を閉じ合わせ、間に形成されるキャビティ内に溶融状態の樹脂を射出充填し、その後冷却固化して、樹脂成形品を成形する工程と、共通金型と成形下塗り金型を開き、樹脂成形品と成形下塗り金型の間に隙間を形成し、隙間内に下塗り塗料注入機から下塗り塗料を注入し硬化させる工程と、共通金型と成形下塗り金型を開き、共通金型が下塗り塗装された樹脂成形品を保持した状態で、共通金型と上塗り金型を閉じ合わす工程と、下塗りされた樹脂成形品と上塗り金型の間に形成される隙間に、上塗り塗料注入機から上塗り塗料を注入し硬化させる工程と、からなる金型内塗装方法。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
熱可塑性エラストマー発泡成形体
【課題】高発泡倍率で、ソフト感と表面硬度のバランスに優れた熱可塑性エラストマー発泡成形体を提供する。
【解決手段】表層から順に非発泡層A(1)、低発泡層B(2)、高発泡層C(3)が配置してなり、(a)高発泡層Cの独立気泡率が5%以上50%以下、(b)高発泡層Cのコア倍率XCが2倍以上25倍以下、(c)少なくとも片面の隣り合うA層,B層の厚み、tA、tBの合計が0.7mm以上、であることを特徴とする熱可塑性エラストマー発泡成形体。
(もっと読む)
発泡樹脂成形金型およびこれを用いる発泡樹脂成形法
【課題】複雑な輪郭形状を有する製品についても、スワールマークおよびあばたなどの成形不良を発生させることなく、カウンタープレッシャー法により良好な発泡樹脂成形製品を与える。
【解決手段】互いに当接させた可動型と固定型間に形成されたキャビティに発泡剤を含む溶融樹脂を射出し、当接位置から金型を後退させた中間位置で樹脂を発泡させた後、樹脂を硬化させる発泡樹脂成形金型において、キャビティの外周面およびその延長方向とは異なる位置に可動型と固定型の相対摺動界面を設け、該相対摺動界面に弾性シール部材を設けたことを特徴とする発泡樹脂成形金型。この金型を用いて発泡後の真空吸引を伴うカウンタープレッシャー法による発泡樹脂成形を行う。
(もっと読む)
射出成形方法、およびその装置
【課題】品質が安定した成形品を、微小型開き状態を有する射出成形で成形する。
【解決手段】所定の圧力での型締め状態における金型の型締め位置の変更に応じて、微小型開き状態での金型の位置を変更させる。これにより温度変動等により型締め状態における型締め位置が変更された場合であっても、微小型開き状態での型開き量が一定となり、品質の安定した成形品を、微小型開き状態を有する射出成形で成形できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
成形機の金型交換方法
【課題】金型を誤って落下させることなく安全に金型の交換を行えるようにする。
【解決手段】型開閉用サーボモータ8の駆動による可動金型6の載置された可動ダイプレート受台9の後退動作と、油圧ユニット14の駆動による固定金型突出しシリンダー11に設けた固定ダイプレート受台12の前進動作とを同調させ、固定ダイプレート5と可動ダイプレート7との間であってこれらとは非接触となる吊り上げ位置へ相互に当接された状態の可動金型6及び固定金型4を移動させるとき、型開閉用サーボモータ8により動作される可動ダイプレート受台9に載置された可動金型6の後退動作に、油圧ユニット14により動作される固定金型突出しシリンダー11の固定ダイプレート受台12に載置されている固定金型4の前進動作を追従させながら動作させる。
(もっと読む)
射出成形方法
【課題】複数の樹脂成形層を別個の成形型を用いることなく形成することができ、さらに、転写シートの搬送機構の簡素化を図ることができる射出成形方法を提供する。
【解決手段】本発明の射出成形方法は、金型を型締めして形成される第1の閉空間S1に、転写シート3に形成されている第1の転写柄21を配置する第1の転写柄配置工程と、第1の閉空間S1に溶融樹脂を射出して第1の転写柄21が転写された第1の樹脂成形層11を形成する第1の射出工程と、第1の射出工程後に金型を型締めして形成される閉空間が拡大されるようにコア部を後退させる成形型後退工程と、成形型後退工程後に金型を型締めして形成される第2の閉空間S2に、転写シート3に形成されている第2の転写柄22を配置する第2の転写柄配置工程と、第2の閉空間S2に溶融樹脂を射出して第2の転写柄22が転写された第2の樹脂成形層12を形成する第2の射出工程とを含む。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品
【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法を提供する。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さい金型キャビティ・クリアランスt0を有する金型キャビティ中に前記溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きい金型キャビティ・クリアランスt1まで可動型を金型開速度が7mm/秒以上100mm/秒以下で後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらに最終製品の形状位置に相当する金型キャビティ・クリアランスt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法。
(もっと読む)
型締装置及びその制御方法
【課題】金型寸開工程時または圧縮型締工程時での移動盤の位置精度向上及び成形サイクルの短時間化を図ることができる型締装置及びその制御方法を提供する。
【解決手段】型締装置11は、固定盤13、固定盤13に取り付けられた進退自在なタイバー14、タイバー14を進退させる第1の駆動装置15、タイバー14に沿って固定盤13に対して進退自在な移動盤16、移動盤16を進退させ型開閉を行う第2の駆動装置17、移動盤16をタイバー14に着脱自在に固定する固定機構18、および、金型寸開工程時または圧縮型締工程時、第1の駆動装置15を駆動して、タイバー14を移動させるとともに、第2の駆動装置17を駆動して移動盤16を移動させる制御装置20を具備する。
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
射出成形用金型
【課題】 金型内に気体注入を伴う射出成形において残留気体の排出を考慮した金型構造を用意することにより、金型動作を正常化し離型を安定させること。
【解決手段】 キャビティ構成部品収容プレートと前記キャビティ構成部品の側面との間に気体遮断手段を有する。
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
1 - 20 / 118
[ Back to top ]