
Fターム[4F206JP27]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | 表示、記録、印刷 (462) | 表示の様式 (127)
Fターム[4F206JP27]に分類される特許
1 - 20 / 127
射出成形機の制御装置
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
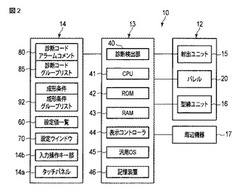
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
(もっと読む)
生産機械の表示装置

【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
射出成形機のデータ表示方法、及び射出成形機のデータ表示装置
【課題】 成形データの良し悪しが一目見て分るような射出成形機のデータ表示装置を提供する。
【解決手段】 射出成形機の挙動を観察するに際し使用され、時刻(又はショット番号)と対応付けされた成形データの実測値を入力すると、設定された評価区分値に応じて色のグラデーションを付けたセル900に置換えて、前記セル900を時系列の帯状グラフ9としてディスプレイ8に表示される。
(もっと読む)
射出成形機のモニタデータ表示装置
【課題】複数の中から任意のモニタデータを選択し、複数の射出成形機に対して、所定期間の時刻を第一軸とし、第二軸を選択されたモニタデータとしてグラフ表示できる射出成形機のモニタデータ表示装置を提供する
【解決手段】複数の射出成形機の前記モニタデータを前記第一軸の時刻を同時刻として同時に表示することを特徴とする射出成形機のモニタデータ表示装置は、全射出成形機の表示または選択した射出成形機の表示の選択、表示期間の設定、表示するモニタデータの選択がなされ、同一時間軸で表示され、1〜3号機の射出成形機の表示が選択されており、表示するモニタデータはサイクルタイムであり、表示する期間の開始日時及び、終了時刻が表示され、表示画面内の左上部に選択した機械番号と、右上部にサイクルタイムを文字表示し、左部に表示する成形機に対応する線種と、下部に開始・終了日時を表示し、中央部に各成形機に対応するグラフを個別に表示する
(もっと読む)
成形不良評価方法および成形不良評価装置
【課題】射出成形における成形可否を判断する際に、簡易な方法で流動解析の予測精度を向上させる。
【解決手段】成形実験による圧力を取得するデータ取得ステップと、流動解析により圧力を算出する第1の流動解析ステップと、パラメータごとに、流動解析による圧力と成形実験による圧力との差を補正値として算出する補正値算出ステップと、パラメータごとに、圧力の許容値を設定する許容値設定ステップと、成形可否判断対象のパラメータを取得するパラメータ取得ステップと、取得したパラメータ基づく流動解析により圧力を算出する第2の流動解析ステップと、取得したパラメータに基づき補正値を取得する補正値取得ステップと、取得したパラメータに基づき許容値を取得する許容値取得ステップと、算出した圧力と補正値とを差分し、当該差分値と許容値とを比較して成形可否を判断する成形可否判断ステップとを有する。
(もっと読む)
射出成形機
【課題】保温中の消費電力を更に低減させる射出成形機を提供すること。
【解決手段】本発明に係る射出成形機は、複数のバンドヒータ30〜34によって加熱される加熱シリンダ1を備える射出成形機であって、保温中における、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を個別に設定可能とする。また、本発明に係る射出成形機は、複数のバンドヒータ30〜34のそれぞれに対する電力供給の有無を、成形中と保温中とで個別に設定可能とする。
(もっと読む)
パーティングライン決定装置、パーティングライン決定プログラム
【課題】成形品のパーティングラインの決定に要する工数を低減することができるパーティングライン決定装置、及びパーティングライン決定プログラム得る。
【解決手段】成形品の各面について、各手段により、キャビ型で成形させる面か、コア型で成形させる面か、スライド型で成形させる面か,分割面か、又は絶対アンダー面かが、決定され、この情報が、パーティングライン決定手段16Uへ入力される。パーティングライン決定手段16Uは、この情報に基づいて、各面に異なった色情報を付与し、各面の境界にパーティングラインを作成することでパーティングラインを決定する処理を終了する。このように、成形品のパーティングラインの決定に要する工数を低減することができる。
(もっと読む)
成形機の表示装置および表示方法
【課題】 実測成形データの時間と成形条件の変更履歴データの時間とを比較して、実測成形データとの関係において成形条件の変更履歴データが見やすくなる成形機の表示装置および表示方法を提供する。
【解決手段】 実測成形データ33の表示を行う成形機10の表示方法において、各成形の実測成形データ33と成形条件の変更履歴32をそれぞれ時間とともに記憶し、実測成形データ33の時間と成形条件の変更履歴データ32の時間を比較して実測成形データ33と成形条件の変更履歴データ32を時系列に沿って整列し、時系列に沿って整列された実測成形データ33と成形条件の変更履歴データ32を成形機10または成形機10外の表示部18に表示する。
(もっと読む)
射出成形機のモニタ装置
【課題】変量を色、濃度、等高線等の表示形式に変換してグラフに表示することで、1成形サイクル中で変量にばらつきが発生しているタイミングや区間、さらにはばらつきが発生している成形サイクルの特定やばらつきの傾向等の成形安定性に関する情報を視覚的に把握できるようにし、効率的な良否判定条件の設定が可能な射出成形機のモニタ装置を提供すること。
【解決手段】(a)変量Qの大きさを所定の区間に区切りそれぞれの区間に色情報をあらかじめ対応させて設定し変量Qと色情報とを対応させて表示する表示形式、(b)変量Qの大きさを所定の区間に区切りそれぞれの区間に表示の濃度情報をあらかじめ対応させて設定し変量Qと表示の濃度情報とを対応させて表示する表示形式、(c)等高線を描画する変量Qの大きさをあらかじめ設定し変量Qと等高線とを対応させて表示する表示形式が、射出成形機Mの制御装置100にされている。
(もっと読む)
射出成形機の波形モニタ装置
【課題】 特定の成形方式により成形を行う射出成形機に対応した生産時の十分なモニタリングを可能にし、成形品質及び歩留まり率等の向上を実現するとともに、汎用性及び発展性に寄与する。
【解決手段】 特定の成形方式により成形を行う射出成形機Mに搭載することにより、少なくとも成形時の動作波形をモニタリングするための射出成形機Mの波形モニタ装置1を構成するに際して、成形時における時間に対するパーティング開量Lmの変化データを検出するパーティング開量検出手段Fpと、少なくとも金型2への樹脂充填開始ts以降から金型2の冷却時間終了teまでのパーティング開量検出手段Fpにより検出した変化データを、成形機コントローラ3に付属するディスプレイ4の画面4vの波形表示部5に表示する動作波形表示手段Fdとを備える。
(もっと読む)
設定画面、射出成形機及び設定画面の表示方法
【課題】成形条件出しを行うための作業を簡素化することができ、成形条件出しを行うのに必要な時間を短くすることができるようにする。
【解決手段】操作者による操作部32の操作に基づいて設定画面が表示部31に形成されるようになっている。操作者によって、あらかじめ設定された成形条件が所定の設定項目について変更されたときに、該設定項目について強調表示を行う表示要素を有する。強調表示が行われた設定項目について、成形条件の変更情報に基づいて作成された設定変更履歴が表示される。成形条件が変更されると、前記設定画面において成形条件が変更された設定項目について強調表示が行われるので、成形条件が変更された設定項目を極めて容易に認識することができ、所定の設定項目についての変更を容易に参照することができる。
(もっと読む)
成形機及び成形機の画面表示切換制御方法
【課題】ユーザーの目的に見合った使用頻度の高い画面を自動的に切り換え表示できるようにする。
【解決手段】表示部10に動作設定画面20を所定時間である5分間表示され、5分経過後に動作設定画面20を動作工程画面21に切り換え表示され、切り換えられた動作工程画面21が所定時間である5分経過後にスタンバイモードによる非表示画面になる。非表示画面22の状態にあるときに該画面をタッチ操作した際、該非表示画面22から使用頻度の高い動作設定画面20に切り換え表示される。使用頻度の高い動作設定画面20が自動的に表示部10に表示させることで利便性の向上を図ることができる。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
射出成形機のユーザインタフェース設定切換方法および射出成形機
【課題】
画面表示言語、単位系等や、音声ガイダンス言語、警報音の種類等を操作者に応じて自動的に切り換えることができるユーザインタフェース設定切換方法を提供する。
【解決手段】
射出成形機(1)のコントローラ(2)においてIDカード(13)によって操作者を認証するとき、各操作者に対して予め定義されているユーザインタフェース設定を読み出す。このユーザインタフェース設定に従って画面表示したり音声出力するように構成する。ユーザインタフェース設定は、画面表示言語、データ単位系、日付表記、画面配色、ディスプレイの輝度等の画面表示設定と、音声ガイダンスの言語、警報音の種類等の音声出力設定がある。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
竪型射出成形機の加熱筒交換方法及び加熱筒交換治具
【課題】既設の竪型射出成形機に汎用的に適用でき、かつ非熟練者であっても可塑化ユニットの着脱作業を容易かつ高能率に実施可能な加熱筒交換方法及び治具を提供する。
【解決手段】加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う際、制御装置21は、表示装置22に、ノズルタッチ用電動サーボモータ8の駆動手順と、ダイプレート2に対する加熱筒交換治具30の着脱手順と、加熱筒交換治具30への加熱筒6aの保持手順と、加熱筒交換治具に保持された加熱筒6aの移送手順とを含む、加熱筒保持プレート4に対する加熱筒6bの着脱手順を表示し、作業者は、この表示装置22に表示された着脱手順に従って、加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う。
(もっと読む)
射出成形機の温度設定支援方法及び装置
【課題】 最良レベルとなる樹脂の溶融状態を容易に得るとともに、成形不良の低減に寄与する。実施の低コスト化を図り、手軽に利用可能にして実用性を高める。
【解決手段】 加熱筒2の軸方向Waに沿って配設した複数の加熱部3a…により、スクリュ4の軸方向Waに所定の温度分布(Bs)が生じるように、各加熱部3a…に対する目標温度Ta…を設定するに際し、成形条件を設定する成形機コントローラ5に付属するディスプレイ6に、X軸がスクリュ位置XとなりY軸が温度となるグラフ表示部7を表示し、このグラフ表示部7に、スクリュ位置Xに対応した目標温度Ta…による温度分布をグラフBsにより表示するとともに、このグラフBsと一緒に、固形の成形材料が溶融するまでの溶融移行領域Amを、成形材料の溶融温度Tmとスクリュ位置Xf,Xsを用いてグラフィック表示する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
強度解析装置及び強度解析プログラム
【課題】材料物性の異方性を考慮して樹脂成形品の強度分布を解析すること。
【解決手段】流動解析部20が、計算モデル作成部11によって作成された計算モデルを用いて流動解析を実行することによって、各微小要素内における繊維材料の主配向方向を算出する。強度解析部30が、計算モデル作成部11によって作成された計算モデルを用いて強度解析を実行することによって、樹脂成形品に要求荷重を加えた際に発生する最大主応力の大きさ及び方向を各微小要素について算出する。材料強度分布算出部40が、流動解析部20によって算出された各微小要素における繊維材料の主配向方向と強度解析部30によって算出された各微小要素における最大主応力の大きさ及び方向とを用いて、各微小要素における樹脂成形品の強度を算出する。
(もっと読む)
1 - 20 / 127
[ Back to top ]