
Fターム[4F206JQ26]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出・可塑化スクリュー (310) | 逆流防止装置 (59)
Fターム[4F206JQ26]の下位に属するFターム
リングによるもの (21)
Fターム[4F206JQ26]に分類される特許
1 - 20 / 38
射出成形機の計量制御装置
【課題】比較的低い圧力で逆流防止弁を閉鎖し、高精度な計量を行うことが可能な射出成形機の計量制御装置を提供すること。
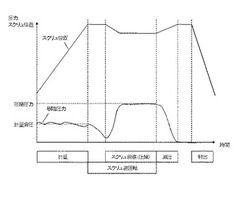
【解決手段】計量中にはスクリュを順方向に回転させながら、スクリュをあらかじめ設定された計量完了位置まで後退させ、計量終了後から射出開始までの間においてスクリュを逆回転させ、計量終了後から射出開始までの間において樹脂圧力が所定の圧縮圧力に到達するようにスクリュを前進させる予備射出を行い、前記予備射出は、スクリュ逆回転を開始した後にスクリュ前進を開始し、少なくとも前記予備射出がスクリュ前進を開始するまではスクリュ逆回転を継続することを特徴とする射出成形機の計量制御装置。
(もっと読む)
射出装置およびその射出制御方法

【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
スクリュー式射出装置
【課題】安価に実施可能であり、かつチェックリングの外面及び加熱シリンダの内面にかじりや焼き付きを生じにくいスクリュー式射出装置を提供する。
【解決手段】スクリュー8を、螺旋溝8aが形成されたスクリュー本体31と、その先端部に小径の頸部32を介して固定されたスクリューヘッド33とから構成する。また、逆流防止装置40を、スクリュー本体31のスクリューヘッド取付側の端部に固定されたチェックシート41と、頸部32に回転可能かつ前後進可能に装着されたチェックリング42とから構成する。スクリューヘッド33のチェックリング42側の端面には、深溝部44aと浅溝部44bとを有する複数のボール遊嵌溝44を形成し、スクリューヘッド33とチェックリング42との間には、各ボール遊嵌溝44内に転動可能に収納されたボール43を配置する。
(もっと読む)
射出成形装置
【課題】材料の可塑化状態や圧力値に依存することなく、安定した計量制御を行って精密な成形を行うことのできる射出成形装置の提供。
【解決手段】バレル11に対するスクロール12の回転によって材料を可塑化及び圧送する可塑化部10と、該材料を金型のキャビティ内へ射出する射出部20と、該射出部から該可塑化部への材料の逆流を遮断する逆流阻止機構30とを備えており、該スクロールに回転軸と同軸に一体化された弁体31と、該バレルに一体化されており該弁体と係合する弁座32とを備えている。該弁座が少なくとも1つの弁座溝32aを有すると共に該弁体が少なくとも1つの弁体溝31aを有しており、少なくとも1つの弁体溝が、第1の回転位置において少なくとも1つの弁座溝と対向状態となって該可塑化部及び該射出部間を連通する流路を形成し、第2の回転位置において少なくとも1つの弁座溝と非対向状態となってこの流路を遮断する。
(もっと読む)
発泡性プラスチック成形体の製造方法、発泡性プラスチック成形体、及び射出成形機
【課題】発泡剤が添加されている樹脂原料を使用した発泡性プラスチック成形体の製造方法、該発泡性プラスチック、並びに該製造方法に使用する射出成形機を提供する。
【解決手段】化学発泡剤が添加されている樹脂原料を射出成形機1の原料供給部21からシリンダ2内へ供給し、この際該樹脂原料は溶融しつつスクリュ3に設けられている中央部逆流防止弁5及び先端部逆流防止弁6を前方に押し開いてシリンダ2の先端側へ移動し、該溶融混練された樹脂原料の所定量を該先端部逆流防止弁6と該シリンダ2のノズル22との間に充填した後、該スクリュ3の回転作動を終了し、さらに該先端部逆流防止弁6及び該中央部逆流防止弁5を閉状態に維持したまま該ノズル22と該先端部逆流防止弁6との間で該樹脂原料を貯留する計量待機工程と、該計量待機工程に続いて、該先端部逆流防止弁6と該ノズル22との間に貯留した樹脂原料を金型10Aのキャビティ14に射出する射出工程と、を実行するようにした。
(もっと読む)
射出成形機用射出装置
【課題】低生産性、低効率、溶融材料の漏れ、溶融材料の流れの停滞およびそれによる分解といった従来の射出装置の問題点のうち少なくともいくつかを解決する。
【解決手段】射出成形機用射出装置が提供される。当該射出成形機用射出装置は、フランジと、シャットオフノズルと、充填シリンダと、上記フランジに接続される射出シリンダとを具備する。上記充填シリンダは、溶融材料を上記シャットオフノズルを介して上記射出シリンダに供給し、上記フランジの内部には、上記射出シリンダに相互接続する射出経路が設けられ、上記射出シリンダは当該射出経路を介して射出を行うことが可能である。上記充填シリンダの内部には、充填スクリューが設けられ、当該充填スクリューの前部には、上記シャットオフノズルの入口を塞ぐことが可能な充填シャットオフアセンブリが設けられる。上記射出シリンダには射出スクリューが設けられる。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界状態の不活性流体を溶融樹脂に注入するとき、確実に所定の圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】軸方向に分割可能な複数のスクリュピース(6a)からスクリュ(6)を構成する。スクリュピース(6a)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュピース(6a)内に、第1、2のエリア(A1、A2)を連通し、小径部(33e)を有する溶融樹脂流路(33)を設ける。スクリュピース(6a)の端面(37)からポペット格納穴(36)を明ける。ポペット格納穴(36)にポペット(35)と皿バネ(38)を挿入してリティナ(39)で締め付ける。小径部(33e)は皿バネ(38)によって付勢されたポペット頭部(35a)によって閉塞され、所定の圧力が作用すると開口する。
(もっと読む)
ガス抜き手段を備えたスクリュプリプラ式射出装置
【課題】樹脂の可塑化溶融が完了して、その樹脂が盛んにガスを発生させたあとの溶融樹脂の流路からガス排出させるのにあたり、バラツキのない精密計量と、長期間の高排出効率の維持が望まれる。
【解決手段】そこで、樹脂を可塑化スクリュで可塑化溶融する可塑化部と、可塑化部から供給される溶融樹脂で射出プランジャを後退させて計量したあと射出する射出部と、それらを連通する連通路と、連通路を開閉させる逆流防止手段とを含むスクリュプリプラ式射出装置において、そのスクリュ先端の前方から連通路の射出部側の開口までの間の溶融樹脂の流路途中に、その流路を担う内孔と、その内孔の内周面に開口する通気孔とを有する通気部材を含むガス抜き手段を備えて、溶融樹脂が射出部に供給され計量される前に、その流路内のガスを射出装置外部に排出させる。さらに、ガス抜き手段が逆流防止手段よりも可塑化部側の溶融樹脂流路に配置されると良い。
(もっと読む)
プラスチック成型部品を製造するための装置及びその使用
押出機(2)及び押出機の吐出口下流に配置されている成形金型(4)を備えたプラスチック成型部品を製造するための装置が提示され、その際押出機内にはスクリュー(5)が、一方は回転可能に、他方は軸方向に移動可能なように案内され、それによって押出機内にある液状のポリマー、プレポリマー又はモノマーが成形金型内に移送される。さらに、スクリューの自由端のエリアに逆止め弁(10)が配置されている。押出機の内側の周囲壁に当接する逆止め弁(10)の遮断リング(21)が、その外周囲の少なくとも一部に配設されたシーリング(26)を含み、このシーリングが遮断リングを押出機の周囲壁に対してシールする。 (もっと読む)
混練機、射出成形装置及び被混練物の計量方法
【課題】被混練物を計量し圧力を高めて吐出することが可能な混練機を提供する。
【解決手段】外周部8aにスクリュー7を有し回転可能に設けられた軸状のスクリュー部8と、スクリュー部の外周部及び先端部8bを囲繞するように設けられたシリンダー部9と、を有し、シリンダー部とスクリュー部の外周部及び先端部との間の混練空間に、スクリュー部の内部側に設けられた循環流路を通して被混練物Wを循環させて混練を行う混練機2であって、被混練物を混練空間の外部に吐出させるためスクリュー部の先端部に対向する位置のシリンダー部に設けられた吐出口12と、吐出口を開閉する吐出口開閉機構13と、循環流路を開閉する循環流路開閉機構14と、スクリュー部をスクリュー部の軸線方向Dに進退させるスクリュー駆動機構15と、を備える。
(もっと読む)
射出成形機およびその逆流防止弁閉鎖状態判別方法
【課題】射出中の樹脂の逆流を増加させることなく、スクリュ回転角度を保持制御する制御系の応答特性に影響されることなく、逆流防止弁の閉鎖時点検出と、逆流防止弁が正常に閉鎖しなかったことを確実に検出できる射出成形機を提供すること。
【解決手段】射出工程中、スクリュ回転駆動力Tとスクリュ回転角度θを用いて、推定スクリュ回転角度θ(n)freeを算出し記憶し、表示装置に表示する。推定スクリュ回転角度θ(n)freeが停止したことは、逆流防止弁が閉鎖したと見なして表示装置に表示する。次に、逆流防止弁が閉鎖した時点における物理量を取得する。次に、射出完了か否か、射出中に逆流防止弁が閉鎖したか否か判断し、閉鎖していない場合には逆流防止弁が閉鎖しなかったことを表示装置に表示し、良否判別の結果を不良品とするアラームを出力し、計量、型開き、成形品の取り出し工程を実行し、この回の成形サイクルを終了する。
(もっと読む)
射出成形機の逆流防止弁閉鎖状態判別方法とその判別機能を備えた射出成形機
【課題】スクリュに備えられた逆流防止弁の閉鎖状態を簡単に、より正確に判別できる射出成形機の逆流防止弁閉鎖状態判別方法を提供すること。
【解決手段】射出開始するとスクリュ回転用サーボモータの回転位置を記憶する現在位置レジスタの値を読み出す(SA1)。読み出したスクリュ回転角度を時系列的に記憶する(SA2)。そして、スクリュ移動が終了したか否か判断する(SA3)。スクリュ移動が終了していなければステップSA1に戻り、上述したステップSA1〜ステップSA3の処理を所定サンプリング周期毎実行する。スクリュ移動が終了すると、時系列的に記憶されたスクリュ回転角度の波形を横軸を時間軸として表示装置に表示する(SA4)。作業者はこの波形から逆流防止弁の閉鎖状態を判別できる。
(もっと読む)
異常検出装置を備えたプリプラ式射出成形機
【課題】樹脂流路に設けられた閉鎖手段の磨耗状態を検知し、閉鎖手段に閉鎖異常があるか否かを判別することが可能なプリプラ式射出成形機を提供すること。
【解決手段】可塑化用スクリュ6と射出プランジャ1と可塑化用スクリュ6が受ける回転力を検出する回転力検出手段と、可塑化用スクリュ6を備える可塑化部分からの樹脂流路4を閉鎖する逆流防止弁5とを備えるプリプラ式射出成形機100において、射出プランジャ1を前進させる際に、回転力検出手段からの回転力に基づいて樹脂流路4の逆流防止弁の異常を判別する閉鎖異常判別手段を備えることを特徴とするプリプラ式射出成形機である。
(もっと読む)
射出成形機におけるチェックリングの強制開き動作
【課題】 計量工程の完了後に射出工程が行われるが、射出工程の開始時にチェックリングが半開き状態で不安定な位置にあると、スクリューの前進が始まってからチェックリングが閉じるまでの時間がバラつく。そのことにより、溶融樹脂の射出充填量が変動し、成形品の重量および品質もバラつくことになる。
【解決手段】 計量完了後に、シャットオフバルブが閉じた状態でスクリューを後退させ、チェックリングを開き限位置まで移動させた後、射出工程を開始する。
(もっと読む)
射出成形機
【課題】逆流防止弁にバックフローが生じて、逆流防止弁の交換時期に至ったことを、的確にかつ自動的に判定できるようにすること。
【解決手段】スクリュに逆流防止弁を備えたインラインスクリュ式の射出成形機において、保圧工程における実測射出速度データを監視し、実測射出速度データが概略一定速度である時間が所定時間を超えると、逆流防止弁にバックフローが生じていると判定する。
(もっと読む)
逆流防止弁閉鎖状態判定手段を有する射出成形機
【課題】スクリュの逆流防止弁を確実に閉鎖するようにスクリュ逆回転制御可能な射出成形機を提供すること。
【解決手段】射出開始すると逆流防止弁閉鎖のインジケータを消灯(A1)、スクリュ逆回転開始(A2)。射出開始時点のスクリュ位置から所定距離だけスクリュが前進する(A3)。回転力を検出する(A4)。回転力が基準値より小さいか否かを判断する(A5)。この判断に基づき逆流防止弁の閉鎖判断を行う。A5で回転力が基準値より小さいと判断されると逆回転を終了し(A6)、逆回転量表示(A7)。逆流防止弁閉鎖のインジケータを点灯(A8)。射出完了か否かを判断(A9)。YESで射出終了する。A5で回転力が基準値より大きいと判断されるとA9に行く。A9で射出完了していないと判断されると、A4に戻る。
(もっと読む)
射出成形機、及び射出成形機における逆回転工程の逆回転量調整方法
【課題】スクリューの逆回転により樹脂通路を閉鎖する逆流防止弁を用いた射出成形機において、スクリュー逆回転工程のスクリュー逆回転量を最適に調整する。
【解決手段】逆流防止弁の樹脂通路が開いていると、スクリュー前進時に樹脂の逆流が生じる。この樹脂の逆流によりスクリューには逆回転力がかかる。一方、樹脂通路が閉鎖されていると、樹脂の逆流はなくスクリューにかかる逆回転力は大きく低下する。そこで、計量完了後で射出前にスクリューを所定量逆回転させた後、スクリューを前進させる(103、104)。このときスクリューにかかる逆回転力の最大値を検出する(105〜108)。この検出最大逆回転力が基準値以下になるまで、逆回転量を順次増加させ(109、115)、各成形サイクルを実行する。検出最大逆回転力が基準値以下(通路閉鎖)になると、この時の逆回転量を逆回転工程の逆回転量とする。最適な逆回転量に自動的に調整できる。
(もっと読む)
射出成形機
【課題】逆流防止弁の摩耗量を推定し、逆流防止弁の使用限度を予測可能にする。
【解決手段】射出開始時には、スクリュ位置(逆流防止弁と当接し樹脂通路を閉鎖するチェックシートの位置)に対して逆流防止弁は、ストロークS0だけ前進した位置にある。スクリュが前進すると逆流防止弁は後退し、スクリュがX0移動したとき閉鎖したとする。逆流防止弁がΔS(S1=S0+ΔS)だけ摩耗したとき、スクリュがX1移動したとき閉鎖したとする。逆量防止弁のストロークと閉鎖までのスクリュ移動距離は比例するから、S0/X0=S1/X1=aである。これによりΔS=aX1−S0となり摩耗量ΔSは、逆流防止弁閉鎖位置X1を検出し、この位置X1と既知のストロークS0に基づいて求められる。閉鎖位置はスクリュに加わる回転力のピーク値で検出する。摩耗量が求められると摩耗の許容値より使用限度が予測できる。
(もっと読む)
射出成形機及び逆流防止弁閉鎖判別方法
【課題】格別な部品を追加することなく、計量ストロークの大小に関わりなく、より正確に逆流防止弁の閉鎖時点を検出する。
【解決手段】スクリュー前進時において、スクリューにかかる回転力と樹脂圧力を検出し、この2つの相関係数を求める。逆流防止弁が開いているときは、逆流する樹脂により樹脂圧力に比例し、スクリュー回転力も増加する。この場合、スクリュー回転力と樹脂圧力の相関係数は基準値より大きい。逆流防止弁が閉鎖すると樹脂圧力がスクリューのフライトにかからなくなることから、スクリュー回転力は低下し、相関係数は基準値より小さくなる。この基準値より相関係数が小さくなることにより逆流防止弁の閉鎖を判別することができる。相関係数の値によって逆流防止弁の閉鎖を判別するから、スクリュー前進開始時から閉鎖している場合も、スクリュー前進が完了しても閉鎖しない場合も検出できる。
(もっと読む)
射出成形機
【課題】成形動作を停止することなく、又、逆流防止弁を取り外すことなくバレル内部の部品の摩耗状態を推定できるようにした射出成形機を得る。
【解決手段】スクリューが前進するとき、樹脂のバックフローが生じる。このバックフローがスクリューに作用しスクリューに回転力を与える。スクリュー前進時、逆流防止弁等が摩耗していない状態では、図3(a)に示すようなスクリュー回転力が発生する。逆流防止弁等が摩耗すると、バックフローが増大し、逆流防止弁の閉鎖が遅れ、図3(b)に示すようなスクリュー回転力が発生する。摩耗しているか否かで、スクリュー回転力のピーク値の大きさ、ピーク発生時点、そのときのスクリュー位置が変化する。これらの物理量の変化量によって逆流防止弁等の摩耗状態を推定する。バレル内部の逆流防止弁、スクリューヘッド、チェックシート等の摩耗状態を推定できる。
(もっと読む)
1 - 20 / 38
[ Back to top ]