
Fターム[4F206JW41]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 後段階の成形に供するもの (103)
Fターム[4F206JW41]に分類される特許
61 - 80 / 103
電波透過性を有する金属色加飾成形体の製造方法
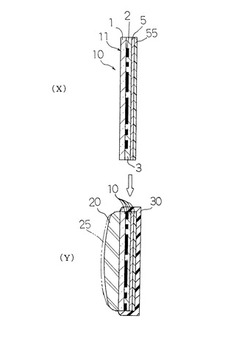
【課題】金属色パターンを有するフィルムを基礎に、電波透過性を有する加飾成形体を効率良く製造する。
【解決手段】電波透過性能を有するものであって所定の金属色パターンを呈するフィルムアセンブリ10を基礎に、本フィルムアセンブリ10の金属色パターンの視認されない側である裏面側へ、本プラスチック成形体の基礎を成すベース基材部30をインジェクション成形手段等を用いて設けるベース基材部形成工程と、このように形成されたものの上記金属色パターンの視認される表面側へ、透明性のあるクリヤ層20を設けるクリヤ層形成工程と、からなる。
(もっと読む)
タンク及びその製造方法

【課題】ポリアリーレンスルフィドを成形してなる容器部と金属表面を化学処理した口金からなり、機械特性、成形加工性及び気密性に優れたタンク及びその製造方法を提供する。
【解決手段】高化式フローテスターにて、測定温度315℃、荷重10kgの条件下、直径1mm、長さ2mmのダイスを用いて測定した溶融粘度が500〜30000ポイズであるポリアリーレンスルフィド97〜99.9重量%、カルナバワックス0.1〜3重量%、場合によっては更に繊維状充填剤及び/又無機充填剤からなる容器部と、金属表面を化学処理した口金とからなるタンク。
(もっと読む)
回転伝達部材およびその製造方法
【課題】金属インサート部材の樹脂製ギヤの結合部(インサート部)に、抜けおよび剥がれ防止のための特別な形状加工を不要にした回転伝達部材およびその製造方法を提供する。
【解決手段】外周に第1のギヤ部11、111を有する軸状の金属インサート部材12と、外周に第2のギヤ部13、113を有し金属インサート部材の一端外周に樹脂モールドされる樹脂製ギヤ14とを備え、金属インサート部材の略全長に亘って第1のギヤ部を形成し、第1のギヤ部の一端外周を樹脂製ギヤが樹脂モールドされるインサート部17とした。
(もっと読む)
マグネットローラ
【課題】 従来の軸一体型マグネットローラおよびシャフトインサート型マグネットローラでは、導通と強度を両立させることができない場合がある。
【解決手段】 強磁性体粉末と樹脂バインダーとを含む溶融状態の混合物を磁場印加成形する工程を含む製造方法で得られうるマグネットローラにおいて、導電性樹脂磁石シャフトを金型内に設置し、前記混合物を該シャフトの外周部に射出注入することを特徴とするマグネットローラ、で解決する。また、「前記金型が、前記シャフト部への磁場印加用磁場発生源を有するスライド型を含み、該金型を用いて、下記工程A、B、Cを含む工程により製造されるマグネットローラ。A:該スライド型が金型内に挿入されている状態で前記導電性樹脂磁石シャフトを成形する工程。B:該スライド型を金型内から軸方向に引き出す工程。C:Bの後、該シャフト部の外周部に前記混合物を射出注入する工程。」。
(もっと読む)
射出成形機
【課題】射出成形機において、省スペース化を図ることが可能となる射出成形機を提供する。
【解決手段】機台1aと、
前記機台に設けられ、金型を縦方向に開閉させる型締め機構2と、
前記機台上に設けられ、前記型締め機構に取り付けられた金型に、該金型の開閉方向と直行する方向から樹脂を射出する射出装置8と、を有する射出成形機であって、
前記機台と前記射出装置との間にスペース部を有し、前記スペース部に前記金型で成形された成形品を射出成形機外へ搬送する搬送手段11、12が設置されている構成とする。
(もっと読む)
樹脂レンズの成形方法及び樹脂レンズ
【課題】 成形時間の短縮化等を図る。
【解決手段】 熱可塑性樹脂300の射出成形によって少なくとも突部3を有する一次成形品400を形成する一次成形工程と、突部の平面部2からの突出方向と反対側の面に熱硬化性樹脂500又は光硬化性樹脂600を積層して平面部を有する二次成形品700を形成する二次成形工程とから成る。
(もっと読む)
樹脂の射出成形方法および成形溶着部品の製造方法
【課題】大型の射出成形品を変形なく、早い成形サイクルで成形することを可能とする樹脂の射出成形方法と、該成形方法を利用した成形溶着部品の製造方法を提供すること。
【解決手段】固定側金型と可動側金型で形成されるキャビティ本体と入れ子とで構成される金型に溶融樹脂を充填し、冷却固化することにより成形品を得る樹脂の射出成形方法において、前記入れ子は前記金型から取り外し可能な構造を有するものを用い、かつ入れ子を成形品の外側に配置せしめて樹脂をされるものであり、前記冷却固化せしめた後、金型内に設けられたエジェクター手段を用いて該入れ子を前記キャビティ内に突き出すことにより、該入れ子と前記成形品を一体的に取り出す樹脂の射出成形方法であり、さらに、該樹脂の射出成形方法によって入れ子と一体的に取り出された成型品を、該入れ子ごと他部品とを溶着する成形溶着部品の製造方法。
(もっと読む)
熱可塑性樹脂筐体及びその製造方法
【課題】本発明は、多種多様に突出部が形成された樹脂製筐体に、滑らかに変化する玉虫色の光沢効果や、キラキラと輝く光沢効果を施す特殊な装飾技術を提供する。
【解決手段】重ねられた熱可塑性樹脂板1と偏光フィルム2が、該偏光フィルム側が所定形状の型に当てられ、真空成形、圧空成形、プレス成形のいずれかによって、突出部を有する前記所定形状の熱可塑性樹脂筐体が加熱成形される。また、所定形状の成形型に偏光フィルムを加熱成形した後に、熱可塑性樹脂を射出成形して、熱可塑性樹脂と偏光フィルムとが密着され一体化された筐体が製造される。偏光フィルムが所定形状の型内に成形された後、熱可塑性樹脂を射出成形する、或いは、偏光フィルムが該型に置かれた後、熱可塑性樹脂を射出成形することによっても、装飾効果を有する熱可塑性樹脂筐体を得られる。これらの製造方法によれば、偏向フィルムが筐体全体に皺なく被着される。
(もっと読む)
フィルム仮止め型高分子成形部品、該成形部品の製造方法、および該成形部品の製品本体への取り付け固定方法
【課題】省スペース化および軽量化と、形状保持性とを満たすフィルム仮止め型高分子成形部品の提供。
【解決手段】形状保持性のあるフィルム3の表面に射出成形により所定形状の高分子成形部品4が剥離容易に固定されてなり、フィルム3の表面には微小な凹凸が多数形成され、これら凹凸に高分子成形部品4の表面層が固着することにより、剥離容易な固定が実現されているこのフィルム仮止め型高分子成形部品は、フィルム3として、その表面に微小な凹凸が多数形成されている仮止め用フィルムを用い、高分子成形部品4の射出成形金型のキャビティ内に仮止め用フィルム3の表面を露出させ、この露出面上に高分子材を射出成形することにより、高分子成形部品4の成形と仮止め用フィルム3への仮止めとを同時に実現することで得ることができる。
(もっと読む)
熱可塑性樹脂成形品および表面二次加工が施された熱可塑性樹脂成形品
【課題】
ブロンズ現象を解決し、耐候性に優れた熱可塑性樹脂成形品、更に、表面二次加工後の表面外観が良好である表面二次加工が施された熱可塑性樹脂成形品の提供。
【解決手段】
重量平均粒子径が0.1μm以上であるアクリル酸エステル系ゴムを5〜40重量%含有したASA系樹脂(A)を射出成形するに際し、予め、金型のキャビティ表面温度を該ASA系樹脂(A)の熱変形温度以上にまで加熱した金型内に射出充填して得られた熱可塑性樹脂成形品。
(もっと読む)
射出成形品の取出しミス検出装置
【課題】射出成形したプリフォームのような成形品が、射出金型から全数取出し装置に移送されたか否かを確実に検出することができる射出成形品の取出しミス検出装置を提供すること。
【解決手段】射出成形したプリフォーム10を、金型1から取出し装置2に取出す際におけるプリフォームの金型からの取出しミスを検出するための射出成形装置における射出成形品の取出しミス検出装置であって、取出し装置2の一端にプリフォーム10を受け取った取出し装置2が次工程へ移動する方向と直交する方向に、レーザビーム5を投受光するセンサ4aとこのレーザビームを反射する反射ミラー4bからなるレーザ測定器4を設け、前記取出し装置2が次工程へ移動する際に、レーザビーム5により金型表面の所定位置を走査してプリフォーム10の取出しミスを検出するようにした。
(もっと読む)
合成樹脂製筒状容器及びその製造方法
【課題】成樹脂により成形された筒体とその開口部に第1の接続部を介して接続した覆い体を備えた合成樹脂製筒状容器において、前記第1の接続部廻りの耐強度を向上する。
【解決手段】容器本体2は、合成樹脂により成形され中心軸心4方向に下部開口部5を形成した筒体6と、合成樹脂により成形され前記下部開口部5に第1の接続部11を介して接続した前記下部開口部5の覆い体7とを備える。前記第1の接続部11の外周に第2の接続部14を、合成樹脂を成形して設けたことにより、筒体6と覆い体7との接続強度を向上することができる。そして前記第2の接続部14は第1の接続部11の周面に沿って帯状に設けられることにより、本来あらわれるべき第1の接続部11を第2の接続部14が覆って隠すことになるのでこれにより美観の向上を図ることができる。
(もっと読む)
ランプ
【課題】 一次成形されたレンズ部2とハウジング4とを互いに突合せた後、該突合せ面部位に樹脂材5を二次射出してランプ1を成形するに際し、二次射出時の射出圧を受けて、樹脂材5の侵入を防止すると共に、レンズ部2が変形しないようにする。
【解決手段】 レンズ部2に形成した第一のテーパ部2fを、ハウジング4のフランジ部に形成した第二のテーパ部4fに型押しして密着させることで、該テーパ部2f、4fがバリ状となって樹脂材5が浸入することを防止できると共に、レンズ部2の変形防止も図ることができる。
(もっと読む)
金属インサート樹脂成形品のクリープ破壊寿命の推定方法、材料選定方法、設計方法及び製造方法
【課題】 金属インサート樹脂成形品のクリープ破壊寿命を正確に推定する方法を提供する。
【解決手段】 下記(1)〜(4)の過程からなる金属インサート樹脂成形品の樹脂部分のクリープ破壊寿命推定方法。
(1)金属インサート樹脂成形品の樹脂部分の初期発生応力σ(0)を見積もる。
(2)t時間後の発生応力σ(t)を見積もる。
(3)経過時間を短い時間間隔の区間(t1,t2,t3,…,ti,…)に分割し、区間tiの平均発生応力σiから、その区間のダメージ量Diを算出する。
(4)ダメージ量Diをt=0(本発明で、初期のことを示す。)より累積し、ダメージ量Diの累積値(累積損傷度)が1を越える時点の時間(te)を求める。
(もっと読む)
防振装置及びその製造方法
【課題】防振装置において、軸直剛性を高める。
【解決手段】防振装置10は、内筒体11と、その内筒体11の外周囲に内筒体11と同軸に配設された外筒体12と、それら両筒体11,12の間に配設されて、両筒体11,12を互いに連結するゴム弾性体13とを備えている。ゴム弾性体13の筒軸方向両端面には、すぐり部15が筒周方向の全周に亘ってそれぞれ配設されている。ゴム弾性体13の筒軸方向各端部のすぐり部15には、樹脂製のばね体16がそのすぐり部15の筒周方向の全周に亘って設けられている。
(もっと読む)
射出成形回路部品とその製造方法
【課題】 隣り合う回路間での短絡を生じにくい射出成形回路部品と、その製造方法とを提供する。
【解決手段】 射出成形回路部品は、強化繊維の体積比率Vが0.05〜0.5で、かつ、強化繊維の平均繊維長w(μm)と、上記体積比率Vと、隣り合う回路間の距離L(μm)とが、式(1):
【数1】
を満足する樹脂組成物によって形成した一次成形品の表面に、回路を設けた。製造方法は、上記樹脂組成物を、射出成形して形成した一次成形品の表面に、二次成形部分をインサート成形して二色成形品を得、その表面に触媒を担持させた後、二次成形部分を除去して、一次成形品の表面の、触媒を担持させた領域に、化学めっきによって、選択的に、回路となる金属層を形成する。
(もっと読む)
回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法
【課題】 回転アセンブリ製造のための渦形フレキシブル部品内部の軸の嵌め込み式射出成形方法の提供。
【解決手段】 渦形部品、第一型と第二型を提供する。続いて回転アセンブリの渦形部品を該第二型の対応する渦型スリットに挿入し、第一型と第二型を結合して第一型の第一キャビティーを第二型の第二キャビティーにアラインさせる。その後、射出材料を射出孔より第一キャビティーと第二キャビティーが構成する空間に注入し該回転アセンブリの軸を形成し、最後に上述の第一型と第二型を分離させて回転アセンブリを得る。
(もっと読む)
射出成形方法及び装置
【課題】射出成形加工時に表面を全体的又は選択的に改質された成形品を製造する方法及びを提供する。
【解決手段】熱可塑性樹脂を射出成形することによって成形品を製造する方法であって、金型内に前記熱可塑性樹脂を溶融樹脂として導入する第1の導入工程と、前記第1の導入工程の後又は同時に行われ、前記金型内に溶解物質が溶解した超臨界流体を導入する第2の導入工程と、前記溶融樹脂を固化し、前記溶解物質を前記成形品の表面に配置させる工程とを有することを特徴とする方法を提供する。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、異なる色合いの着色樹脂からなる複数の着色層を積層状に形成し、さらにこれら着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度、色合い、あるいはこの両者に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供することにある。
【解決手段】 底部中央に対向位置するゲートを介して金型のキャビティ内に少なくとも1つの着色樹脂を含む複数の樹脂を逐次的に射出する2軸延伸ブロー成形用のプリフォーム成形方法逐次射出法であって、ショートショット状態で金型キャビティ内に位置する先に射出した着色樹脂の中央部を楔状に突き進むように次に射出する樹脂を流動させて積層状とし、プリフォームにおいて、前記先に射出した着色樹脂からなる着色層の層厚が底部のゲートに対向する位置に向かって漸減的に変化するグラデーション領域を形成するようにする。
(もっと読む)
射出成形品の成形方法及び射出成形機
【課題】 高い板厚精度にて成形することにより、成形品の品質の向上を図る。
【解決手段】 成形面14の周囲に凹部22を有する固定金型12と、成形面15の周囲に固定金型12側へ向かって突出可能な余剰材料除去部23を備えた可動金型13とから射出成形機11を構成する。固定金型12と可動金型13との間に形成され、これら金型12、13の成形面14、15間の製品形成部Aの外周側に余剰部Bを有するキャビティ16内に、セパレータを形成する成形品材料31を充填し、この成形品材料31が製品形成部A全体に充填されて余剰部Bへはみ出した後に、余剰材料除去部23を固定金型12側へ突出させて余剰部Bにはみ出した成形品材料31を除去する。
(もっと読む)
61 - 80 / 103
[ Back to top ]