
Fターム[4F207AA12]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリオレフィン (956) | C4以上のポリマー系(←ノルボルネン、ブテン) (147)
Fターム[4F207AA12]に分類される特許
21 - 40 / 147
二重管の製造方法、及び二重管の製造装置
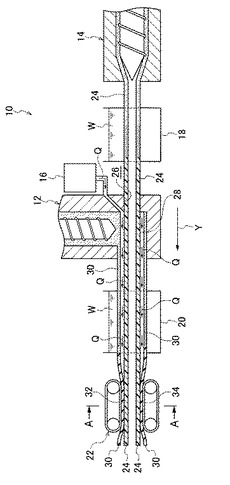
【課題】内管に対して外管が剥離可能となるように内管の周囲に外管を押出成形することができる二重管の製造方法、及び二重管の製造装置を提供する。
【解決手段】内管24の周囲に外管30を第1金型12により押し出すとともに、内管24と外管30との間に気体Qを送り込むことにより、内管24と外管30との間に隙間を有する二重管を製造する。これにより、押出成形された外管30が内管24にくっ付いて内管24と外管30とが一体化されるのを防ぐことができる。
(もっと読む)
樹脂シート状物およびその製造方法

【課題】表面に微細な凹凸パターンが形成された樹脂シート状物の効率的な製造方法を提供する。
【解決手段】表面に陽極酸化ポーラスアルミナまたはそれを鋳型として作製した凹凸パターンが形成された回転冷却ロール上に、溶融樹脂をスリットからシート状に連続的に押し出し、冷却ロール表面の凹凸パターンを溶融樹脂に転写した後冷却固化することを特徴とする、表面に微細な凹凸パターンが形成された樹脂シート状物の製造方法、およびその方法により製造された樹脂シート状物。
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置及び異物の除去方法
【課題】ロール表面上に付着している異物を精度よく検知して、除去でき、従って外観欠点が低減された光学フィルムを得ることができる光学フィルムの製造方法を提供する。
【解決手段】本発明は、溶融押出法による光学フィルム製造方法である。本発明に係る光学フィルムの製造方法は、溶融した熱可塑性樹脂を金型3からフィルム状に押出しする工程と、押出しされたフィルム状の熱可塑性樹脂Aを、2本のロール11,12間に供給する工程とを備える。押出しされたフィルム状の熱可塑性樹脂Aがロール11,12に接触する前に、異物検出部21,22によりロール11,12の表面11a,12a上に付着している異物の位置を検出し、かつ、検出された異物の位置に、ドライアイス噴出部23,24によりドライアイスを噴出して、異物を吹き飛ばして、除去する。
(もっと読む)
ロール状フィルムおよびロール状フィルムの製造方法
【課題】傾斜構造を有し、ロール状で保管した際のカールが小さく、巻きずれが発生し難く、さらに帯電量が小さいロール状フィルムの提供。
【解決手段】熱可塑性樹脂から構成され、傾斜構造を有し、下記条件(A)を満たす表面を内側にして巻き取られていることを特徴とするロール状フィルム。条件(A):フィルムの厚み方向を面内に含む切片を切り出し、該切片の厚み方向を等間隔に10分割して各層の複屈折を測定し、一方のフィルム表面から1層目から5層目までの複屈折の絶対値の和Σnx(i)と6層目から10層目までの複屈折の絶対値の和Σnx(ii)を求め、Σnx(i)>Σnx(ii)のときは前記一方のフィルム表面を条件(A)を満たすフィルム表面とし、Σnx(i)<Σnx(ii)の場合は他方のフィルム表面を条件(A)を満たすフィルム表面とする。
(もっと読む)
絶縁電線
【課題】従来と同等の耐熱性と絶縁被覆厚さとを有しながら、従来よりも高い部分放電開始電圧を有する絶縁電線を提供する。
【解決手段】本発明に係る絶縁電線は、少なくとも1つの押出被覆層を含む複数の被覆層からなる絶縁被覆が導体上に形成されている絶縁電線であって、前記少なくとも1つの押出被覆層は、ポリフェニレンサルファイド樹脂(A)とオレフィン系共重合樹脂(B)とを含む樹脂組成物を押出被覆した層であり、前記樹脂組成物は、前記ポリフェニレンサルファイド樹脂(A)と前記オレフィン系共重合樹脂(B)とが、重量部比で「(B)/(A) = 45/55 〜 70/30」の範囲で混和されていることを特徴とする。
(もっと読む)
表面に凹凸形状を有する光学シートの製造方法
【課題】光学シートの品質管理を高精度に行うことができると共に、生産性にも優れた、表面に凹凸形状を有する光学シートの製造方法を提供する。
【解決手段】この発明の光学シート2の製造方法は、押出機から熱可塑性樹脂を押し出して樹脂シート1を得る押出工程と、成形面に凹凸形状部30a及び平坦部30bが設けられた成形ロール12を、樹脂シート1の少なくとも片面に圧接せしめることによって、表面に凹凸形状面及び平坦面が形成された光学シート2を得る表面成形工程とを包含することを特徴とする。得られた光学シート2の平坦面部分を切り取り、該平坦面部分の光学特性を測定し、得られた測定値をフィードバックして製造条件を調整することによって、光学シート2の品質管理を高精度に行うことができる。
(もっと読む)
フィルム、その製造方法、偏光板および液晶表示装置
【課題】Reを45nm以上発現させた薄膜フィルムを簡便かつ高い生産性で製造できるフィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂を含有する溶融樹脂を供給手段から供給する供給工程と、挟圧装置を構成する第一挟圧面と第二挟圧面の間に供給された溶融物を通過させて連続的にフィルム状に成形する工程と、成形されたフィルムを搬送する工程と、を含むフィルムの製造方法であって、前記第一挟圧面と前記第二挟圧面により該溶融物を10〜150MPaの圧力で狭圧し、前記フィルムを10〜100m/分で搬送するフィルムの製造方法。
(もっと読む)
光学フィルムとその製造方法、偏光板、光学補償フィルムおよび液晶表示装置
【課題】 TNモードの液晶表示装置に使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂で構成され、フィルム面内の遅相軸方位とフィルム傾斜方位とが異なり、且つ、傾斜方位と厚み方向を面内に含む切片の複屈折の大きさが厚み方向で変化している光学フィルム。
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法
【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
光学フィルムの製造方法、及び光学フィルム、偏光板、液晶表示板用光学補償フィルムおよび液晶表示装置
【課題】十分な大きさの傾斜構造を有し、面状が良好で、光学特性のMD方向ムラが小さい光学フィルムの提供。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む光学フィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面との間の圧力を20MPa以上に制御し、前記第一挟圧面と前記第二挟圧面によって該フィルムに1m幅あたり3000〜30000Nのせん断応力を付与するように制御し、前記第一挟圧面および前記第二挟圧面をそれぞれ遊星タイプの減速機を介して連結される駆動モーターによって駆動させる光学フィルムの製造方法。
(もっと読む)
光学フィルムおよびその製造方法、偏光板、液晶表示装置等
【課題】液晶表示装置に使用した場合に十分な光学補償を実現でき、かつ画像の歪みが少ない、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂から構成される傾斜方位を有する光学フィルムであって、傾斜方位と厚み方向を面内に含む前記光学フィルムの切片を直交ニコルに配置された2枚の偏光板の間に配置し、前記偏光板の面に対して、垂直方向から光を照射しながら、直交ニコルに配置された2枚の偏光板を0°〜90°の範囲で回転させた時に、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、観測される全ての消光位がいずれも0°を超え90°未満であり、かつ、該フィルム切片の一端から他端まで厚み方向へ向けて順に観測した場合に、複屈折の大きさが厚み方向で変化する光学フィルム。
(もっと読む)
フィルム、フィルムの製造方法、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】傾斜構造を有し、ヘイズが小さく、ダンムラが改良されたフィルムおよびその製造方法を提供する。
【解決手段】狭圧装置を構成する第一挟圧面と第二挟圧面の間に、熱可塑性樹脂を含有する組成物の溶融物を通過させて、フィルム状に連続的に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一狭圧面および前記第二挟圧面の10点平均粗さRzが15nm〜250nmであることを特徴とするフィルムの製造方法。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明の表面形状転写樹脂シートの製造方法は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程とを含み、上記第一押圧ロールまたは第二押圧ロールのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が30μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは3μm〜500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロールまたは第二押圧ロール表面に備えた転写型が転写され、上記樹脂は、結晶性高分子樹脂であることを特徴とする。
(もっと読む)
送液部材
【課題】優れたガスバリア性を有しているとともに、柔軟性、耐キンク性、永久伸び特性及び熱融着性にも優れた送液部材を提供すること。
【解決手段】部分架橋ブチルゴム100重量部に対し、ポリオレフィン系高分子材料10〜200重量部が配合された組成物からなる送液部材。上記組成物に配合されたポリオレフィン系高分子材料が、結晶性部分を含み、ポリオレフィン系熱可塑性エラストマー10〜100重量部とエチレン−α−オレフィン共重合体10〜100重量部が配合されている送液部材。上記送液部材によるチューブ。上記チューブについて、少なくとも2本以上が並行に連設された多連チューブ。
(もっと読む)
積層フィルム及びその製造方法、並びに偏光板
【課題】耐熱性、耐湿性及び滑り性に優れ、フィルム面内の位相差が小さい積層フィルムを提供する。
【解決手段】フィルム面内の位相差が5nm以下である積層フィルムを、脂環式ポリオレフィン樹脂Aを含む層aと、脂環式ポリオレフィン樹脂B及び微粒子Cを含む層bとを設け、層bが少なくとも一方の最表面にあるようにし、微粒子Cの数平均粒径を0.1μm〜1.0μm、微粒子Cの樹脂Bに対する重量比を0.05%〜1.00%にし、樹脂Aのガラス転移温度TgA、樹脂Bのガラス転移温度TgBとした時、TgA+10℃<TgB、TgB>140℃にする。
(もっと読む)
ポリオレフィン系樹脂フィルムの製造方法
【課題】厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを、Tダイを用いた溶融押出法により効率良く生産する方法を提供する。
【解決手段】ポリオレフィン系樹脂に環状オレフィン系樹脂を0.1質量%から10質量%配合させポリオレフィン系樹脂組成物にすることで、厚みムラが少なく、薄いポリオレフィン系樹脂フィルムを効率よく生産することができる。なお、「薄い」とは厚みが20μmから150μm、「厚みムラが少ない」とはフィルム中央部のMD方向の厚み変動が3%以下であることをいう。
(もっと読む)
フィルムとその製造方法、液晶表示板用光学補償フィルム、偏光板および液晶表示装置
【課題】レターデーションの発現性および傾斜構造が大きく、フィルム面内の遅相軸方向または進相軸方向のいずれか一方向に傾斜方位を有し、且つ、面状が良好な熱可塑性フィルムの製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記第一挟圧面または前記第二挟圧面の少なくとも一方が弾性であり、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面のうち先に前記溶融物から剥離する方の挟圧面の剥離点において、前記挟圧面からのメルトの滑り性を低減する熱可塑性フィルムの製造方法。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 フィルム厚みが薄いフィルムであっても、面内のレターデーションの発現を実現でき、また、光学的に傾斜したフィルムの製造方法およびそのフィルムを提供する。
【解決手段】
コア層となる第一の熱可塑性樹脂組成物12と、スキン層となる第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18により連続的に挟圧してフィルム状に成形する。タッチロール28とキャスティングロール18により溶融物12Aに加えられる圧力が20〜500MPaであり、第一の熱可塑性樹脂組成物12のTgが第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’のTgより0.5℃〜50℃低い。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、液晶表示板用フィルム、及びフィルム製造装置
【課題】 長期間の製膜を行なった場合においても、溶融物の挟圧位置が変化せず、光学特性が安定したフィルムの製造方法、及びその方法により製造されるフィルムを提供する。
【解決手段】
熱可塑性樹脂を含有する組成物をダイ16から溶融押出し、溶融押出しされた溶融物12Aを、タッチロール28とキャスティングロール18の間に連続的に挟圧してフィルム状に成形する。架台50を移動させることにより、溶融物12Aの挟圧する位置が一定となるように調整しながら、溶融物12Aをタッチロール28とキャスティングロール18により挟圧する。
(もっと読む)
光学フィルムの製造方法及び製造装置、並びに光学補償フィルム
【課題】面状不良が低減され、大きなレターデーションを有し、かつ、光軸が大きく傾斜した光学フィルムの製造方法及び製造装置、並びに光学補償フィルムを提供する。
【解決手段】
フィルム製造装置10は、熱可塑性樹脂を含有する溶融樹脂を供給する供給工程部14と、溶融樹脂を挟圧部Aにおいて連続的に挟圧して、フィルム状に成形する成膜工程部15と、成形された樹脂フィルム12を冷却するフィルム温度調節工程部16とを備える。フィルム温度調節工程部16では、樹脂フィルム12がキャスティングロール(「第2挟圧面」に相当)26上で搬送される間に、キャスティングロール26とは反対側から、冷却風噴射部40により冷却風を吹き付けて、樹脂フィルム12を冷却する。
(もっと読む)
21 - 40 / 147
[ Back to top ]