
Fターム[4F207AB11]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 充填剤(増量剤、強化剤) (186)
Fターム[4F207AB11]に分類される特許
41 - 60 / 186
高せん断装置を用いた高せん断方法
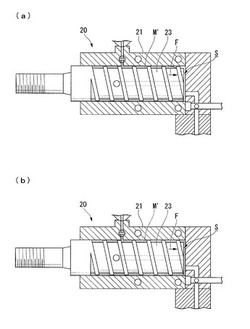
【課題】高せん断時に材料の圧力波形などの挙動を安定させて材料を混練することで、高品質のブレンド材を製造することができる。
【解決手段】樹脂を可塑化して溶融するための可塑化ユニットにおいて、溶融樹脂M´を内部帰還型スクリュー23を備えた高せん断ユニット20の加熱筒21内に注入し、注入工程後に内部帰還型スクリュー23を中速回転により回転させて、加熱筒21内の溶融樹脂M´を所定時間だけ内部帰還型スクリュー23の送り側へ移送する工程と、移送工程の後、内部帰還型スクリュー23を高速回転させて溶融樹脂M´に高せん断応力を与えて混練するようにした。
(もっと読む)
押出成形体及びケーブル

【課題】管路に既設の電線やケーブルが多数存在しても、特別な治工具を用いることなく管路に通す布設作業が行え、作業能率を向上させられると共に通線本数も増やせるケーブルを提供する。
【解決手段】ケーブル1の押出成形体である外被14を、強さと表面の動摩擦係数が適切な範囲に設定されたものとすることから、外被14の機械的特性が向上して強度を得やすくなり、強度を維持しつつケーブル断面形状を細小化でき、管路への布設に際して通線本数を増やして管路の利用効率を高められると共に、表面が他の物体と接触した場合の摩擦が極めて小さくなり、管路への布設の際に既設の電線やケーブルがあっても、管路内面や他の電線、ケーブルとの接触に伴う摩擦抵抗が小さくケーブルをスムーズに進行させられ、潤滑剤を使用せずに済むなど、管路への布設作業を能率よく実施できる。
(もっと読む)
ポリオキシメチレン樹脂組成物の製造方法
【課題】ホルムアルデヒド放出量が著しく低減し、更には衝撃性、熱変色性に優れたポリオキシメチレン樹脂組成物が提供すること。
【解決手段】(A)ポリオキシメチレン樹脂、(B)ヒドラジド化合物、(C)充填材よりなるポリオキシメチレン樹脂組成物の製造方法において、ニーディング・ディスクで構成された溶融ゾーンと混練ゾーンを有するスクリューで(A)ポリオキシメチレン樹脂を、押出機のメインフィード口からバレル内に供給し、溶融ゾーンで溶融させた後、(B)ヒドラジド化合物、(C)充填材をサイドフィード口から供給し、混練ゾーンにて混練し、更にベント口から脱気しながら押出機のダイより連続的に押出すことを特徴とするポリオキシメチレン樹脂組成物の製造方法。
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
ペースト押出成形方法及びペースト押出成形体
【課題】充填材の含有率が高い場合であっても押出圧力の増加を効果的に低減できるペースト押出成形方法及びペースト押出成形体を提供する。
【解決手段】本発明に係るペースト押出成形方法は、ポリテトラフルオロエチレン、充填材、及び液状助剤を含有するポリテトラフルオロエチレン組成物を調製し、前記ポリテトラフルオロエチレン組成物をペースト押出成形する方法であって、前記ポリテトラフルオロエチレン組成物は、15〜60体積%の前記充填材とともに、押出圧力低減剤として、炭素数3〜40の炭化水素基を有する有機シラン化合物、有機チタネート化合物及び有機アルミネート化合物からなる群より選択される1又は2以上を含有する。
(もっと読む)
木質様成形品の製造方法および木質様成形品
【課題】コスト高の招来を防ぐとともに、確実に表面に柾目模様を構成することが可能な木質様成形品の製造方法および木質様成形品を提供することを目的とする。
【解決手段】木質様成形品1の材料になるとともに所定の融解点に設定されたベース材料と、木質様成形品1の材料になるとともに前記ベース材料よりも高い融解点に設定された添加材料とを、所定の重量比率で配合し、これらベース材料と添加材料とを混練・溶融して所定形状に成形することにより木質様成形品1を製造することを特徴とする木質様成形品1の製造方法と、この製造方法によって製造される木質様成形品1。ベース材料の融解点に合わせて成形を行うことで、融解点の高い前記添加材料が完全に融解しないまま、木質様成形品1が成形されることになり、添加材料を、ベース材料に対して、このベース材料の成形方向に沿って筋状に表出させることができる。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形による製法
【課題】ポリオレフィン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、冷却工程を改良して、シート外観が優れシートの表面が平滑な、ポリオレフィン系樹脂積層発泡シートを製造する。
【解決手段】発泡性ガスを含有し押出成形により発泡層を形成するポリオレフィン系樹脂(A)と、充填材を含有し押出成形により非発泡層を形成するポリオレフィン系樹脂(B)を溶融混練して積層し、成形ダイス出口より押出したシート状物を冷却ロール群で冷却して積層発泡シートを製造する方法において、第1の冷却ロールと第2の冷却ロールをベルト駆動により連動駆動させ、第3の冷却ロールをベルト駆動により駆動させることを特徴とする積層発泡シートの製造方法。
(もっと読む)
ペースト押出成形方法及びペースト押出成形体
【課題】充填材の含有率が高い場合であっても押出圧の増加を効果的に低減できるペースト押出成形方法及びペースト押出成形体を提供する。
【解決手段】本発明に係るペースト押出成形方法は、ポリテトラフルオロエチレン、充填材、及び有機系液状助剤を含有するポリテトラフルオロエチレン組成物を調製し、前記ポリテトラフルオロエチレン組成物をペースト押出成形する方法であって、前記ポリテトラフルオロエチレン組成物は、15〜60体積%の前記充填材とともに、押出圧低減剤として、炭素数3〜40の炭化水素鎖を有する界面活性剤を含有する。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
積層体及びその製造方法
【課題】軽量であり、且つ、高剛性であることを特徴とする積層体を提供する。
【解決手段】基材層と、この基材層に積層された表皮材層と、を有する積層体であって、前記表皮材層は、ポリビニルアルコール繊維(A)と、ポリオレフィン樹脂(B)と、を含有するポリオレフィン樹脂組成物Aからなる層であり、前記基材層は、前記ポリオレフィン樹脂組成物A以外のポリオレフィン樹脂組成物Bからなる発泡体であることを特徴とする。
(もっと読む)
熱成型用のポリオレフィン系樹脂積層発泡シート及びそれを用いた熱成型物品
【課題】剛性や耐衝撃性などの物性が向上され、発泡層の表面の触感や外観も改良された、自動車用内外装材や部品材料を製造する方法を提供する。
【解決手段】(A)/(B)/(A)/(C)/(D)の層構成を有し、各層はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材と、ポリオレフィン系熱可塑性樹脂を含有する、ポリオレフィン系複合樹脂組成物層であり、複合樹脂組成物のMFRが0.2〜20g/10分である。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、190℃におけるメルトストレングスが5g以上である。(C)10〜1,500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下である。(D)10〜500μmの厚みを有すエラストマー層であり、デュロ硬度Aが90以下である。
(もっと読む)
炭酸カルシウムを含む発泡壁紙の製造方法
【課題】Tダイ押出し法により紙質基材上に未発泡樹脂層を積層する発泡壁紙の製造方法であって、発泡壁紙のカッターによる良好な切れ味を担保する量の炭酸カルシウムを含有する場合であっても、生産性が高く、しかも後の印刷工程においてフィッシュアイ等が生じ難い発泡壁紙の製造方法を提供する。
【解決手段】発泡壁紙の製造方法であって、以下の(1)〜(3)工程:
(1)紙質基材上に、電子線硬化型樹脂、熱分解型発泡剤、及び炭酸カルシウムを含む未発泡樹脂層形成用組成物をTダイ押出し機により押出し成形することによって紙質基材上に未発泡樹脂層を積層することにより、発泡壁紙用原反を製造する工程であって、
前記炭酸カルシウムの含有量は、電子線硬化型樹脂100重量部に対して20〜60重量部であり、
前記炭酸カルシウムの粒子径分布は、1〜100μmの範囲に全粒子の70重量%以上が含まれる、工程、
(2)前記未発泡樹脂層に含まれる電子線硬化型樹脂を電子線照射により架橋する工程、
(3)前記未発泡樹脂層を熱処理することにより、前記未発泡樹脂層に含まれる熱分解型発泡剤を発泡させる工程、
を順に有する、発泡壁紙の製造方法。
(もっと読む)
ポリオレフィン系樹脂による積層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、シート外観や各種の物性や容器の成型性に優れたポリオレフィン系樹脂積層発泡シートを生産効率よく製造する。
【解決手段】発泡性ガスを含有するポリプロピレン系樹脂(A)と、充填材を含有するポリオレフィン系樹脂(B)を別々のスクリュー型押出機にて溶融混練し、合流部分を通して積層して成形ダイスへ供給し、ダイス出口より吐出させることにより積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂のスクリュー先端部での樹脂温度を(T1)及び樹脂圧力を(P1)とし、充填材含有溶融ポリオレフィン系樹脂のスクリュー先端部での樹脂温度を(T2)及び樹脂圧力を(P2)としたときに、T1がポリプロピレン系樹脂の結晶化温度Tc+30〜70℃に調整され、P1が15〜30MPa、P2が10〜30MPaであり、0.8≦P1/P2≦1.8の関係を満たし、T2がT1−20≦T2≦T1+40を満たす、積層発泡シートの製造方法。
(もっと読む)
ポリオレフィン系樹脂多層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂と、充填材を含有した非発泡ポリオレフィン系樹脂を積層する押出発泡積層成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、各種の物性や容器の成型性に優れたポリオレフィン系樹脂発泡積層シートを生産効率よく製造する。
【解決手段】発泡性ガスを含有する溶融ポリプロピレン系樹脂(A)と、充填材を含有する溶融ポリオレフィン系樹脂(B)を別々の押出機にて溶融混練し、合流部を通して積層して成形ダイスへ供給し、ダイス出口より吐出させることにより積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂(A)の発泡倍率(X)が1.5〜6倍であり、ダイスの開度(L)が、発泡性ガス含有ポリプロピレン系樹脂(A)の発泡層の厚みをL1、充填材含有ポリオレフィン系樹脂層(B)の厚みをL2とした場合、L≦L1/X+L2の関係を満たす、積層発泡シートの製造方法。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートの押出成形方法
【課題】ポリプロピレン系発泡樹脂層と、充填材を含有した非発泡ポリオレフィン系樹脂層を積層する押出積層発泡成形において、発泡シートの気泡を微細にし、連続気泡率を抑制し、各種の物性や容器の成型性に優れたポリオレフィン系樹脂積層発泡シートを提供する。
【解決手段】発泡性ガスを含有するポリプロピレン系樹脂と、充填材を含有するポリオレフィン系樹脂とを別々の押出機にて溶融混練し、合流ブロックを通して積層して成形ダイスへ供給し、ダイス出口より吐出させて積層発泡シートを製造する方法において、発泡性ガス含有溶融ポリプロピレン系樹脂を、充填材含有溶融ポリオレフィン系樹脂の内側に合流させる際の合流角度が、15度から60度の角度であることを特徴とする、積層発泡シートの製造方法。
(もっと読む)
制御された冷却によりリサイクルされたPETを含む組成物を製造する方法
本発明は固体フィラーと熱可塑性バインダとを含む複合材料から造形品を製造する方法に関し、前記方法は以下の順々に続く工程:(a)固体フィラーと熱可塑性バインダとを混錬デバイスに供給する工程と;(b)固体フィラーと熱可塑性バインダとを混錬デバイスにおいて混合させ、複合材料を得るために、固体フィラーと熱可塑性バインダとの混合物にかける圧力が約100kPaないし約1500kPaの範囲にある工程と;(c)工程(b)で得られた複合材料を成形して造形品にする工程と;(d)工程(c)で得られた造形品を冷却する工程であって、造形品を少なくとも約5℃/分ないし約120℃/分の冷却速度で冷却する工程とを含む。造形品は好ましくはスラブであり、これは押出成形およびまたは射出成形技術により床、キッチン作業面、キッチントップ、バスルーム、内装材および外装材ならびに他の二次元形状の装飾において非常に好適に使用できる。 (もっと読む)
繊維複合材料の製造方法
【課題】本発明の目的は、引っ張り強度、曲げ強度に優れた繊維複合材料を得ることにある。
【解決手段】セルロース繊維がマトリックス樹脂中に分散して含有される繊維複合材料の製造方法であって、該セルロース繊維と該マトリックス樹脂を含む溶融樹脂組成物を伸長流動混合することを特徴とする繊維複合材料の製造方法。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
スクリュー及びその製造方法
【課題】肉盛り溶接法により製造される樹脂押出用のスクリュー及びその製造方法であって、従来のものと同等の品質を有し、生産性が高く経済的な樹脂押出用のスクリュー及びその製造方法を提供する。
【解決手段】本発明に係るスクリュー10は、スクリュー本体11のらせん羽根13の頂部に、耐摩耗性の硬化層15を有する樹脂押出用のスクリューであって、前記硬化層15は、前記らせん羽根13の側面より内部側に設けられている。上記発明において、硬化層15は、前記らせん羽根13の側面より0mmを越え4mm以下内部側に設けられているのがよい。また、硬化層15の厚さは、1〜4mmにすることができる。
(もっと読む)
木粉高充填樹脂成形体及び屋外設置用構造物
【課題】熱可塑性合成樹脂における微視的なクリープ現象の発生を抑制することで、水分の多い屋外で用いた場所でもクラックの発生が起こりにくい木粉高充填樹脂成形体と屋外設置用構造物を提供する。
【解決手段】熱可塑性樹脂に木粉と架橋剤を配合させて配合成分を架橋させることで、熱可塑性樹脂の各分子鎖間の結合が多くなり、それぞれがより強固に結合する。木粉を取り巻く熱可塑性樹脂の各分子鎖間結合が強固になることで、吸湿による木粉の膨張が抑制され、木粉高充填樹脂成形体の吸水性を低下できる。このため、熱可塑性樹脂100重量部に対して木粉65〜400重量部を高充填されていても、吸水による寸法変化やクラックの発生を起こりにくくできる。
(もっと読む)
41 - 60 / 186
[ Back to top ]