
Fターム[4F207AB11]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 充填剤(増量剤、強化剤) (186)
Fターム[4F207AB11]に分類される特許
101 - 120 / 186
組成物、成形体とその製造方法、およびフィルムとその製造方法
【課題】広範なマトリクス材料を用いても混ぜ合わせることが可能であって、なおかつ、透明性と低熱膨張性に優れた複合材料を提供する。
【解決手段】短軸長が3〜100nmで長軸長が10〜2000nmである有機物結晶と、マトリクス材料とを含む組成物であって、前記有機物結晶には界面活性剤が吸着しているか、ケイ素、チタン、アルミニウム、リン、ジルコニウム、バリウム等の無機元素が含まれているか、あるいは、前記有機物結晶には−(L1)n−R1[L1は−O−、−CO−、−COO−等、nは0〜4、R1は有機基を表す。]で表される有機基が存在している。
(もっと読む)
石炭灰充填熱可塑性樹脂組成物、それを用いてなる成形体及び該成形体の製造方法
【課題】成形に付しても、クロムメッキされたスクリューやシリンダーを備えた成形機のメッキ面が腐蝕されず、また、加水分解性の熱可塑性樹脂も用いうる石炭灰充填熱可塑性樹脂組成物、該組成物を用いて得られる成形体及び該組成物より成形体を製造する方法を提供する。
【解決手段】石炭灰充填熱可塑性樹脂組成物を、複数種類の熱可塑性樹脂混合物に対して石炭灰が充填された熱可塑性樹脂組成物であって、熱可塑性樹脂の一部にポリ塩化ビニルを含んで成るものとする。該組成物において、ポリ塩化ビニルの熱可塑性樹脂全量に対する含有割合は0.01〜5質量%であるのがよく、熱可塑性樹脂にポリエチレン、ポリプロピレン及びポリスチレンの中から選ばれた少なくとも一種を含むのがよい。石炭灰充填熱可塑性樹脂成形体は該組成物の溶融混練物を成形してなるものであり、該組成物を溶融混練成形することにより得られる。
(もっと読む)
押出機の原料供給制御方法及び装置
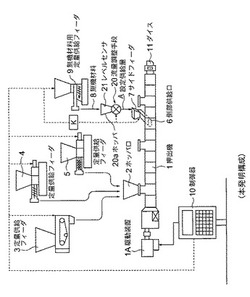
【課題】本発明は、無機材料用定量供給フィーダとサイドフィーダとの間に流量調整装置を設け、サイドフィーダに供給される無機材料の供給量を一定とし、過剰供給による押出機の損傷を防止することを目的とする。
【解決手段】本発明による押出機の原料供給制御方法及び装置は、流量調整手段(20)からサイドフィーダ(7)への無機材料(8)の供給量は、予め設定された設定供給量(A)とし、無機材料用定量供給フィーダ(9)から流量調整手段(20)へ供給される無機材料(8)の供給量が設定供給量(A)を超えた場合でも、設定供給量(A)の無機材料(8)がサイドフィーダ(7)から押出機(1)内へ供給される方法及び構成である。
(もっと読む)
木質系成形品の製造方法及び木質系成形品

【課題】フィラー中充填となる木質系材料を用いた素材から樹脂含有ペレット等の木質系成形品を製造する際、木質系材料の分散が良好で本成形品の強度を向上させる木質系成形品を製造することを課題とする。
【解決手段】100重量部の微粒状又は繊維状の木質系材料M1と、0.1〜42重量部の相溶化剤M3と、を少なくとも含み、かつ、少なくとも前記微粒状又は繊維状の木質系材料M1が減容化された素材M5を押出機構A13により混合しながら不定形の状態で押し出し、押し出された不定形の素材M10と、前記相溶化剤M3の配合量と合わせて43〜240重量部となる配合量の樹脂M2と、を少なくとも用いた素材M32を押出機構A53により混合しながら押し出して成形することにより、樹脂含有ペレット(木質系成形品)M40を製造する。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
押出し成形品
【課題】成形品の強度を向上させることができる押出成形装置を提供することである。
【解決手段】補強用繊維を含有した成形材料をダイ1の押出孔2から連続的に押し出して、前記成形材料を成形品に成形する押出成形装置であって、前記押出孔2内または押出孔2近傍のダイ1内に成形材料を攪拌するための攪拌手段を設けたものある。攪拌手段としては、押出孔2内またはその近傍のダイ1内に位置し且つ回転するピン5の外周に設けた線材7などが使用される。この押出成形装置により、前記成形材料を成形して成形品を製造する。
(もっと読む)
ポリプロピレン系樹脂組成物
【課題】高い剛性を有するポリプロピレン系樹脂組成物を提供する。
【解決手段】(A)プロピレン系重合体60〜95重量%と(B)タルク5〜40重量%とを溶融混練してなり、溶融混練した熱可塑性樹脂組成物中の(B)成分のレーザー回折法によって測定した重量平均粒子径が10μmより大きく15μm以下であり、且つ重量基準の粒子径のピークが8〜16μmの範囲内であるポリプロピレン系樹脂組成物。
(もっと読む)
広い用途範囲を有する形状記憶成形品の製造方法
【課題】射出および押出によって形状記憶成形品を製造することに関して、広い温度範囲に適用できる形状記憶成形品の製造方法を提供する。
【解決手段】a)イソシアネート末端プレポリマーを形成するために、約2000〜約4000g/molの分子量、および官能価2を有する一以上の直鎖状ヒドロキシル末端ポリオールと、有機ジイソシアネートの第1部分を約1.1:1〜約1.9:1のNCO:OHモル比で反応させる。b)段階a)で製造されたプレポリマーと、有機ジイソシアネートの残りの第2部分を混合する。c)熱可塑性ポリウレタンを形成するために、段階b)で製造された混合物と、約60〜約350g/molの分子量を有する一以上のジオール鎖延長剤を反応させる。
(もっと読む)
軟質塩化ビニル系樹脂積層体およびその製造方法
【課題】共押出時の成形加工性に優れ、良好な機械特性を発現する軟質塩化ビニル系樹脂積層体およびその製造方法を提供する。
【解決手段】塩化ビニル系樹脂組成物よりなる(A)層と、その両側に少なくとも各1層の塩化ビニル系樹脂組成物よりなる(B)層を最外層に有する軟質塩化ビニル系樹脂積層体であって、(A)層を構成する塩化ビニル系樹脂組成物が、塩化ビニル系樹脂100質量部に対し、可塑剤10〜50質量部を含む塩化ビニル系樹脂組成物であり、(B)層を構成する塩化ビニル系樹脂組成物が、塩化ビニル系樹脂100質量部に対し、可塑剤10〜50質量部および平均粒径が0.05〜5μmの無機粒子0.1〜5.0質量部を含む塩化ビニル系樹脂組成物である軟質塩化ビニル系樹脂積層体である。
(もっと読む)
中空押出成形体
【課題】弾性率が高く、大変形を伴う衝撃に強い中空押出成形体を提供する。
【解決手段】中空押出成形体を、曲げ弾性率が3GPa以上のフライアッシュ含有熱可塑性樹脂組成物からなる中空押出成形体であって、中空部を、その断面積が、それと成形体の断面積との総和の10〜90%を占めるようにしてなるものとする。該熱可塑性樹脂組成物において、フライアッシュの含有割合は10〜95質量%、シャルピー衝撃値は1.5〜20kJ/m2、熱可塑性樹脂の少なくとも一部がポリオレフィン系樹脂であるのが好ましい。
(もっと読む)
反射フィルム及び反射板
【課題】高い反射性能を実現することができ、かつ、高温環境下で保存されても寸法変化の少ない反射フィルムを提供すること。
【解決手段】反射フィルムは、脂肪族ポリエステル系樹脂および微粒状充填剤を含有する樹脂組成物Aを主成分とするA層と、日本工業規格JIS K7210に基づく300℃におけるメルトフローレート(MFR)が30〜80g/10minであるポリカーボネート系樹脂を含む樹脂組成物Bを主成分とするB層とを有する。また、脂肪族ポリエステル系樹脂は乳酸系重合体であることが好ましい。
(もっと読む)
炭素短繊維集合体、熱伝導性成形体及びその製造方法
【課題】成形体にした際に、熱伝導率と添加濃度との関係において閾値を持つような炭素短繊維を提供する。
【解決手段】適切な長さの炭素短繊維を適切な濃度で用いると、熱伝導率の閾値が、ハンドリングのしやすい範囲で発現する。このような炭素短繊維をシリコーン樹脂と成形体にし、柔軟性と熱伝導性を兼ね備える熱伝導性成形体を提供する。
(もっと読む)
短繊維配向ゴム又は合成樹脂の製造法及び押出成形用拡張ダイ
【課題】短繊維を周方向に効率良く配向させることにより、周方向において優れた機械的性質を有する筒状体を容易に成形することができる短繊維配向ゴム又は合成樹脂の製造法及び押出成形用ダイヘッドの提供を目的としている。
【解決手段】短繊維が混錬されているゴム又は合成樹脂を断面環状の成形空間6から押し出し、短繊維を所定方向に配向させたゴム又は合成樹脂の筒状体を成形する方法であり、成形空間6において径が押出方向に拡大する拡張部9を通過させ、成形空間9の入口部6iの流路幅Wiと出口部6oの流路幅Wo、及び、成形空間6の軸心を中心とする入口部6iの半径Riと出口部6oの半径Roとが、Wo/Wi<Ro/Riの関係を満たしている。そして、成形する前記筒状体の周方向の機械的性質に応じ、Ro/Riの値を2≦Ro/Ri≦8の範囲内で調整することによって前記短繊維の配向を調節する。
(もっと読む)
ゴムマンドレル
【課題】耐熱老化性に優れると共に、補強材のブラスメッキスチールコードとの良好な接着性に有し、耐久性に優れたゴムマンドレルを提供することを目的とすること。
【解決手段】ブラスメッキスチールコードを補強材とし、(A)エチレン−(メタ)アクリル酸エステル共重合ゴム及び/又は水素化されたアクリロニトリル−ジエン共重合ゴムからなるゴム成分100質量部に対して、(B)フェノール樹脂1〜30質量部、(C)シリカ1〜30質量部、(D)特定構造のトリアジン系化合物0.1〜5質量部、及び(E)有機過酸化物1〜15質量部を配合してなるゴム組成物で形成したゴムマンドレルである。
(もっと読む)
短繊維入り未加硫ゴムテープの製造方法及びその製造装置
【課題】短繊維の配向方向を任意に調節可能な短繊維入りの未加硫ゴムテープの製造方法及びその製造装置を提供する。
【解決手段】芯体5をクロスヘッド押出機3のクロスヘッド4に通し、該クロスヘッド4から短繊維入り未加硫ゴム2を押し出しつつ、芯体5を回転させながら中心軸6方向Bに移動させることによって、芯体5の周囲に短繊維入り未加硫ゴム層11を形成し、芯体5とともに回転しながら移動する未加硫ゴム層11に切断手段12を接触させ、未加硫ゴム層11を螺旋状にテープ状に切り出す短繊維入り未加硫ゴムテープの製造方法であって、クロスヘッドダイ9を回転させながら芯体5をクロスヘッド4に通すことによって、クロスヘッドダイ9と芯体5の回転速度の差によって未加硫ゴム層11中の短繊維1の配向方向Cを調節する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
木粉配合樹脂成形体
【課題】基材部の一部分のみを表層によって被覆するような木粉配合製品において、表層部の樹脂と基材部の樹脂との間の流速差を低減し、所望の成形体を成形することが可能である木粉配合樹脂成形体を提供する。
【解決手段】基材部と該基材部の周囲の少なくとも一部を被覆した表層部とを備えて構成された石油由来樹脂成分の使用量が低減されている木粉配合樹脂成形体において、基材部を20質量%以上50質量%以下のポリオレフィン樹脂と50質量%以上80質量%以下の木粉とからなる木質系熱可塑性樹脂混合物により形成し、表層部を70質量%以上のポリオレフィン樹脂と30質量%以下の木粉とからなる熱可塑性樹脂混合物により形成し、表層部および基材部を構成する樹脂混合物の溶融粘度比(見かけ粘度比)を180℃、せん断速度10(1/s)以上100(1/s)以下の測定条件で、1/10以上1/1.1以下(表層部/基材部)とする。
(もっと読む)
ポリスルホンポリマーを含有する微細構造化フィルム
【課題】向上された熱安定性、光再利用能力、および複製忠実パーセントを提供する透明微細構造化ポリマーフィルムの提供。
【解決手段】本発明は、その少なくとも1面に微細構造を含むフィルムに関し、そのフィルムはポリスルホンポリマーを含む。かかるフィルムは向上された熱安定性、光再利用能力、および複製忠実度を示す。
(もっと読む)
可塑化混合物とその硬化方法
可塑化セラミックス成形用混合物及びこの混合物の硬化方法であり、この混合物は、無機粉末と、少なくとも1種の可塑化有機バインダーと、放射線硬化性モノマーと光開始剤と、水とからなり、硬化方法は、押し出し成形された混合物の表面に、押し出しに引き続いて電磁エネルギーを印加することによってその表面を硬化させるものである。  (もっと読む)
(もっと読む)
発泡成形体およびその製造方法
【課題】軟質樹脂、フィラー高充填樹脂、高発泡倍率成形などのスキン層を有する発泡成形体の成形方法であり、成形後、シート状基材を剥がさずに一体化して使う際には、従来は接着剤を用いてラミネートやラッピングといった手法で複合化していたものを熱融着で貼り合わせることで、接着剤を使わず、リサイクル性の向上や環境負荷の低減を達成することが可能な成形方法。
【解決手段】少なくとも、熱可塑性樹脂、熱膨潤性マイクロカプセルおよびフィラーを含み、スキン層を有する発泡成形体において、熱可塑性樹脂溶融体1を滑りサイジングダイ3を通過させる際に、シート状基材6を熱可塑性樹脂溶融体と滑りサイジングダイとの間に通過させることを特徴とする発泡成形体の製造方法。及び、前記発泡成形体の製造方法を用いて熱可塑性樹脂溶融体を発泡成形したことを特徴とする発泡成形体。
(もっと読む)
101 - 120 / 186
[ Back to top ]