
Fターム[4F207AB11]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 充填剤(増量剤、強化剤) (186)
Fターム[4F207AB11]に分類される特許
121 - 140 / 186
合成樹脂成形体
【課題】特に、耐水性が良く、熱膨張による突き上げのない床材、壁材、天井材、建具類等の建築材料や車両内装材、電気機械器具の部品や筐体等の各種用途に好適な合成樹脂成形体を提供すること。
【解決手段】合成樹脂成形体の裏面側の、下向きの凹部の成形体側から成形体内部に向けて成形体の厚みの4分の1〜2分の1程離れた箇所に、成形体の厚みの4分の1〜2分の1の深さの上向きの切り欠きを設け、合成樹脂成形体の裏面側の、前記上向きの凹部の成形体側から成形体内部に向けて成形体の厚みの4分の1〜2分の1程離れた箇所に、成形体の厚みの4分の1〜2分の1の深さの上向きの切り欠きを設けてなることを特徴とする。
(もっと読む)
押出ダイのクリーニング方法および装置
押出ダイの出口面付近においてダイオリフィス上にワイヤを通過させることによって、押出ダイを、特にいわゆるダイドリップについてクリーニングすることができる。押出の操作は、ワイヤを押出物の流れに通過させることで影響を受けることはなく、したがって、押出操作は、クリーニングプロセスのために中断される必要がない。この方法は、特にポリマーが押出されるダイのクリーニングに有用である。  (もっと読む)
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法

【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
ストランドの製造方法
【課題】 表面外観が良いストランドの製造方法の提供。
【解決手段】 (A)熱可塑性樹脂100質量部、(B)前記(A)成分の熱可塑性樹脂中に分散した状態で粒子径が100μm以下の粒子状セルロースエステル及び/又は繊維状のセルロースエステル0.1〜50質量部、並びに(C)セルロース系充填材10〜300質量部を含有する熱可塑性樹脂組成物から得られるストランドの製造方法であって、
(a)前記熱可塑性樹脂組成物をヘンシェルミキサー中で加熱しながら混練し、造粒する工程、(b)前記(a)工程で得られた造粒物を冷却する工程、(c)前記(b)工程で冷却された造粒物を押出機に供給して、ストランド状に押し出す工程、を有しているストランドの製造方法。
(もっと読む)
多層熱可塑性フィルム
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出できる。 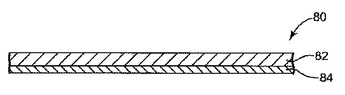 (もっと読む)
(もっと読む)
被覆プロセス及び物品
固相重合処理により進行できる熱可塑性ポリマーを少なくとも1種の非類似熱可塑性ポリマー又は有機若しくは無機粒子状充填剤とブレンドする。このブレンドを固相重合処理し、固相重合前のブレンドの物理的若しくは化学的特性と異なる少なくとも1つの物理的若しくは化学的特性を示す改質ポリマーアロイ又は充填剤添加したポリマーブレンドを与える。改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの接着性層で支持体を被覆する。改質ポリマーアロイ又は充填剤添加ポリマーブレンドは、改質ポリマーアロイ若しくは充填剤添加ポリマーブレンドの溶融粘度と類似の溶融粘度を示す熱可塑性押出ポリマーの層と同時押出及び支持体に塗布でき、接着性被覆を形成する。 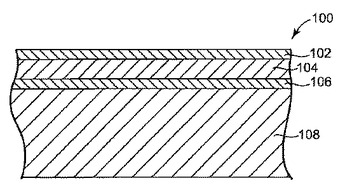 (もっと読む)
(もっと読む)
ポリアミド系混合樹脂積層フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行うことが可能な二軸配向ポリアミド系混合樹脂積層フィルムロールを効率的に製造し得る製造方法を提供する。
【解決手段】製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シート4を得る溶融押出冷却工程、未延伸シート4を縦横に二軸延伸する二軸延伸工程、二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、直流高圧を印可した電極6と溶融状態のポリアミド系混合樹脂積層シート2との間に、ストリーマコロナ状態のコロナ放電7が行われ、溶融状態のポリアミド系混合樹脂積層シートに移動冷却体面と密着させるのに十分な電荷が付与される。そして、得られたフィルムロールの沸水収縮率や厚み方向の屈折率等の物性の変動幅が、所定の範囲になるように調整される。
(もっと読む)
一体押出成形体および建築用部材
【課題】被覆層と芯材との十分な接着性を有し、しかも生産性に優れた一体押出成形体および建築用部材を提供する。
【解決手段】アルミニウム製芯材1の外表面における周方向の一部または全部に、該芯材の長手方向に沿って合成樹脂からなる少なくとも2層以上の被覆層2が形成されてなり、被覆層2は、芯材と接触する合成樹脂層がポリエステル系樹脂層であり、芯材は、少なくとも被覆層形成領域において封孔処理を伴わないアルマイト処理が施されている一体押出成形体および該一体押出成形体からなる建築用部材。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
床材の製造方法および床材
【課題】木質感やリサイクル特性に優れた木質樹脂発泡成形体を基材とする床材を製造する際に、成形後の熱可塑性樹脂の結晶化度を高めることができる製造方法を提供する。
【解決手段】熱可塑性樹脂および木質系充填剤を含有する木質樹脂組成物を発泡成形してなる木質樹脂発泡成形体を備えた床材の製造方法において、押出機から押し出された押出基材を、押出機付帯の冷却サイジングダイAで冷却し、連続して設けられた加温サイジングダイBで加温し、連続して設けられた冷却サイジングダイCで冷却することを特徴とする床材の製造方法。
(もっと読む)
押出セルロース高分子組成物およびそれを製造するシステム
本発明は、オリフィスで構成されたセル状木材プラスチック複合材料を製作する装置に関し、これは、材料の均一な流れが移行型板に到達するように、押出機(12)のアダプタから、移行型板(30)に複合材料を供給する。さらに、本装置は、材料の流れを流束抑制型板(60)に誘導し、材料の等量が流束抑制型板の全ての領域に確実に供給されるようにする移行型板;材料の流れに十分な抵抗を提供し、流束抑制型板との関係で上流側において、材料の部分の溶融圧力を高める流束抑制型板であって、多数の適当な寸法形状のストリームに流れを分割することにより、この抑制により生じる温度上昇を制御する流束抑制型板;流束抑制型板からの分離ストリーム流を、材料の単一のストリーム流に溶解する圧縮型板(70)であって、材料内でセルの不十分な形成が抑制されるレベルに、溶融圧力を維持する圧縮型板;完全に膨脹した材料が、所望のプロファイルに近い形状となるように、材料を定形するように構成された定形型板(80)であって、多数の均一セルが形成されるように、セルの形成および膨脹の速度を制御する定形型板;を有する。 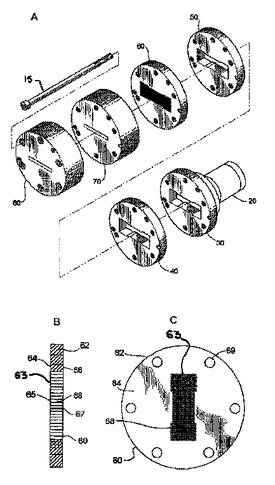 (もっと読む)
(もっと読む)
増加した強度を有する複合部材を製造する方法
本発明は、特に複合体の耐荷重能力及び総合的な強度を増加させることに焦点をあてた押出複合材料に関する。注入可能な適合した構造コア材料を用いて、押出複合材料の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料は、構造材料に対して所望のCTEを有するように調整する。コア材料は、また、複合部材の強度を増加させるための繊維及び固体構造充填材も含むことができる。目的は、複合材料が可能な最も高い構造耐荷重能力を有することを可能にして、これらの技術を、航空宇宙用途において、及び他の目的のために、木材の代替として用いることができるようにすることである。 (もっと読む)
低線膨張押出シート
【課題】平滑な表面を持ち、低線膨張で、2次加工が容易なシートを提供すること。
【解決手段】 単層もしくは複層からなるシートで、メイン層が熱可塑性樹脂(A)と充填剤(B)とからなり、該充填剤(B)はガラス繊維とガラス繊維以外の少なくとも1種の充填剤とからなっており、メイン層中の該充填剤(B)の含有割合は25〜70質量%であって、かつ、メイン層中のガラス繊維の含有割合が15質量%以上であり、シートの物性が、縦方向、横方向共に、線膨張係数が、1×10−5〜6×10−5/℃でかつ、シャルピー衝撃強さが4〜50KJ/m2である事を特徴とする厚みが0.3mm以上2.0mm未満の低線膨張押出シート。
(もっと読む)
熱可塑性樹脂組成物ペレットの製造方法
【課題】 押出機のベント部を外部から加熱する以外の方法で、ベント内部で脱揮成分が結露あるいは昇華することを抑制し、品質の優れたペレットを得ることができる熱可塑性樹脂組成物ペレットの製造方法を提供する。【解決手段】 ベント機構を有する押出機を用いて、ベント部を使用しながら、熱可塑性樹脂と添加剤、又は熱可塑性樹脂と無機充填材と添加剤とを溶融混練してダイスから吐出する熱可塑性樹脂組成物ペレットの製造方法において、押出機のベント部に不活性ガスを流通し、ベント部より排気口に向かって常時随伴気流を発生させる。 (もっと読む)
押出中空区分の形態にある多層複合体
【課題】層接着、および化学製品に対する耐性を考慮に入れた耐性、透過、並びに溶出に対する耐性に関して改善されている熱可塑性多層複合体を提供すること。
【解決手段】本発明は、外側層が、
(A)80から20重量部までの少なくとも1つのポリアミド(PA)および
(B)ポリエーテルアミド、ポリエステルアミド、ポリエーテルエステルアミド、ポリエーテルエステルエーテルアミドおよびそれらの混合物より構成される群から選択される、20から80重量部までの少なくとも1つのポリアミドエラストマー(TPE−A)に基づいた混合物によって成形されるものであり、(A)と(B)の総計が100重量部である、
そして中空区分が、高押出速度、特に20m/分を越える速度で生産され、その結果、低い押出速度で生産された以外は同一の中空区分に比較して、並びに特にポリアミドエラストマー添加剤なしに、同じ押出速度で生産されたポリアミド外側層を有する中空区分に比較しても、生産された中空区分が、破断時に高い伸び、特に200%を越える伸びを示し、破断時の伸びが、DIN EN ISO527−2によって仕上げられた中空区分で測定されたものである熱可塑性の外側層および少なくとも別の層を包含する、押出中空区分の形態にある多層複合体、特に熱可塑性多層複合体に関する。
本発明は、さらに、特に管またはホースの形態で、好ましくは液体燃料用の燃料ラインとして存在する多層中空区分を製造する方法に関する。
(もっと読む)
射出成形又は押出成形のためのマスターバッチの製造方法
射出成形又は押出成形のためのマスターバッチを製造する方法である。本発明は、射出成形又は押出成形のための供給原料を調製する方法に関し、有機、特にポリマーバインダーで混合された無機粉末からなる。この方法は、無機粉末の構成粒子は、ポリマーバインダーとそれらの混合の前に、粒状化工程を経る。 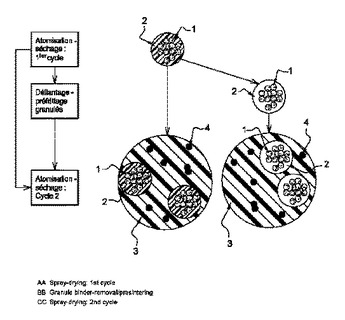 (もっと読む)
(もっと読む)
スチレン系樹脂押出発泡体及びその製造方法
【課題】環境適合性及び断熱性に優れるスチレン系樹脂押出発泡体を得る手段を提供する。
【解決手段】本スチレン系樹脂押出発泡体は、第1表層部分に存在する気泡における厚み方向の平均気泡径が0.05〜0.25mmであり(条件(a))、中心部分に存在する気泡における厚み方向の平均気泡径が、上記第1表層部分に存在する気泡における厚み方向の平均気泡径の0.7倍以上1.45倍未満であり(条件(b))、第2表層部分に存在する気泡における押出方向の平均気泡径に対する厚み方向の平均気泡径の比が1.2〜10である(条件(c))。
(もっと読む)
プラスチック成形機洗浄用樹脂組成物
【課題】優れた機内洗浄力および自己排出性を兼ね備え、より安全性で、容易に溶融混練できて均質なペレット化も容易なプラスチック成形機の洗浄用樹脂組成物を提供すること。
【解決手段】メルトマスフローレート0.01〜5g/10分(JIS K−6922−2に準拠して190℃での測定値)の熱可塑性樹脂100質量部、滑剤1〜20質量部、および無機充填剤5〜30質量部からなるプラスチック成形機洗浄用樹脂組成物であって、前記無機充填剤は、煮あまに油吸油量が100〜160ml/100g(JIS K−5101−13−2に準拠しての測定値)の炭酸カルシウムである。
(もっと読む)
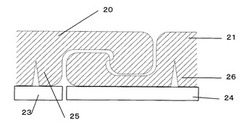
発泡樹脂押出成形体およびその製造装置
【課題】従来よりも軟質の熱可塑性樹脂を使用した木粉入り成形体や、高発泡倍率の成形体、複雑断面形状の成形体等をも、成形不良を発生することなく、片側しか発泡させても反りの生じなく、発泡しない側の表面強度が大きくなり、効率的に製造可能な発泡樹脂成形体およびその製造装置を提供すること。
【解決手段】発泡性熱可塑性樹脂を押出成形した発泡樹脂押出成形体において、押出樹脂の下方に発泡箇所を偏在させたものであって、前記発泡性熱可塑性樹脂の熱可塑性樹脂100重量部に対してタルクを5〜30重量部配合してなり、押出温度を170〜190℃としたことを特徴とする。
(もっと読む)
レンズフィルムの製造方法
【課題】外観及び柔軟性に優れる樹脂製のレンズフィルムを、押出成形により製造する。
【解決手段】メタクリル樹脂20〜95重量部及びアクリルゴム粒子5〜80重量部を含有する樹脂組成物を溶融させてフィルム状に押し出し、該フィルム状物を賦型ロールとタッチロールとの間に挟み込んで成形することにより、厚さ50〜500μmのレンズフィルムを製造する。メタクリル樹脂は、メタクリル酸アルキルを50〜100重量%、アクリル酸アルキルを0〜50重量%、及びこれら以外の単量体を0〜49重量%の割合で重合させてなる重合体であるのがよく、アクリルゴム粒子は、アクリル酸アルキルを50〜99.9重量%、これ以外の単官能単量体を0〜49.9重量%、及び多官能単量体を0.1〜10重量%の割合で重合させてなる弾性重合体を含有する粒子であるのがよい。
(もっと読む)
121 - 140 / 186
[ Back to top ]