
Fターム[4F207AB12]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 機能を特定したもの (993) | 着色剤、顔料(←染色性改善剤) (65)
Fターム[4F207AB12]に分類される特許
1 - 20 / 65
ベッドシーツの製造方法
【課題】 風合の良好なベッドシーツの製造方法を提供する。
【解決手段】 酸化チタン粉体を含有するポリエチレン樹脂よりなるマスターバッチを、ポリエチレンと混合したポリエチレン原料を準備する。このポリエチレン原料をTダイに供給し、押出ラミネート法により、不織布表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/不織布よりなる二層貼合品を得る。次に、このポリエチレン原料をTダイに供給し、押出ラミネート法により、ポリエチレンフィルム/不織布よりなる二層貼合品のポリエチレンフィルム表面にポリエチレンフィルムを貼合し、ポリエチレンフィルム/ポリエチレンフィルム/不織布よりなる三層貼合品のベッドシーツを得る。
(もっと読む)
高圧電線保護管
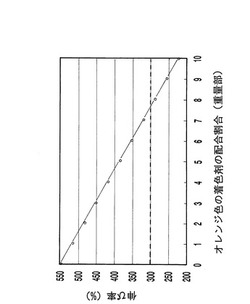
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
長尺材の製造方法

【課題】グラデーションを有する長尺材を提供する長尺材の製造方法を提供することを目的とする。
【解決手段】木粉と樹脂とを含む押出材10を押出成形して成形品本体13を形成し、木粉と樹脂とを含む表層材25と顔料20,23を混合して得られた被覆材27で、前記成形品本体13を被覆して同一断面を有する長尺材55を成形する成形工程を備え、
前記表層材25と前記顔料20,23の混合比率を前記成形工程中に変更する(ステップS4)ことを特徴とする。
(もっと読む)
フィルムキャパシタ用フィルム及びその製造方法
【課題】優れた耐電圧性、耐熱性、及び生産性を向上させる摺動性を有するフィルムキャパシタ用のシンジオタクチックポリスチレン系無延伸フィルム及びその製造方法を安価に提供する。
【解決手段】 シンジオタクチックポリスチレン系樹脂組成物からなる成形材料を、混練、調製して、押出機1からTダイス7でフィルムに溶融押し出しした後、圧着ロール9と、冷却ロール10との間に挟んで冷却して巻取管16で巻取ることにより、150℃において、最小値≧300V/μm、平均値≧380V/μm、標準偏差σ≦40の絶縁破壊電圧と、室温において≦0.50の動摩擦係数とを有するシンジオタクチックポリスチレン系無延伸フィルムからなる厚さ≦10μmのフィルムキャパシタ用フィルムを製造する。
(もっと読む)
粘着テープ
【課題】織布と樹脂フィルムの積層により形成される粘着テープであり、織布に煩雑な操作となるアンカー処理を行うことなく、織布と樹脂フィルムの剥離を防止することができる粘着テープであり、手切れ性に優れている粘着テープの提供。
【解決手段】ウーリー加工したポリエステル糸による織布を挟んで一方に高密度ポリエチレン及び低密度ポリエチレン層、他の一方に低密度ポリエチレンに、熱溶着樹脂を添加した層並びに低密度ポリエチレン層を、低温ラミネート形成法により積層体として形成し、その外側に粘着剤層を設けている粘着テープ。
(もっと読む)
着色ポリ乳酸系樹脂発泡体、着色ポリ乳酸系樹脂発泡成形体および着色ポリ乳酸系樹脂発泡体の製造方法
【課題】発泡性、成形性に優れ、色むらの少ない着色ポリ乳酸系樹脂発泡体を提供することを課題とする。
【解決手段】メルトフローレート0.5〜15g/10分および軟化点60〜180℃の熱可塑性樹脂、ポリ乳酸系樹脂ならびに着色剤を含み、
前記着色剤を、前記熱可塑性樹脂と前記着色剤との合計量100重量部に対して3〜50重量部含むことを特徴とする着色ポリ乳酸系樹脂発泡体により課題を解決する。
(もっと読む)
医療用チューブの製造装置、製造方法および医療用チューブ
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
タイヤ製造方法及び多層ゴム押出装置
【課題】カラーゴム材と、それを被覆する被覆ゴム材を多層ゴム押出装置から押出して、タイヤを構成する複合ゴム材を形成するときに、複合ゴム材の太さの変動を低減する。
【解決手段】多層ゴム押出装置1は、カラーゴム材を押出すカラーゴム材押出機2と、被覆ゴム材を押出す被覆ゴム材押出機3と、ギヤポンプ4と、クロスヘッド5とを有する。カラーゴム材押出機2から押出されたカラーゴム材をギヤポンプ4を通してクロスヘッド5に送り込み、被覆ゴム材押出機3から押出された被覆ゴム材をクロスヘッドに送り込む。クロスヘッド5は被覆ゴム材で被覆されたカラーゴム材からなる複合ゴム材6を押出す。ギヤポンプ4の有する定容性により、複合ゴム材6の太さの変動が小さくなる。
(もっと読む)
人工萱状物、及びその製造方法
【課題】 萱葺き屋根の維持コストを抑えることができ、また火事の危険も軽減できる萱の代替品として使用することができ、しかも、天然の萱に非常に近い外観で萱の雰囲気が損なわれない人工萱状物およびその効率的な製造方法を提供すること。
【解決手段】 熱可塑性樹脂から成る芯部1と;表面に不規則なシワ21が形成された熱可塑性樹脂から成る外層部2とから人工萱状物Rを構成し、またこの人工萱状物Rの製造において、押出成形機Mによって棒状の芯部1と筒状の外層部2を形成する第一のステップと;外部の開放空間において、外層部2をバルーン状に膨らませる第二のステップと;サイジング装置Sのダイス孔H3の入り口で膨張した外層部3を圧搾して表面に不規則なシワ21を形成する第三のステップと;サイジング装置Sで冷却賦形して芯部1と外層部2を一体化する第四のステップとを含む工程を採用した。
(もっと読む)
ポリフェニレンエーテル樹脂組成物の製造方法
【課題】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを二軸押出機に供給して加熱溶融混練するプロセスにおいて、スクリュー短径部分に滞留し、残留する、半溶融状態又は溶融状態のポリフェニレンエーテル固着物の発生を抑制する。
【解決手段】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを、二軸押出機に供給して加熱溶融混練するプロセスにおいて、溶融した前記(a)以外の熱可塑性樹脂の搬送領域に、(a)パウダー状ポリフェニレンエーテルを、二軸押出機のサイドから強制サイドフィーダーを用いて供給し、当該供給する部分の押出機のスクリュー構成を特定し、かつ、当該押出機のバレル設定温度を特定し、前記(a)パウダー状ポリフェニレンエーテルがパウダー状の固体状態で、前記溶融状態にある(a)以外の熱可塑性樹脂と混合するようにする。
(もっと読む)
表面保護フィルム
【課題】基材フィルムと粘着層を一回の製膜で一体的に作り出すことが出来、巻き取っても粘着剤が裏移りすることも無く、表面保護フィルムとしての機能である、適度の接着強度と伸縮性を有し、塗装面に対し、汚染性がない表面保護フィルムを提供する。
【解決手段】少なくとも、物品の表面に貼着される内層の粘着層と、外層の基材層とからなり、粘着層は、主成分がスチレン系ブロックコーポリマーであり、基材層は、直鎖状低密度ポリエチレンに高密度ポリエチレンを配合した混合樹脂からなる。また、前記粘着層と、前記基材層の間に白色顔料を含む中間層がある。
(もっと読む)
廃棄フィルムのリサイクル方法およびそれから製造される製品
本発明は、フィルム材料のリサイクルプロセスに関し、詳しくはラベル用の使用済み剥離ライナーを回収し、その使用済材料から新た剥離ライナー原料を構築するプロセスに関する。使用済みフィルムを使用するために、フィルムに固有粘度を増加させるためのプロセスを施す。更に、黄変を隠すために、着色剤を加えてもよい。ある実施態様において、多層複合フィルムが形成される。 (もっと読む)
アクリル系樹脂フィルム
【課題】アクリル系樹脂フィルムの特徴を損なわず、耐折曲白化性に優れ、フィッシュアイ等のフィルムの表面の凸部を減少させて表面性を改良し、印刷抜けを起こさず、かつフィルムの膜厚精度を向上させ、着色剤配合時の色ムラを改善する。
【解決手段】ゴム弾性体層を含む多層構造アクリル系樹脂を溶融押出法により成形したアクリル系樹脂フィルムであって、フィルム厚みが30〜300μmであり、フィルムを3cmの幅で区分した時に隣り合う区分の膜厚差が平均膜厚の1%以下かつ1m2中の膜厚精度が3%以下であるアクリル系樹脂フィルム。
(もっと読む)
複合樹脂パネル及びその製造方法
【課題】十分な遮光機能又は視界制御機能を発揮させ得るとともに表面模様の意匠性を高めることができる生産性に優れた複合樹脂パネルを提供する。
【解決手段】本複合樹脂パネル10は、着色透明又は無色透明の第1樹脂からなる基板11と、前記基板に設けられ、不透明又は着色透明の第2樹脂からなる帯板12と、を備え、前記帯板の端縁は前記基板の表面に露出している。前記基板には、該基板の平面に傾斜して互いに平行に複数の前記帯板が設けられていることが好ましい。
(もっと読む)
積層ヒンジシート及び電子パスポート用レーザーマーキング積層体及び電子パスポート
【課題】引裂、引張強度に優れ、かつ、この綴じ部の耐光、耐熱性を有し、更には、繰り返し曲げに対する抵抗性に優れた積層ヒンジシートを提供する。
【解決手段】柔軟性と加熱融着性を有する熱可塑性樹脂シートP(符号3)と、耐熱性と剛性を有する熱可塑性樹脂シートR(符号5)とが積層された積層ヒンジシートであって、熱可塑性樹脂シートPは、硬度ショアAが85以上、ショアDが70未満である熱可塑性エラストマーを含む熱可塑性樹脂Xを原料とするシートであり、熱可塑性樹脂シートRは、ASTM D882に準拠して測定した引張弾性率が1GPa以上、DSC法によるガラス転移温度が70℃以上である熱可塑性樹脂Yを原料とするシートである積層ヒンジシートC。
(もっと読む)
光反射シート
【課題】石油資源由来の樹脂を使用することなく、優れた光反射性を有する光反射シートを提供する。
【解決手段】本発明に係る光反射シートは、ポリ乳酸樹脂、酸化チタン、及び酸化チタン以外の無機フィラーを含有すると共に前記酸化チタンの含有量が5〜15質量%、前記無機フィラーの含有量が10〜30質量%である熱可塑性樹脂材料から押出成形により形成される。このため、ポリ乳酸樹脂という非石油系樹脂を用いて光反射シートを作製することができ、しかもこの光反射シートは優れた光反射性を有すると共に、充分な剛性をも有するようになる。
(もっと読む)
プラスチック成形材料を着色するための方法及び装置
本発明は、水性リキッドカラーを用いた着色プラスチック成形材料の製造法であって、該水性リキッドカラーを溶融したプラスチック成形材料に添加する方法に関する。さらに本発明は、該方法を実施するための装置を記載する。 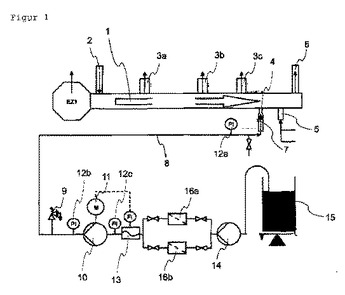 (もっと読む)
(もっと読む)
薄層樹脂被覆鋼管およびその製造方法
【課題】被覆樹脂層全体の厚さを300μm以下に押出し成形して成り、使用済み後は鋼管と樹脂を分離することなく、そのまま廃棄処分することができる薄層樹脂被覆鋼管およびその製造方法を提供する。
【解決手段】電縫鋼管10の表面の溶接ビートが除去処理され、次いでサイジングミルにより鋼管10の外周面の真円度を数十ミクロン単位に高める成形加工が行なわれ、この鋼管10の外周面に接着剤が塗布され、その上に多層ダイスにより鋼管10全周面へ均等厚さに押出された被覆樹脂層2を順次に複数層被覆して、被覆樹脂層2全体の厚さが300μm以下に押出し成形され、管軸方向に均等断面に構成されている。
(もっと読む)
スチレン系樹脂押出発泡体
【課題】発泡剤としての可燃性ガスを適量使用しながら気泡膜の厚みを一定以上にし熱伝導率および難燃性(特にガス燃焼)を良好なものとしたスチレン系樹脂押出発泡体を提供する。
【解決手段】気泡膜の厚みが2μm以上であり、JIS A1412−2:1999に規定された測定法において測定した熱伝導率が28w/K以下であり、JIS A9511:2006Rに規定された燃焼性の測定方法Aに合格する、スチレン系樹脂押出発泡体。
(もっと読む)
押出成形品の製造方法
【課題】基材に表皮材を積層した押出成形品を製造するにあたり、ベース材と種材を有する表皮材表面にベース材と明確に識別できる製造方法を提供する。
【解決手段】押出成形品の製造方法である。表皮材積層工程の前に、ベース材と種材を押出機で溶融混練する溶融混練工程と、溶融混練された表皮材をベース材と種材に分離させ、かつ、種材を縦断面の中心部に配置させる分離工程と、分離工程後の表皮材を、種材を分割するように表皮材全体を分割する分割工程と、分割工程後の表皮材の種材を、表皮材の縦断面の中心部に配置させる中心配置工程と、中心配置工程後の表皮材の縦断面を拡大する拡大工程とを有する。
(もっと読む)
1 - 20 / 65
[ Back to top ]