
Fターム[4F207AH17]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 車両(←軽車両)部材 (241)
Fターム[4F207AH17]の下位に属するFターム
車体(←ボディ、ドア) (1)
ステアリングホイール
タイヤ (106)
タイヤチェーン、無限軌条 (1)
ウエザーストリップ、モール(←トリム) (59)
バンパ (1)
パネル(←コンソールボックス) (2)
車両用内装材、クッション(←座席) (19)
ヘッドレスト (1)
Fターム[4F207AH17]に分類される特許
1 - 20 / 51
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
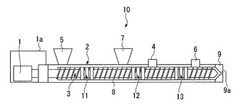
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
ポリ乳酸を含む樹脂組成物およびその製造方法

【課題】延性、耐衝撃性などの機械的性質および耐熱性に優れ、かつ安価な樹脂組成物を提供する。
【解決手段】(A)ポリ乳酸と、(B)ポリアミド11と、(C)ポリスチレンまたはポリアルキル(メタ)アクリレートをグラフトしたエポキシ基含有エチレン共重合体(C1)、あるいはエポキシ基を含有するスチレン系ブロック共重合体(C2)と、を含み、前記成分(A)が連続相を、前記成分(B)および成分(C)が分散相を形成する樹脂組成物。
(もっと読む)
ブレードラバー
【課題】耐劣化性の向上はもちろん、ネック部の柔軟性を向上させる。
【解決手段】ヘッド部21,リップ部22およびネック部23を、非ジエン系のゴム材料であるエチレンプロピレンゴム(EPDM)で形成して被覆部CP1とし、当該被覆部CP1の内部に、ジエン系のゴム材料である天然ゴム(NR)よりなるコア部CP2を設けた。これにより、ヘッド部21,リップ部22およびネック部23の耐劣化性を向上させることができる。また、ネック部23の内部にジエン系のゴム材料よりなるコア部CP2を設けたので、当該ネック部23の柔軟性を、天然ゴム(NR)単体での柔軟性に近付けることができる。よって、ネック部23の充分な柔軟性を確保して、ブレードラバー20を容易に反転させることが可能となり、ひいては、払拭性能を向上させつつビビリ音の発生を確実に抑制できる。
(もっと読む)
高圧電線保護管
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
同軸ケーブル
【課題】スリーブの挿入性向上を図るとともに冷熱衝撃による減衰量の低下防止を図ることが可能な同軸ケーブルを提供する。
【解決手段】同軸ケーブル1は、内部導体2を被覆する内部絶縁体3と、この内部絶縁体3を覆う金属箔付きフィルム4との間に、これらを融着により略密着状態にする部分を形成してなる。融着により略密着状態にする部分は、内部絶縁体3の軟化点よりも高い温度で押し出されるシース6の熱10を内部絶縁体3に伝えることにより形成される。具体的に、同軸ケーブル1は、シース6の押出成形に係る熱10が内部絶縁体3に伝わると、内部絶縁体3と金属箔付きフィルム4の樹脂フィルム部9との間に融着部7が形成される。
(もっと読む)
ポリアセタール樹脂押し出し成形品
【課題】剛性・靭性等の機械的特性に優れ、且つ、押し出し成形品を切削加工した際に反り、変形の少ない、押し出し成形品及びその切削加工品を提供すること。
【解決手段】本発明のポリアセタール樹脂組成物の押し出し成形品は、ポリアセタール樹脂(I)と、平均粒径が50nm以上500nm以下であり、pHが9.2以上10.0以下である軽質炭酸カルシウム(II)と、炭素数12〜27の1価の脂肪酸(III−I)と、炭素数28以上の1価の脂肪酸(III−II)と、脂肪酸のカルシウム塩(IV)と、を含有し、前記軽質炭酸カルシウム(II)の含有量が、前記ポリアセタール樹脂(I)100質量部に対して、5〜50質量部であり、質量比([(III−I)+(III−II)]/(II))が0.020〜0.050であり、質量比([(III−I)+(III−II)]/(IV))が3〜15である。
(もっと読む)
ケーブル及びその製造方法
【課題】外観、破断強度及び耐電圧を良好に維持しつつ細径にして、なおかつコストを抑制したケーブル及びその製造方法を提供する。
【解決手段】互いに撚り合わされた一対の絶縁電線1の周囲をシース6で覆ったケーブル10であって、絶縁電線1は、断面積が0.18mm2以上0.30mm2以下の錫銅合金からなる導体4を架橋ポリエチレンの絶縁体5で被覆してなり、シース6は、一対の絶縁電線1の周囲に押出被覆された非架橋ポリウレタンからなる内部シース2と、内部シース2の周囲に押出被覆された非架橋ポリウレタンからなる外部シース3とを有し、シース6の厚さが0.5mm以上であり、シース6の外径が4.0mm以下である。
(もっと読む)
押出し成形体
【課題】ダイスの寸法との乖離が小さい、成形体を与え得る熱可塑性エラストマー組成物を提供すること。
【解決手段】 下記成分(A)30〜70重量部および下記成分(B)70〜30重量部を含有してなる熱可塑性エラストマー組成物を押出し成形して得られる成形体(ただし、成分(A)と成分(B)の合計を100重量部とする)。
成分(A):ポリプロピレン系樹脂
成分(B):125℃におけるムーニー応力緩和面積が100〜300であるエチレン−α−オレフィン共重合体
成分(A)の20℃キシレンに不溶の成分の固有粘度(135℃、テトラリン)[ηcxis]が0.8〜2.3dl/gである前記成形体。
成分(A)の20℃キシレンに可溶の成分の含有量が8〜30重量%であり、該成分の固有粘度(135℃、テトラリン)[ηcxs]が1〜10dl/gである前記成形体。
(もっと読む)
断熱性能に優れた押出発泡成形体
【課題】 発泡剤としてフロン類を使用することなく、顕著な断熱性能の改善効果を有する断熱材用押出発泡成形体を提供することを課題とする。
【解決手段】 ギヤポンプによって昇圧されてなる発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂とを高圧下で厚み方向である上下方向に合流させて得られる積層溶融樹脂を流れ方向に押し出しながら大気圧下に開放し、金型で一定断面の形状に整えて連続的に成形することによって得られる多層押出発泡成形体であって、該多層押出発泡成形体が、厚み方向に発泡層が非発泡層を介して積層されてなる構造を有すると共に、該発泡層が、平均気泡径0.07〜0.25mmの気泡より構成されることを特徴とする多層押出発泡成形体を使用する。
(もっと読む)
燃料チューブ
【課題】複数の層を径方向に積層してなる燃料チューブ1において、コスト性、成形性、発泡品質を損なうことなく、チューブ1の導電性能の向上を図り、延いては、静電荷の蓄積によるスパークを防止する。
【解決手段】最内層4のみでなく該最内層4に隣接する内層5を導電性樹脂で形成するようにした。
(もっと読む)
樹脂成形品の成形方法
【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
ポリフェニレンスルフィド樹脂押出成形品
【課題】耐熱性、耐薬品性、耐摩耗性、電気絶縁性に優れるというポリフェニレンスルフィド樹脂本来の特性を損なうことなく、表面外観に優れたポリフェニレンスルフィド樹脂押出成形品を提供する。
【解決手段】メルトフローレート(ASTM D−1238−70に従い、温度315.5℃、荷重5000gにて測定)が30g/10分以下、220℃での結晶化時間が3.0分以上であるポリフェニレンスルフィド樹脂を主成分としたポリフェニレンスルフィド樹脂押出成形品を得る。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
成形品の製造方法、及び、被覆電線の製造方法
【課題】ポリテトラフルオロエチレンからなる成形品の厚みを極めて薄くすることができる成形品の製造方法を提供する。
【解決手段】本発明は、表面エネルギーが16〜20mN/mの有機溶剤(A)をポリテトラフルオロエチレンファインパウダーに添加して成形用組成物を得る工程と、前記成形用組成物を圧縮繊維化成形して成形品を得る工程と、を含むことを特徴とする成形品の製造方法である。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
表面保護フィルム
【課題】基材フィルムと粘着層を一回の製膜で一体的に作り出すことが出来、巻き取っても粘着剤が裏移りすることも無く、表面保護フィルムとしての機能である、適度の接着強度と伸縮性を有し、塗装面に対し、汚染性がない表面保護フィルムを提供する。
【解決手段】少なくとも、物品の表面に貼着される内層の粘着層と、外層の基材層とからなり、粘着層は、主成分がスチレン系ブロックコーポリマーであり、基材層は、直鎖状低密度ポリエチレンに高密度ポリエチレンを配合した混合樹脂からなる。また、前記粘着層と、前記基材層の間に白色顔料を含む中間層がある。
(もっと読む)
多層押出発泡成形体の製造方法及び製造装置
【課題】成形体を構成する各層の層構造の乱れを抑制することができる多層押出発泡成形体の製造方法を提供する。
【解決手段】発泡剤含有溶融樹脂Aと発泡剤非含有溶融樹脂Bとを高圧下で厚み方向に合流させて積層溶融樹脂Cを得る第1工程、積層溶融樹脂Cを幅方向中央で分割して離反させて分割積層溶融樹脂D1,D2を得る第2工程、分割積層溶融樹脂D1,D2を厚み方向に離反させる第3工程、分割積層溶融樹脂D1,D2が分離した状態で上下に揃うように位置を合わせる第4工程及び上下の分割積層溶融樹脂D1,D2を合流させて倍加積層溶融樹脂Eを得る第5工程を含み、前記第4工程と第5工程との間に、分割積層溶融樹脂D1,D2が上下に揃うように位置合せされた左右方向の位置関係を保持してこれらが分離した状態のまま下流側へ所定長さ移動させることにより左右の流速差を低減させる整流工程を設けた。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルム
【課題】優れた耐熱性を得ることができ、フィルムキャパシタの小型化や高容量化を実現し、フィルムの薄膜化や高い耐電圧性を満足させることのできるフィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルムを提供する。
【解決手段】成形材料1を押出機10に投入してTダイス20からフィルムキャパシタ用フィルム2を押し出し、この押し出したフィルムキャパシタ用フィルム2を引取機30の複数のロール間に挟んで冷却し、この冷却したフィルムキャパシタ用フィルム2を巻取機40の巻取管42に巻き取る製造方法で、成形材料1を、ポリエーテルイミド樹脂100質量部にフッ素樹脂1〜10質量部を配合することにより調製し、押出機10とTダイス20との間に、フィルムキャパシタ用フィルム2の平均厚さの0.5〜6倍以下の開口51を有するフィルタ50を介在し、フィルムキャパシタ用フィルム2を10μm以下の厚さとする。
(もっと読む)
押出成形用高熱伝導性熱可塑性樹脂組成物
【課題】 熱伝導性に優れ、かつ押出成形時の成形品にフィラー浮きなどの外観不良が無く良外観を示す、押出成形用樹脂材料を提供すること。
【解決手段】 メソゲン基とスペーサーからなる単位の繰り返しよりなり、樹脂単体での熱伝導率が0.45W/(m・K)以上である特定構造の高熱伝導性熱可塑性樹脂を少なくとも含有する、押出成形用高熱伝導性熱可塑性樹脂組成物。
(もっと読む)
1 - 20 / 51
[ Back to top ]