
Fターム[4F207AH23]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 車両(←軽車両)部材 (241) | ウエザーストリップ、モール(←トリム) (59)
Fターム[4F207AH23]に分類される特許
1 - 20 / 59
ウェザーストリップ
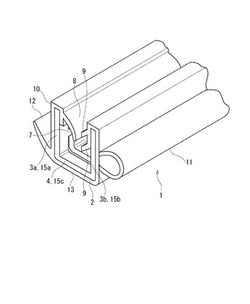
【課題】フランジのコーナー部から脱落しないウェザーストリップを提供する。
【解決手段】芯材2と被覆材13を有し略棒状に形成されるウェザーストリップ1であって、芯材2には、長手方向に沿って所定の間隔をおいて配列されるように形成される複数の短冊片を有し長手方向に対して直角な方向に所定の間隔をおいて対向するように形成される2つの側壁部3a,3bと、2つの側壁部3a,3bのうちの一方の側壁部3aにおいて、隣り合う短冊片どうしを一体に連結する連結部7とが形成され、被覆材13において、連結部7が形成される一方の側壁部3aの内周側には、連結部7が形成されない他方の側壁部3bに向かって突出する第一のリップ8が形成されるとともに、他方の側壁部3bの外周側には中空シール11が形成される。
(もっと読む)
自動車用オープニングシール及びその製造方法

【課題】特にコーナー部に組付けた状態で中空シール部に発生する伸縮状態を大きく軽減させることのできる自動車用オープニングシール及びその製造方法を提供する。
【解決手段】自動車用オープニングシール10に埋設されたワイヤー芯材20の車外側の非熱溶融糸221を、略U字形状に折り曲げられたワイヤー本体21の車外側肩口21aを形成する折り曲げ開始位置21cから、中空シール部12の内方側の付け根12aにおけるドア内周側の点51を垂下した位置52までの範囲R1に配置し、車内側の非熱溶融糸222を、ワイヤー本体21の車内側肩口21bを形成する折り曲げ開始位置21eから、爪部13の付け根における車内側側壁11bの開放端部側の点53をワイヤー本体21に対して垂下した位置54までの範囲F1に配置した。
(もっと読む)
車両用ウエストモールディングおよびその製造方法
【課題】 取付け時のばらつきや、取付け時の外力などによって、緩衝リップが捲くれたり、巻き込まれることがなく、緩衝および隙間の隠蔽などの緩衝リップの機能を十分発揮でき、優れた外観を有する車両用ウエストモールディングおよび製造方法を提供する。
【解決手段】 モールディング本体11の外壁部11cの下端部から、ドアパネル2に弾接するように突出する緩衝リップ16として、組付時にドアパネル2に弾接するように、外壁部の下端部から突出するシールリップ部16aの先端部から係止リップ部16bが伸び、その先端に形成された係止部16cが、外壁部11cの下端部に形成された折返し部11eに係止された状態で、折返し部11eとシールリップ部16aおよび係止リップ部16bとの間に中空部8が形成される車両用ウエストモールディング1。
(もっと読む)
ガスケットの製造方法
【課題】本発明は、押出部の両端部を接続して環状のガスケットとなす際に、接続後の型成形部の反力を抑制し、全周に亘って安定したシール性を有するガスケットの製造方法を提供することを課題とする。
【解決手段】本発明のガスケットの製造方法は、押出成形により中空シール部を有する押出部を形成する押出成形工程と、押出部の両端部を連結して連結部を形成する連結工程と、連結部を所定の金型内に配置して両端部の間に配置された未加硫材料とともに両端部を型成形する型成形工程とを備え、連結部は、押出部よりも軟質の材料からなる連結ピースの端部がそれぞれ押出部の両端部における中空シール部へ挿入されてなることを特徴とする。
(もっと読む)
複合部材
【課題】硫黄架橋ゴム部材と加飾層の熱可塑性樹脂部材との複合部材であって、経時による加飾層の変色が低減された複合部材を提供すること。
【解決手段】硫黄架橋ゴム部材104と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材1であり、前記熱可塑性樹脂部材100質量部に対して、炭酸マグネシウム0.1〜50質量部、及び/又は炭酸カルシウム0.1〜100質量部用いる。
(もっと読む)
車両用のウインドウモール及びその製造方法
【課題】ウインドウモールのテープ貼着面の幅寸法を小さくしてウインドウモールの幅寸法を小さくできるようにする。
【解決手段】ウインドウモール中間体(図示せず)は、ウインドウモール本体18及びリップ部19を一対備え、一対のウインドウモール本体18のうちのリップ部19と反対側の端部同士を接合した形状にすることで、一対のウインドウモール本体18のうちのテープ貼着面21の端縁21a同士が接合した状態である。このウインドウモール中間体のうちの一対のウインドウモール本体18の各テープ貼着面21に跨がって1本の両面テープ16を貼着した後、一対のウインドウモール本体18の接合部に沿ってウインドウモール中間体及び両面テープ16を分割することで、両面テープ16の側縁とテープ貼着面21のうちのリップ部19と反対側の端縁21aとが一致しているウインドウモール15を形成する。
(もっと読む)
ガラスランチャンネルとその組立体及び製造方法
【課題】軽量化を図りながら水分の吸収を抑制することができるガラスランチャンネルとその組立体及び製造方法を提供する。
【解決手段】ガラスランチャンネルの主体部をなすランチャンネル本体50は、基底部51と、車内側及び車外側の両側壁部52、53と、窓板20の両面に弾接可能な車内側及び車外側の両シールリップ62、65と、を備える。ランチャンネル本体50は、熱可塑性エラストマー材料と熱膨張性カプセルとを含む発泡性ポリマー材料より形成されると共に、発泡性ポリマー材料の発泡膨張によって形成された無数の発泡セルを有しており、ランチャンネル本体50は、吸水率が5%以下に設定されている。
(もっと読む)
シールストリップ及びその製造方法
【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
共押出圧延成形された一体端部形成を有する明るい押し出し成形による生産品
ウェザーストリップ及びウェザーストリップを形成する関連した方法は、第1材料で形成されると共に押し出し成形材料に少なくとも部分的に包まれたコアを有する本体を含む。明るいストリップ又は金属製の表示表面は、審美的な感じのよい明るいストリップを提供するために押し出し成形材料内に一体にされる。明るいストリップの端部は、一部品構造を提供するためにウェザーストリップの端部に形成される。 (もっと読む)
ウエザストリップ及びその製造方法
【課題】不織布層と接着層との接着性能の低下抑制を図ることにより、外観品質の低下を抑制することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面など、ウエザストリップの意匠面には、樹脂接着層25を介在させ、不織布で構成される不織布層26が形成されている。不織布層26は、着色された加飾層26aと、樹脂接着層25に接着する無着色の被接着層26bとを有している。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
自動車部材及びその製造方法
【課題】接合強度に優れ、接着力のバラツキを小さくすることができ、使用環境に長時間曝されても界面剥離を生じることのない自動車部材及びその製造方法を提供すること。
【解決手段】金属芯材2と、金属芯材2上に形成された接着剤層3と、接着剤層3を介して金属芯材2に積層されたポリオレフィン樹脂組成物層4とからなる。接着剤層3は、無水マレイン酸で変性したポリプロピレン樹脂を70〜99質量%と、スチレン−イソプレン−ブタジエンブロック共重合体及び/又はスチレン−αオレフィン共重合体を1〜30質量%とを混合してなる。接着剤層3の厚みは0.1〜10μmである。ポリオレフィン樹脂組成物層4は、TPO(熱可塑性ポリオレフィン)または、結晶性PP(結晶性ポリプロピレン)からなることが好ましい。
(もっと読む)
長尺装飾部材、及びその製造方法
【課題】実際の織布に近い外観を呈する装飾部材、及びその製造方法の提供。
【解決手段】長尺装飾部材W1は、押出成形により成形され、取付け部1と、取付け部1の表面に一体的に形成された加硫済ゴムから成る装飾部3とを備える。装飾部3は、内部で熱膨張した多数のマイクロカプセル6と、装飾部3の表面又はその近傍で破裂したマイクロカプセル6における外側に向けて開口した多数の凹部6aと、前記表面の近くで膨張したマイクロカプセル6が外側に向けて膨出した多数の突出部6bにより粗面化された表面を有する。装飾部3の表面には、少なくとも一つの長手方向及び/又は横方向に沿った凸条及び/又は凹溝が形成されている。凸条の外面及び凹溝の内面の少なくともいずれかに、多数の凹部6a及び前記突出部6bが不規則な位置に形成されている。
(もっと読む)
芯材の製造方法と製造装置及びトリム材の製造方法
【課題】芯材が埋設されたウェザーストリップを切断する際に、ウェザーストリップを芯材の所定位置で安定して切断できるようにする。
【解決手段】分離空間部24と芯材片部22と連結部23とを有する一次芯材を長手方向に移動させて、この一次芯材の移動長さを検出し、その移動長さがウェザーストリップの全長寸法K(ウェザーストリップを切断する長さ)に対応する所定値(K+α)に達する毎に、分離空間部24の寸法の2倍以上の寸法S2の切断用空間部25を形成する。これにより、切断用空間部25を形成すべき位置に切断用空間部25を容易に形成することが可能となり、切断用空間部25を有する二次芯材16Bを容易に製造することができ、この二次芯材16Bを埋設したウェザーストリップを切断する際に、二次芯材16Bの切断用空間部25の位置で安定して切断することができる。
(もっと読む)
芯材の製造方法及びトリム材の製造方法並びに芯材
【課題】トリム材に埋設される芯材に補強用変形部を効率良く形成できるようにすると共に、補強用変形部による芯材の剛性を十分に確保できるようにする。
【解決手段】スリッタローラ30で帯状金属板28の幅方向に延びるスリットを長手方向に所定間隔で形成して芯材片部を形成するスリット形成工程を実行した後、圧延ローラ31で帯状金属板28のうちのスリットが形成されていない部分を圧延してスリットを長手方向に拡大して空間部を形成する圧延工程を実行して、芯材片部と空間部とを有する一次芯材14Aを形成する。この後、変形部形成ローラ33で一次芯材14Aの幅方向に延びる補強用の凸状変形部と凹状変形部を長手方向に交互に繰り返し形成する変形部形成工程を実行する。この際、凸状変形部と凹状変形部を一次芯材14Aの長手方向に沿う断面が連続的にS字状(空間部を介して連続するS字状)になるように形成する。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
長尺キャビティを封止および音響減衰する方法、並びにそのために使用するインサート
キャビティ軸に平行なラインに沿って交差している少なくとも2つのキャリヤープレートを含んでなる封止および音響減衰のためのインサートを含んでなるキャビティを有する部材、並びにそのようなインサート。各キャリヤープレートは、2つのプレート表面を有し、長縁は、キャビティ長軸と本質的に平行に通り、前縁および後縁は、キャビティ長軸と本質的に垂直に通り、キャリヤープレートの垂直プレート軸がキャビティ長軸に垂直になるようキャリヤープレートは長尺キャビティ内に設置されている。挿入されたインサートは、キャビティ長軸に平行である少なくとも3つの小区域に長尺キャビティを分割している。130〜220℃の範囲の温度で加熱したときに熱膨張性材料が少なくとも1000%膨張することによって、熱膨張性材料の膨張後に、キャビティの小区域の全てが膨張材料で完全に満たされるよう、キャリヤープレートは、1つ以上のプレート表面上を、熱膨張性材料層で覆われている。これらのインサートの製造方法、およびこれらのインサートを用いたキャビティの封止方法もまた、特許請求されている。 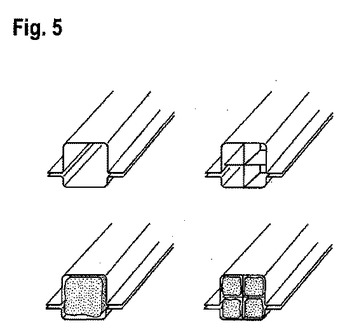 (もっと読む)
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
ウエザストリップ
【課題】トリム部内においてガス溜まりが発生してしまうことを防止でき、ひいては外観品質の低下を防止する。
【解決手段】ウエザストリップ4は、フランジ23に保持されるとともに、EPDM微発泡ゴムからなるトリム部5と、当該トリム部5から突出して設けられ、ドア閉時にドアの周縁に圧接されるシール部6と、複数の短冊状の骨片部31を有し、前記トリム部5内に埋設されるインサート14とを備える。前記トリム部5は、インサート14を覆うようにして押出成形された未加硫のEPDM微発泡ゴムに対して加硫処理を施すことで形成される。また、各骨片部31同士はセンターボンド部32で連結される。加えて、少なくとも各骨片部31のうち各センターボンド32間に位置する部位及び各センターボンド部32が、EPDMソリッドゴムからなる被覆膜51によって被覆される。
(もっと読む)
異形横断面形状の長尺な押出成形品およびその製造方法
【課題】押出成形後に室温付近まで冷却した際にも意図しない方向に湾曲や反りが発生しないことを実現し得る異形横断面形状の押出成形品とその製造方法を提供すること。
【解決手段】本発明により提供される異形の横断面形状を有する長尺な押出成形品80は、所定の横断面形状で長手方向にわたって形成される本体部80Aと補強部80Bとを備える。補強部80Bは、本体部80Aを構成するポリマー材料よりも結晶性樹脂の混合割合が高いポリマー材料であって固化したときに本体部80Aの硬度を上回る硬度を呈するポリマー材料から形成され、本体部80Aのうちの肉厚で結晶化度が高い部分の表面の一部に形成されている。
(もっと読む)
1 - 20 / 59
[ Back to top ]