
Fターム[4F207AR08]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 速度 (308)
Fターム[4F207AR08]の下位に属するFターム
回転速度(←回転数) (125)
加速度
Fターム[4F207AR08]に分類される特許
121 - 140 / 183
パイプソケットを備えて成るプラスチック複合パイプの連続製造のための方法と装置
第一押出機(1)からの内側管と第二押出機(2)からの外側管とが、搬送方向(4)に動く成形経路に押出され、当該外側管は、当該内側管と同心状である。通常の複合パイプ製造の際に、滑らかな内側管は、横溝が設けられる外側管と共に溶接される。通常の複合パイプ(10)から拡張されたパイプソケットに移行する際に、第一押出機(1)の押出速度は、速度n1,1から速度n1,2に増加させられる。パイプソケットの製造の際には、第一押出機(1)の速度は、速度n1,3に減少させられ、n1,2>n1,3>n1,1が適用される。  (もっと読む)
(もっと読む)
光拡散板およびその製造方法
【課題】隠蔽性に優れ、かつ2枚の偏光板と組み合わせた場合の表示コントラストが良好な光拡散板およびその製造方法を提供すること
【解決手段】上記光拡散板は、熱可塑性樹脂(A)と平均粒子径が1.5〜20μmの粒子(B)を含み、該粒子(B)の含有率が0.1〜10重量%である樹脂シートを、表面粗度が0.3s以下の金属ロールと表面粗度が0.3s以下の金属ベルトとの間に挟み、該金属ロールの温度が前記熱可塑性樹脂(A)のガラス転移温度より20〜50℃低い条件で引き取ることにより製造できる。
(もっと読む)
多層ラミネートの製造方法と多層ラミネート
本発明は、少なくとも1つの延伸フィルム(40)と少なくとも1つの障壁層(30)を有する多層ラミネートの製造方法で、特に包装の製造方法であり、その方法は、シール可能な2つの外フィルム(40)で、そのうち少なくとも1つは延伸外フィルム(40)である外フィルムを提供する工程と、2つの外フィルム(40)の間に障壁層の素材を含み、少なくとも3層からなり、障壁包含押出し結合層(60)の形態である押出し物(60)を押出す工程を含み、更に障壁包含押出し結合層(60)は、各外フィルム(40)にそれぞれ直接に貼合される2つの外層(10)によって挟着されていることを特徴とする。本発明は本方法により製造された多層ラミネートにも関する。 (もっと読む)
弾性供給材料に対する張力を軽減する装置

【課題】押出機へ供給される弾性供給ストリップの張力を軽減する。
【解決手段】弾性供給ストリップに対する張力を軽減する方法および装置を提供する。この方法は、供給ストリップに接触する装置を設けることと、供給ストリップが停止するかまたは張力がある値を超えたときに装置によって供給ストリップを前方に押し出すことと、次いでストリップを移動方向に押すことを含む。
(もっと読む)
光学フィルム、光学フィルムの製造方法、位相差フィルム、偏光板および液晶パネル
【課題】 延伸処理により光軸が均一なフィルムを得ることができる光学フィルム、およびこの光学フィルムを製造する方法を提供すること。
【解決手段】 環状オレフィン系樹脂からなるフィルムであり、フィルムの幅方向全体にわたって光軸を測定した際、光軸がフィルム長手方向に対して±5°以内である範囲がフィルム全幅における80%以上である光学フィルムを提供する。また、環状オレフィン系樹脂を溶融して、ダイから押し出して冷却ロールに圧着してフィルム化するに際し、引き落とし比率hが6.5以上である光学フィルムの製造方法を提供する。
(もっと読む)
発泡合成樹脂押出成形の引取速度制御装置

【課題】 サイザーを備えた発泡合成樹脂押出成形においても、所定の断面形状の成形品が得られる押出制御装置を提供する。
【解決手段】 押出成形機のダイスから押し出された発泡成形品をサイザーを通過させ、引取機によって引き取るようにした発泡合成樹脂の押出成形において、サイザーにワーク速度計を設け、引取機に引取速度計を設け、前記引取機には引取機の速度を制御する引取速度制御手段を設けてなる。そして、発泡成形品の所定の形状が得られているときの押出速度を基準値とし、押出速度計が検出した押出速度が基準値から外れて、押出速度が基準値より遅くなった場合には引取機の速度を速め、速くなった場合には引取機の速度を遅くする。さらに、発泡成形品の断面が所定の形状、寸法から外れた場合に、引取速度制御手段により所定の断面形状、寸法が得られる押出速度となるように引取機の速度を決定するものである。
(もっと読む)
押出合成プラスティックウッド複合材料の寸法を監視する引抜装置速度制御装置
押出物引抜装置の速度を変化させることにより押出成形機(14)から出る押出物(16)の寸法を制御すると共に定寸装置を通る押出物の移動速度、膨脹率、及び、押出成形機の押出速度における変動を補償するシステムであって、押出物を押し出す押出成形機と、ローラ及び一例の定寸装置を含むコンベアシステムと、定寸装置を通して押出物を引き抜く引抜装置と、押出物の所望の形状を維持する際に当該システムを支援するレーザー近接測定装置とを含む。レーザー近接測定装置は、少なくとも一対の光学式非接触型変位トランスデューサと、リアルタイムプロセッサと、対話型タッチスクリーンディスプレイ(60)とを含む。トランスデューサは、押出物の側面にレーザーポイントを提供するレーザービームを放出する。  (もっと読む)
(もっと読む)
ストランドの製造方法
【課題】 表面外観が良いストランドの製造方法の提供。
【解決手段】 (A)熱可塑性樹脂100質量部、(B)前記(A)成分の熱可塑性樹脂中に分散した状態で粒子径が100μm以下の粒子状セルロースエステル及び/又は繊維状のセルロースエステル0.1〜50質量部、並びに(C)セルロース系充填材10〜300質量部を含有する熱可塑性樹脂組成物から得られるストランドの製造方法であって、
(a)前記熱可塑性樹脂組成物をヘンシェルミキサー中で加熱しながら混練し、造粒する工程、(b)前記(a)工程で得られた造粒物を冷却する工程、(c)前記(b)工程で冷却された造粒物を押出機に供給して、ストランド状に押し出す工程、を有しているストランドの製造方法。
(もっと読む)
合成樹脂製押出成形品の表面加飾方法
【課題】 押出成形の生産性を損なうことなく外層の層厚を多様に変化させることを技術的な課題とするものであり、もって外表面に着色濃度に係る多様な模様を現出させた押出成形品を提供することを目的とする。
【解決手段】 少なくとも、内層を形成する内層樹脂通路と薄肉の外層を形成する外層樹脂通路を有する多層共押出し成形用ダイスを用い、外層を形成する外層用樹脂の供給速度を周期状に変化させる共に、引取機により伸張状態で押出成形し、供給速度の平均値、供給速度の変動周期、外層樹脂通路の合流点直前におけるスリットクリアランス、および引取速度の組み合わせにより、外層の層厚を多様に変化させて、成形品の外表面に着色濃度に係る模様を現出させる。
(もっと読む)
毛細管状流路を備えた押出し材
本発明は、押出し処理可能材料であってそれを通る複数の毛細管状流路を有する押出し処理可能材料、および、そのような材料を製造するための装置および方法を提供する。毛細管は、気体、液体または他の相によって占有されてもよい。材料は高い空隙率を有する異方性発泡体であってもよい。方法および装置は、押出し物がダイを出るときに押出し物を急冷することを含む。 (もっと読む)
光学フィルム及びその製造方法、偏光板用保護フィルム及びそれを用いた偏光板、並びに液晶表示装置
【課題】 偏光板保護フィルムに適した光学フィルム、及びその製造方法を提供する。また偏光板用保護フィルム自身が偏光散乱異方性を有することで、ディスプレイの光学特性、特に輝度が向上でき、生産性及び耐久性に優れた偏光板用保護フィルム、および該偏光板用保護フィルムを用いた偏光板、並びに該偏光板を用いた液晶表示装置を提供する。
【解決手段】 熱可塑性樹脂と、不定形粒子とを溶融混錬して押し出した溶融物を、流延ダイのマニホールド部およびスリット部を通って支持体上に流延して、光学フィルムを製造する。流延ダイ入口管内のドープ流速:V=Q/A、および流延ダイのマニホールド部およびスリット部内のドープ流速:Vm=Q/Amとすると、これらの速度比:Rvm=Vm/Vが、0.8≦Rvm≦20である。ドープのダイスリット部通過時間:tは0.002〜10(sec)であるのが、好ましい。
(もっと読む)
構造化剥離ライナーを製造する方法
本明細書で開示されるのは、構造化剥離ライナーを製造する方法である。この方法は、押出可能材料を提供する工程と、押出可能材料を、輪郭を有するダイを通して押し出し、それによってベース及び少なくとも1つのレールを形成する工程と、を包含する。レールはベース上に100マイクロメートル未満の高さを有する。他の実施形態では、第1及び第2押出可能材料が提供され、並びにダイを通して押し出されて第1層及び第2層を作り出す。構造化剥離ライナーはまた、既存の基材の上に押し出すことにより形成されてもよい。本明細書でまた開示されるのは、接着剤層と裏材とを含むラミネート構造物を形成する方法である。 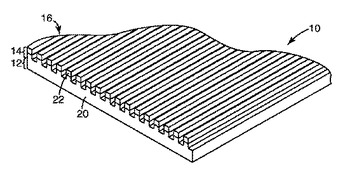 (もっと読む)
(もっと読む)
セルロースアシレートフィルム及びその製造方法
【課題】高速な製膜速度において、溶融樹脂を一対のローラで挟んで冷却固化することで製膜する場合に、スジ故障の防止やレターデーションの発現の抑制を図ることができるので、光学特性が均一な光学用途のフィルムを得ることのできるセルロースアシレートフィルム及びその製造方法を提供する。
【解決手段】セルロースアシレート樹脂を溶融してダイ24からシート状に押し出し、シートを、金属製の一対のローラ26、28で挟んで、冷却固化してフィルムを製膜する際に、製膜速度Yを20m/分以上として製膜するセルロースアシレートフィルム12の製造方法であって、セルロースアシレート樹脂は、重量平均分子量が7万〜20万であり、且つ、Aをアセチル基の置換度、Bをプロピオニル基の置換度としたときに、2.7≦A+B≦3.0、0≦A≦0.7、2.3≦B≦3.0、を満足するようにする。
(もっと読む)
プラスチックフィルム、特に伸長性プラスチックフィルムの製造ラインで使用するための巻取りプラント、及びプラスチックフィルムロールの巻取り方法
【課題】プラスチックフィルム製造ラインで使用するための巻取りプラントを提供する。この巻取りプラントは、星型リールキャリヤ(15)に連結された複数のリール(11-14)を含み、キャリヤ(15)はそれ自体の軸線を中心として回転自在である。
【解決手段】前記リール(11-14)は、前記複数のリールのうちの少なくとも第1リール(12)がフィルム(20)の作動的巻取り位置に配置され、完成したリール(21)を形成するように前記星型リール(15)の周囲に配置されている。前記リール(11-14)の各々は、少なくとも第1及び第2のノッチ(23-24)を備えたフランジエレメント(16)と関連した心押し台によって支持されたマンドレル(26)を含む。前記エレメント(16)は、前記心押し台が前記マンドレル(26)から外されたとき、それ自体の軸線を中心として、前記キャリヤ(15)から独立して回転でき、前記第1ノッチ(23)を前記第2取り出しリール(13)まで移動し、前記第2ノッチ(24)をフィルム(20)のロール(21)が取り付けられた第3リール(14)まで移動する。
(もっと読む)
ゴムホースの製造方法
【課題】厚み精度に優れ、外面形状が円錐台形状のようにホース長さ方向で外径が変化する形状であっても、偏肉構造を有するゴムホースを得ることができるゴムホースの製造方法の提供を目的とする。
【解決手段】 ゴム供給手段6から送り出された未加硫ゴムテープ5を、回転するマンドレル本体3の外周面に螺旋状に巻き付けて筒状に成形し、該筒状成形体を加硫するゴムホースの製造方法であって、マンドレル1は、外周面が中心軸2周りに回転対称な形状に形成されたマンドレル本体3と、該マンドレル本体3の中心軸2に対して偏心位置に形成された回転軸4とを備え、該回転軸4を回転させてマンドレル1の外周面における周速度を周期的に変動させ、未加硫ゴムテープ5の送り出し速度を前記周速度の最低速度S1以下の速度に設定し、周速度と送り出し速度との差に応じて未加硫ゴムテープ5を引き伸ばしつつマンドレル本体3に螺旋状に巻き付けることを特徴とする。
(もっと読む)
ゴムロールの製造方法及びゴムロール
【課題】押出し機の芯金軸挿入孔から供給された芯金軸と共に未加硫ゴムを押出しさせてクラウン形状とするゴムロールの製造方法であって、芯金軸供給速度を速めて押出しにかかる時間を非常に短くする設定であっても、左右対称で適正なクラウン形状のゴムロールを得ることができる製造方法を提供すること。
【解決手段】押出し機のクロスヘッドダイの芯金軸挿入孔から連続的に供給された芯金軸と共に未加硫ゴムをクロスヘッド押出しさせる際に1本のゴムロールの長手方向で芯金軸の供給速度を変化させてクラウン形状とするゴムロールの製造方法であって、
該芯金軸の該供給速度を曲線的に変化させる設定を、該芯金軸の先端から中央にかけての該供給速度を減速していく速度変化曲線の曲率Aと、該芯金軸の中央から後端にかけての該供給速度を加速していく速度変化曲線の曲率Bとの比(A/B)が、1.1から1.3の範囲であるゴムロールの製造方法。
(もっと読む)
フィルムおよびフィルムの製造方法
【課題】エチレン系重合体を成形してなる耐候性に優れたフィルムおよび該フィルムの製造方法を提供すること。
【解決手段】エチレンに基づく単量体単位と炭素原子数3〜20のα−オレフィンに基づく単量体単位とを有するエチレン系重合体を成形してなるフィルムであって、該フィルムの分子量分布[Mw/Mn]bと該フィルムを250時間サンシャインカーボンアーク灯処理した後のフィルムの分子量分布[Mw/Mn]aとが、下記式(1)の関係を充足するフィルム。
0.6 < [Mw/Mn]a/[Mw/Mn]b < 1.2 式(1)
(もっと読む)
光学フィルムの製造方法
【課題】製造する光学フィルムの幅の変更に伴い搬送ロールの幅を変えることなく、高速搬送が可能で安定した品質の光学フィルムの製造方法の提供。
【解決手段】原料樹脂を溶媒に溶解した液体または加熱して溶融した液体を無端支持体の上に流延しウェブを形成し、前記ウェブを前記無端支持体より剥離した後、搬送ロールと接触させ搬送させ、巻き取ることにより製造する光学フィルムの製造方法において、前記搬送ロールは少なくとも片方の端部近傍の幅方向の周面に搬送補助部を有し、前記ウェブの一方の端部と前記搬送補助部とを接触させて搬送することを特徴とする光学フィルムの製造方法。
(もっと読む)
フィルム及び被膜の製造方法
【課題】生分解性で、したがって環境に優しいポリマーのフィルムを、ポリマーの溶融配合物から製造する方法と、このようなフィルムを製造するためのポリマー組成物を提供する。
【解決手段】ポリヒドロキシアルカノエート(PHA)をPHAの最適結晶化温度よりも20℃高い温度から20℃低い温度までの範囲内の温度である表面に供給して、押出しフィルムまたは押出し被膜を製造する。この場合高いメルトフローインデックスのPHAが好ましい。
(もっと読む)
アクリル系樹脂押出フィルムおよびその製造方法
【課題】平滑性に優れ、しかも収縮率が低く収縮ムラも少ないために歪みのない印刷が可能なアクリル系樹脂押出フィルムおよびその製造方法を提供することである。
【解決手段】160℃で10分間加熱したときに、フィルムの押出方向の熱収縮率の平均値が20%以下であり、かつ幅方向における前記押出方向の熱収縮率のバラツキ幅が10%以内であると共に、算術平均粗さ(Ra)が0.05μm以下である、厚さ10〜500μmのアクリル系樹脂押出フィルム。エアーナイフ3が、ダイ1からフィルム状に押出されるアクリル系樹脂押出フィルム10の幅方向に複数配設されており、押出されるフィルム10の幅方向における吐出速度差に応じて、各エアーナイフ3の取付け位置および/またはエアー吹き付け角度を調節する前記アクリル系樹脂押出フィルムの製造方法。
(もっと読む)
121 - 140 / 183
[ Back to top ]