
Fターム[4F207AR08]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 速度 (308)
Fターム[4F207AR08]の下位に属するFターム
回転速度(←回転数) (125)
加速度
Fターム[4F207AR08]に分類される特許
101 - 120 / 183
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
物品を成形するためのプラントおよび装置
プラントは、金属シートからの王冠(58)を成形するプレス(30)と、対応する王冠(58)の内部にシールを成形するための単一の成形装置(1)と、を備え、この単一の成形装置(1)は前記プレス(30)からこの単一の成形装置(1)への前記王冠(58)の搬送に適した接続装置(31)によって前記プレス(30)に接続されている。  (もっと読む)
(もっと読む)
クッションゴムをタイヤケーシングに塗布する方法及び装置
タイヤケーシングの更生に備えてクッションゴムの層をタイヤケーシングに被着させる方法、コンピュータープログラム及び装置であって、かかる方法のステップは、タイヤケーシングのサイズ、モデル及び形状のうちの1つに基づいて、クッションゴムを塗布するための複数のレシピのうちの1つを選択するステップと、タイヤケーシングをレシピに基づいて所定の圧力まで加圧するステップと、押出しヘッドによりタイヤケーシングの半径の所定百分率又は所定の距離にわたりタイヤケーシングを破砕するステップとを含み、所定百分率は、レシピに基づいており、クッションゴムを押出しヘッドから押し出すステップを更に含む。押出しヘッドは、スクリュー駆動装置によって並進可能であるのが良い。  (もっと読む)
(もっと読む)
押出異形物品
ジカルボン酸成分とグリコール成分とを有するポリエステルを含む押出異形物品である。ジカルボン酸成分は、少なくとも90モル%のテレフタル酸残基を含む。グリコール成分は、少なくとも75モル%のエチレングリコール残基と15〜25モル%の二官能グリコール(例えば1,4−シクロヘキサンジメタノール等)の残基とを含む。このような押出異形物品は、低減されたヘイズ、低減されたシャークスキン、および/またはPETリサイクルにおける増大された親和性を示すことができる。 (もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】ポリアミド溶融樹脂フィルムを冷却固化する回転式冷却ロールの汚れをコンパクトな装置で除去でき、かつ、安定した静電密着を実施できるため、傷が少なく、厚みの均一性に優れる二軸延伸ポリアミドフィルムを製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂フィルムを回転式冷却ロール3上にキャストして、次いで表面が水分保持性材料からなるクリーニングロール6の表面に水分を補給しつつクリーニングロール6の表面を回転式冷却ロール3上にキャストされた冷却固化過程にあるポリアミドフィルムの少なくとも両端部に接触させ、次いでポリアミドフィルムを冷却固化した後、前記クリーニングロールが接触した部分にエアーを吹き付けることで付着した水分を除去して未延伸ポリアミドフィルムを得て、得た未延伸ポリアミドフィルムを二軸延伸する二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
タイヤの製造方法及び製造装置

【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
プランジャ式フィーダを備えたスクリュー押出機
本発明は、プランジャ式フィーダを備えたスクリュー押出機を含む材料押出装置に関する。これは、メインハウジングと、材料前進用スクリューと、スクリュー駆動機構と、押出材料を投入するための供給口と、押出吐出口とを有するスクリュー押出機を含む。また、細長い、上方へ偏向された(非水平)プランジャハウジング、例えばシリンダと、プランジャとを有するプランジャ式フィーダも含む。プランジャをプランジャハウジング内部で上下動させるためにプランジャ駆動機構がプランジャに連結され、プランジャハウジングの上端にはスクリュー押出機の供給口に連結される供給出口が設けられている。 (もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 クリーン度を損なうことなく厚み精度の高いフィルムを製造する方法を提供すること。
【解決手段】 溶融熱可塑性樹脂を口金から冷却ロール上に押し出してシートとし、このシートを熱処理して得られるフィルムを巻取機にて巻き取る熱可塑性樹脂フィルムの製造方法であって、口金および冷却ロールを覆う空間を設け、この空間内を間欠的に換気すると共に、換気を停止しているときにフィルムの製造を行う。
(もっと読む)
ゴムローラーの製造方法及びゴムローラーの製造装置
【課題】ゴム材料の吐出量のバラツキにかかわらずに、押し出される被覆物の外径を一定に保ち、ゴムローラーの外径のバラツキを抑え、寸法精度の向上を図る。
【解決手段】芯金送り装置5によって芯金3をクロスヘッドダイ7に連続的に供給するとともに、クロスヘッドダイ7内の芯金3の外周上に押出し機6によってゴム材料4を供給し、芯金3がゴム材料4で被覆されてなる被覆物をクロスヘッドダイ7から押し出す工程を有する、ゴムローラーの製造方法において、クロスヘッドダイ7から押出された被覆物の外径を測定センサー9で測定する第1工程と、測定センサー9で測定された外径の測定値に基づいて演算装置10で演算する第2工程と、演算装置10による演算結果を芯金送り装置5にフィードバックし、芯金送り装置5による芯金の送り速度を調整することによって、被覆物の外径を調整する第3工程と、を有する。
(もっと読む)
繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法
【課題】繊維状強化材をフィードホッパーへ供給するに際し、繊維状強化材がフィードホッパーの内壁へ衝突し解繊物が発生するのを抑制し、フィードホッパー内壁へ解繊物や樹脂成分が付着、蓄積しブリッジ現象を起こしたり、付着物の塊が落下したりすることなく、原料を混練装置へ安定して供給することができる、繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法を提供することにある。
【解決手段】繊維状強化材供給口、熱可塑性樹脂成分供給口および混練装置への材料投入口を備え、さらに、繊維状強化材供給口には、投入された繊維状強化材を混練装置への材料投入口方向に向かってガイドする繊維状強化材供給ガイドを設けてなることを特徴とする、繊維強化熱可塑性樹脂組成物製造用のフィードホッパー。
(もっと読む)
情報記録媒体及びその製造方法
【課題】ドローダウン性、ネックイン性、フィッシュアイ性、表面平滑性等の情報記録媒体として必要な各種条件を十分に満足した得ることができる。
【解決手段】情報記録媒体の押出ラミネート製造において、ポリエチレン樹脂として、メルトフローレート(MFR:190℃、2.16kg)が50〜150g/10分であると共に、MFRと流入圧力損失比(Re)とが下記の関係式(1)を満たし、且つ0.05mm厚みのフィルムで測定した際に0.2mm以上のフィッシュアイの個数が0.1m2あたり12個以下である樹脂特性のものを用いて、ダイ14から押し出されてフィルム12に成形されるポリエチレン樹脂の成形温度が250℃以上、310℃以下として、
フィルム表面におけるクレータ状の細孔の数が100個/cm2未満を満足する。
(もっと読む)
配向された熱可塑性エラストマーフィルムの製造方法
【課題】透過性が低く、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法の提供。
【解決手段】(A)ハロゲン化イソブチレンエラストマー及び(B)ポリアミドの動的架橋されたポリマーブレンドを含んでなる透過性が低減され、耐疲労性が改良された配向熱可塑性エラストマーフィルムの製造方法であって、作製されたフィルムの平面複屈折(PBR)が0.002と等しいか又はそれより大きくなるように、ダイリップの剪断速度をフィルムの分子配向を制御するように調整して前記ポリマーブレンドをキャスト又はインフレーション成形する製造方法。
【選択図】図1 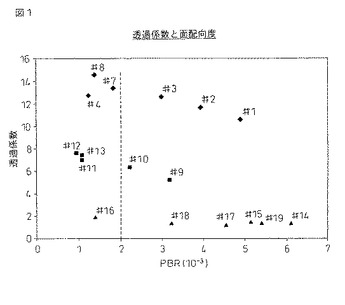 (もっと読む)
(もっと読む)
シクロオレフィン樹脂フィルム、偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置およびシクロオレフィン樹脂フィルムの製造方法
【課題】タッチロールを用いて溶融製膜してもキャスチングローへのロール汚れが発生しない、偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置等に適した、光耐候性に優れ、かつ、面状が良好なシクロオレフィンフィルム及びその製造方法を提供する。
【解決手段】分子量が500以上の紫外線吸収剤の少なくとも1種類を0.05〜3質量%含有し、タッチロールを用いた融膜製膜法で作製されたシクロオレフィン樹脂フィルム。
(もっと読む)
シクロオレフィン樹脂フィルム、およびこれらを用いた偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置、ならびに、シクロオレフィン樹脂フィルムの製造方法
【課題】1日以上の長時間運転を行った際に顕著に発生する、不規則に単発的に発生する尾びきスジの少ない、偏光板、光学補償フィルム、反射防止フィルム、等の液晶表示装置に差に利用できるシクロオレフィン樹脂フィルムを提供する。
【解決手段】特定のサイズ分布を有するペレットを用いて、タッチロール法にて製造した、高さが0.1μm〜10μmの尾びきスジが10本/m2以下であることを特徴とするシクロオレフィン樹脂フィルム。
(もっと読む)
シクロオレフィン樹脂フィルム、およびこれらを用いた偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置
【課題】クラックの発生の少ないシクロオレフィン樹脂フィルムを提供する。
【解決手段】 衝撃強度が1000J/m〜30000J/mであることを特徴とするシクロオレフィン樹脂フィルム。
(もっと読む)
熱可塑性フイルム及びその製造方法、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】溶融製膜法にて製膜される熱可塑性フイルムの脆性を改善することができ、ひび割れやクラック等が発生し難い熱可塑性フイルムを提供する。
【解決手段】ダイ20からシート状に押し出された溶融樹脂90を第1冷却ロール28上で固化する溶融製膜法を用いた熱可塑性フイルムの製造方法であって、ダイ20から第1冷却ロール28間で、ガラス転移温度+50℃以上、ガラス転移温度+100℃以下の温度領域において、溶融樹脂90のドロー比が1.05〜5.0で製膜する。その結果、熱可塑性フイルムは、幅方向の破断エネルギーと長手方向の破断エネルギーが0.05Nm以上、1.5Nm以下となる。
(もっと読む)
アクリル系樹脂フィルムおよびその製造方法
【課題】フィルムの取扱い性が良く、表面硬度が高く、且つ、表面欠点がほとんどない高い表面平滑性を有する、アクリル系樹脂フィルムを提供する。
【解決手段】重量平均分子量が40000以上のメタクリル系樹脂〔A〕と、数平均重合度が200〜4000のポリビニルアルコール樹脂を(共)アセタール化して得られたアセタール化度が55〜83mol%のポリビニルアセタール樹脂〔B〕とを、質量比(〔A〕/〔B〕)99/1〜51/49で溶融混練して、前記メタクリル系樹脂(A)単独でのガラス転移温度TgAと前記ポリビニルアセタール樹脂(B)単独でのガラス転移温度TgBとの間にメタクリル系樹脂(A)に起因するガラス転移温度TgAPを有する樹脂組成物を得、該樹脂組成物をTダイから溶融状態で押し出し、その両面を鏡面ロール表面または鏡面ベルト表面に接触させて、アクリル系樹脂フィルムを得る。
(もっと読む)
偏肉樹脂シートの製造方法及び装置
【課題】偏肉樹脂シートを押出成形法により製造する際に、製造される偏肉樹脂シートに反りが発生しないようにでき、仮に製造過程で反りが発生したとしても矯正できる。
【解決手段】シート幅方向のシート厚みに偏りがある偏肉樹脂シートの製造方法において、溶融した樹脂をダイからシート状に押し出す押出工程12と、押し出した樹脂シートAを型ローラ46とニップローラ48とでニップして偏肉成形しながら冷却して固化する成形冷却工程14と、型ローラから剥離した樹脂シートAを徐冷する徐冷工程16と、徐冷された樹脂シートAの反りを測定して所定基準に対する合否を判定する反り測定工程18と、反りが所定基準を超える場合には成形冷却工程14にフィードバックして、樹脂シート幅方向における冷却速度が均一化するように制御する工程で構成される。
(もっと読む)
ゴムロールの製造方法及び電子写真装置用ゴムロール
【課題】ゴム層の外形をクラウン形状に研削するのが容易であり、該研削に使用する幅広砥石の研削性の低下も抑制させたゴムロールの製造方法を提供する。
【解決手段】クロスヘッドダイでの芯金軸への未加硫ゴム層を形成する際に、芯金軸の送り速度を変化させ、該ゴム層をクラウン形状となし、硬化後のゴム層のプランジ研削加工を逆クラウン形状の幅広砥石で行う。なお、被研削ゴムロールのクラウン量Aと幅広砥石の逆クラウン量Bの比(A/B)が2.5から5.0であることが好ましい。
(もっと読む)
ゴムストリップ材料を製造する装置
コード材料を包含しているゴムストリップ材料を製造する装置(1)である。装置は、連続するゴムストリップを製造する目的で、ポンプ速度が調節可能な一体化されているギアポンプとコード材料の周囲に未加硫のゴムを押し出す搬送スクリューとを備えている押出機(4)を有する。装置は、ギアポンプのポンプ速度を調節する制御ユニットと、ゴムストリップの高さと幅とを計測し、計測された高さと幅とを示す計測信号を出力する計測ユニットとをさらに有する。計測ユニットは、ギアポンプのポンプ速度を調節する制御ユニットに計測信号を出力するために制御ユニットに接続可能であって、ギアポンプのポンプ速度は、少なくとも計測信号に基づいて制御ユニットによって制御可能である。  (もっと読む)
(もっと読む)
101 - 120 / 183
[ Back to top ]